自定心滑套式刮板孔划线工装的设制与应用
2018-11-21赵忠刚曹学亮赵政策
赵忠刚 曹学亮 赵政策
3山东能源重型装备制造集团新汶分公司 山东 泰安 271222)
摘 要: 本文主要阐述了刮板机刮板孔传统划线的弊端,叙述了新式的刮板毛坯划线方法和滑套式划线工装设制及应用,比传统划线方式工效提高了三倍以上,产品合格率达到了100%,有较好的推广价值。
关键词: 刮板;E形螺栓孔;共线;滑套;冲子
0.引言
山东能源重型装备制造集团新汶分公司常年设计制造各类矿用设备,刮板机亦是其主要产品之一。在制造刮板机刮板的过程中,对刮板上的E形螺栓孔加工还是采用划线、钻孔的方式。划线是以其中心沉孔为中心划线后,再按中心距尺寸用划规分别划出两端孔心所在的圆弧线,再以沉孔毛坯面为基准划出孔的左右中心基准线,该线与圆弧线的交点便作为刮板两端螺栓孔的中心点;然后按照刮板孔的中心线在摇臂钻上预钻φ10小孔作为后续钻孔的定位导向孔(不要钻透,以便在沉孔中存冷却液);最后按图纸要求再钻后续的孔。由于刮板的毛坯沉孔不一定共线,这样划线钻削出来的刮板三个螺栓孔的中心也就不一定共线。因此,在安装E形螺栓时,有许多时候需要将其打入孔中,个别情况下也有安装不进去的,导致焊后修复。上述划线方式太陳旧,不但效率低,且合格率也达不到100%。为此,笔者经过三十多天的观察分析,研究设制了一种新型的快速划线工装,现将其设制过程和使用方法简单介绍如下。
1. 传统的刮板毛坯划线方法分析
刮板毛坯为锻制件,其沉孔预先锻出,由于刮板模具的老化及热变形等,其三个沉孔的中心本身就已经存在了共线差异。且其沉孔为斜面结构,给采用划规划线带来了寻找等高基准的难度,加大了三孔共线的划线差距。同时,由于划线操作者的水平和认识存在差异,致使不同员工对同一类型刮板孔划线也存在着不同差距。该方法对操作者的技术水平相对要求较高,较难快速学会。
2. 新式的刮板毛坯划线方法分析和划线工装设制
鉴于上述对刮板毛坯和老式划线方法的分析,可设制一划线工装,工装三孔中心距与刮板沉孔中心距一致,且工装三孔必须共线。这就得以刮板沉孔为基准进行划线,由于刮板沉孔是毛坯面,尺寸不一,共线性较差,必须采用滑动可调的划线工装,在保证三孔中心距和三孔共线的同时,还要保证能够适应刮板毛坯沉孔尺寸变化的特性。这给设制刮板孔专用划线工装带来了一定的难度。
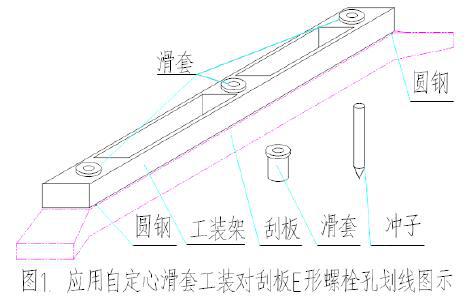
通过上述分析,笔者设制了图1中所示的刮板孔划线专用工装,它主要有工装架和滑套组成。由于刮板毛坯安置工装架的基准面存在高点和微弯曲现象,导致划线工装安置不稳定,影响划线精度。为此,特意在工装底部点焊上了φ3mm的圆钢,克服上述缺陷。滑套可在工装架的孔中自由滑动,为防止滑套滑脱,在滑套的顶端加工了一凸缘,更加方便了使用和存放。为减轻工装架的重量,在保证工装架刚度的情况下,将其多余的毛料去除。冲子采用工具钢或弹簧钢车制,并淬火处理,为保证其尖端强度,其尖端尺寸为R1~2mm,其外圆与滑套的内孔略有间隙即可。为减少摩擦,滑套、冲子及工装架孔的表面粗糙度不得低于Ra3.2,且涂油存放。
3. 刮板孔划线专用工装的应用方法
该工装使用极其简便,如图1所示,将工装架放在刮板上,使其滑套自由落入刮板沉孔中,用锤子和冲子通过滑套孔对刮板孔冲出中心孔即可。划线效率提高三倍以上,准确率达到了100%。
4. 结尾语
该划线工装设制独特,制造和使用极其简便,对操作者的业务水平要求很低,在对类似毛坯工件划线中有一定的参考作用,很值得在业内推广借鉴。
参考文献
[1] 王健石 主编.机床夹具和辅具速查手册[M].北京:机械工业出版社,2007.
[2] 成大先 主编. 机械设计手册(第五版第1卷). 北京: 化学工业出版社 2010.
作者简介内容:赵忠刚(1969年—),男,汉族,山东泰安市人,毕业于山东科技大学:机电一体化,专科。在省级和国家级刊物发表科技论文90余篇,国家镗工技师,技术员,泰安良辰工贸有限公司常务副总经理,主要协助总经理项目开发及编制体系文件和解决生产过程中的各类问题等。
