曲轴再制造耐磨熔覆层工艺参数优化
2018-11-13黄海鸿钱正春
黄海鸿 汤 杰 钱正春
1.合肥工业大学机械工程学院,合肥,2300092.机械工业绿色设计与制造重点实验室,合肥,230009
0 引言
曲轴是发动机的关键零部件之一,曲轴的质量直接影响工作系统的性能。曲轴在长期运转中,各个轴颈需在极高的比压下进行高速滑动,极易导致表面磨损,若不及时处理,则会对机器和人身安全构成严重威胁。曲轴附加值高,其成本约为整机成本的10%~20%,故整根曲轴报废极为浪费[1]。再制造技术以损伤、报废零部件作为毛坯,采用专门的技术和工艺,使损伤的零件恢复原有或近形尺寸,且性能达到或超过原基材水平[2],因此,可考虑采用再制造技术对磨损曲轴进行修复,以延长曲轴的使用寿命,提高其服役性能。
目前常用的再制造修复技术有钨极氩弧焊[3]、超音速火焰喷涂[4]、等离子喷涂[5]、激光熔覆[6]、等离子喷焊[7]等,其最大的区别在于生产率、稀释率和制造成本的差异。在上述技术中,等离子喷焊因生产率高、稀释率低、制造成本低、沉积率高、成形质量好等优点已被广泛应用于机械部件的修复和强化中[8]。然而,等离子熔覆层的形成是一个复杂的物理化学和快速凝固过程[9],其性能受喷焊电流、喷焊速度、送粉流量等工艺参数影响,且这些工艺参数对熔覆层性能的影响较为复杂,各个参数之间既相互联系又相互制约,因此,需要对等离子喷焊工艺参数进行优化以获得性能优异的再制造耐磨熔覆层。
喷焊电流作为热输入的直接表征物理量,是决定熔覆层组织和性能的一个主要因素[9],许多学者针对不同喷焊电流下熔覆层的组织及耐磨性开展了大量研究。文献[10-12]的研究表明,喷焊电流直接影响熔覆层的微观结构、表面硬度及耐磨性,随着喷焊电流的增大,熔覆层的厚度相应增加;文献[13-14]的研究表明,喷焊电流的增大也会提高基材的稀释率,从而影响熔覆层成分和结构,并降低表面硬度。此外,也有学者从送粉流量、喷焊速度、冷却速度等方面研究了等离子喷焊各工艺参数对熔覆层组织及性能的影响规律。文献[8]的研究发现,随着送粉流量的减少,熔覆层硬度和熔合区硬度梯度均明显降低;文献[15]的研究发现,随着喷焊速度的增大,熔覆层中柱状晶减少,硬度和耐磨性、耐蚀性有所提高,但熔覆层开裂的倾向增大;文献[16-17]的研究发现,冷却速度会影响熔覆层的稀释率和微观结构,进而影响其机械性能。然而,上述研究大多采用单因素试验方法研究等离子喷焊某一工艺参数变化对熔覆层耐磨性的影响规律,针对多因素作用下等离子喷焊各工艺参数对熔覆层耐磨性的综合影响规律的研究较少;此外,大多学者只是采用等离子喷焊技术在样件上进行了大量的研究工作,但针对曲轴损伤表面的应用研究较少。
本文在实验室条件下的曲轴材料45钢样件上进行熔覆试验。利用正交试验设计方法优化等离子喷焊工艺参数,研究了多因素作用下等离子喷焊各工艺参数对熔覆层耐磨性的综合影响规律,获得了具有最优耐磨性能的Ni60熔覆层。采用单因素试验方法对最优工艺参数下制备的熔覆层性能进行验证与表征,并使用优化的工艺参数对某企业发动机45钢失效曲轴进行再制造修复。
1 试验材料及方法
试验基体材料为曲轴材料45钢平板,尺寸为100 mm×100 mm×10 mm。为模拟曲轴表面局部失效的修复流程,采用线切割方法在基体上加工出一条截面为矩形的贯通槽,槽深1 mm,槽宽10 mm,如图1所示。喷焊粉末选择Ni-Cr-B-Si系镍基自熔性合金粉末Ni60,该粉末具有良好的耐热、耐磨、耐腐蚀、抗高温氧化等性能[14-15],其化学成分见表1。

图1 试样示意图Fig.1 Schematic drawing of the samples

表1 Ni60合金粉末化学成分(质量分数)
喷焊设备选用武汉材料保护研究所研制生产的PTA-400E4-ST通用型粉末等离子喷焊机,焊枪采用QLA-160W型精密粉末等离子焊枪。根据文献[16]和前期大量预试验分析结果,发现喷焊电流、喷焊速度和送粉流量对熔覆层性能的影响要远大于其他工艺参数对熔覆层性能的影响,因此本文选择上述3个工艺参数作为正交试验的三因素。在进行正交试验之前,先进行试探性试验,并对各工艺参数进行调整,得到各工艺参数的上下限值,最终确定各因素水平见表2。选用L9(34)型正交表来安排试验,见表3。

表2 正交试验因素水平表

表3 等离子喷焊正交试验方案
本试验中等离子喷焊其他工艺参数设置如下:非弧电压16~18 V,转弧电压24~30 V,喷嘴高度10 mm,摆动宽度14 mm,摆动速度1 800 mm/min,离子气流量300 L/h,送粉气流量300 L/h,保护气流量800 L/h。按照正交试验方案对试样进行喷焊,试样分别编号1~9号。试验现场如图2所示。

(a)等离子喷焊设备 (b) 修复过程 图2 正交试验现场Fig.2 Overview of the orthogonal experiment
通过线切割方法沿垂直于喷焊方向截取试样,对熔覆层表面进行机加工、打磨、抛光后,采用稀王水溶液(50 ml HCL+25 mL HNO3+25 mL H2O)化学腐蚀制成金相试样,并采用XDS-3MET型金相显微镜进行显微组织观察分析。采用HVS-1000A型显微硬度仪测量熔覆层剖面硬度分布,载荷为1 kg,加载时间为15 s。再采用自行研制的MM-200型摩擦磨损试验机进行耐磨性能测试;下试样为喷焊Ni60合金熔覆层的45钢矩形试样,熔覆层表面经机械磨削、打磨处理,表面粗糙度Ra为0.8 μm;上试样为进口440C钢矩形试样,尺寸大小为14 mm×6 mm×6 mm,洛氏硬度为58~62 HRC。摩擦磨损试验条件如下:干摩擦,载荷135 N,上下试样之间的滑动速度25 mm/s,往复距离25 mm,试验时间2 h,试验温度25 ℃。采用瑞士TRscan光学表面三维形貌测量仪测量磨损试样的磨痕形貌和磨损体积。
2 试验结果分析
2.1 正交试验极差分析
硬度和磨损量均能在一定程度上反映熔覆层的耐磨性[12]。一般来说,熔覆层硬度越高,磨损量越小,其耐磨性越好。本文选择显微硬度和磨损体积作为正交试验的两项性能指标,通过对1~9号试样熔覆层表面进行性能测试,得到各熔覆层的平均显微硬度和磨损体积,见表4。为了分析各工艺参数对喷焊熔覆层显微硬度、磨损体积的影响规律及最优工艺参数组合,采用极差分析法对试验数据进行分析,得到各参数对两项性能指标的极差分析表,分别见表5和表6,其中K表示各因素各水平的试验结果之和,k表示各因素各水平的试验结果平均值,R表示极差。根据极差表绘制出相应的因素效果图。

表4 正交试验熔覆层性能指标

表5 熔覆层显微硬度极差分析表

表6 熔覆层磨损体积极差分析表
熔覆层显微硬度各因素效果见图3。喷焊电流、喷焊速度及送粉流量对应的极差R分别为32.3 HV1.0、49.7 HV1.0、127.2 HV1.0,从而得到3个因素影响熔覆层硬度的主次顺序为送粉流量、喷焊速度、喷焊电流。对于熔覆层而言,显微硬度应越高越好,由图3可以看出,最优方案为A1B3C3(即喷焊电流100 A,喷焊速度70 mm/min,送粉流量22 g/min)。此外,当送粉流量为14 g/min时,熔覆层显微硬度值明显低于送粉流量为18 g/min和22 g/min条件下的显微硬度值。

图3 熔覆层显微硬度各因素效果Fig.3 Factors effect picture of microhardness for cladding coatings
熔覆层磨损体积各因素效果见图4。喷焊电流、喷焊速度及送粉流量对应的极差R分别为1.57×10-3mm3、0.47×10-3mm3、4.63×10-3mm3,从而得到3个因素影响熔覆层磨损体积的主次顺序为送粉流量、喷焊电流、喷焊速度。对于熔覆层耐磨性能而言,磨损体积应越小越好,由图4可以看出,最优方案为A1B3C2(即喷焊电流100 A,喷焊速度70 mm/min,送粉流量18 g/min)。此外,当送粉流量为14 g/min时,熔覆层磨损体积远大于送粉流量为18 g/min和22 g/min条件下的磨损体积。

图4 熔覆层磨损体积各因素效果Fig.4 Factors effect picture of wear volume loss for cladding coatings
2.2 正交试验方差分析
为了将因素水平变化所引起的试验结果间的差异与误差的波动区分开来,弥补极差分析法的缺陷[18],本文进一步采用方差分析法对试验数据进行分析,通过对所求出的F值和临界值Fa进行比较,判断各因素的影响程度与显著性。显著水平α取0.05。
表7和表8分别为根据表4试验结果计算分析得到的熔覆层显微硬度和磨损体积的方差分析表。由表7和表8可知,在3个工艺参数中,送粉流量(因素C)对熔覆层显微硬度和磨损体积均有显著影响,而喷焊电流(因素A)和喷焊速度(因素B)对试验结果并无显著影响,这一结果与上述极差分析所得到的结论基本一致。综合极差分析和方差分析结果可知,在试验工艺参数范围内,送粉流量是影响熔覆层硬度和磨损体积的最显著因素,喷焊速度和喷焊电流对试验结果的影响较小。

表7 熔覆层显微硬度方差分析

表8 熔覆层磨损体积方差分析
3 试验验证与性能表征
根据上述分析结果可知,显微硬度所对应的最优工艺参数为喷焊电流100 A,喷焊速度70 mm/min,送粉流量22 g/min;磨损体积所对应的最优工艺参数为喷焊电流100 A,喷焊速度70 mm/min,送粉流量18 g/min。综合考虑两项性能指标,可确定喷焊电流和喷焊速度最优参数值分别为100 A、70 mm/min,而送粉流量的最优参数值暂不能确定。此外,由上述结论可知,送粉流量对熔覆层显微硬度和磨损体积的影响均十分显著,但其内在原因及其规律尚不明了,需要进一步分析。
因此,本文设计单因素试验,在保证最优喷焊电流100 A和最优喷焊速度70 mm/min不变的情况下,研究送粉流量的变化对熔覆层显微组织、显微硬度分布及耐磨性能的影响规律,确定其最优参数值,并对最优工艺参数下制备的熔覆层性能进行验证与表征。
3.1 显微组织

(a)近熔合区(14 g/min)(b)近表面区(14 g/min)

(c)近熔合区(18 g/min)(d)近表面区(18 g/min)

(e)近熔合区(22 g/min)(f)近表面区(22 g/min)图5 不同送粉流量下熔覆层的显微组织Fig.5 Microstructure of cladding coatings with different powder feed rate
图5所示为喷焊电流100 A、喷焊速度70 mm/min时不同送粉流量条件下的熔覆层显微组织形貌,随着送粉流量的不同,熔覆层的组织结构存在显著差异。图5a、图5b所示分别为送粉流量14 g/min条件下熔覆层近熔合区和近表面区域的显微形貌,可以看出,底部熔合线是一条较为平直的线,近熔合区有大量垂直于熔合线生长的柱状晶,组织粗大,排列较为整齐;随着距熔合线距离的增大,近表面区域柱状晶结构并未消失,且出现了树枝晶的骨架,组织为柱状树枝晶结构[19],主要生长方向与热流方向相反。图5c、图5d所示分别为送粉流量18 g/min条件下熔覆层近熔合区和近表面区域的显微形貌,可以看出,底部熔合线也较为平直,近熔合区分布着大量絮乱细小的树枝晶;随着距熔合线距离的增加,树枝晶生长趋于稳定,组织较粗大,方向性不明显,且出现较多长条状和块状结构。图5e、图5f所示分别为送粉流量22 g/min条件下熔覆层近熔合区和近表面区域的显微形貌,可以看出,底部熔合线处组织致密,基体与粉末结合状态良好,近熔合区为等轴晶组织,晶粒圆润,分布均匀;随着距熔合线距离的增加,组织结构没有发生变化,近表面区域仍为等轴晶区。
从图5中可以看出,随着送粉流量的增加,熔凝枝晶间距变小,熔覆层组织也相应变得细密,熔覆层显微组织由柱状晶逐渐向树枝晶、等轴晶转变。在喷焊电流和喷焊速度相同的情况下,单位时间内注入熔池的能量不变,但送粉流量的变化将导致单位质量粉末所获得的能量不同。从整体趋势上看,单位质量粉末所获得的能量越大,喷焊粉末溶解越充分,基材的熔化量越大,稀释率也随之提高。但随着送粉流量的增加,单位质量粉末单位时间内获得的能量减少,温度梯度增加,过冷度增加,凝固速度变快,柱状晶不能充分生长。同时,当单位质量粉末热输入量减少时,合金粉末熔化不完全,未熔化的高熔点颗粒在后续熔池的凝固过程中可作为形核中心,使熔池凝固过程中的形核率显著提高,晶粒细小。由此可知,在一定范围内,随着送粉流量的增加,柱状晶组织减少,树枝晶和等轴晶组织增多,此时熔覆层性能得到改善[19]。
综上所述,在保证喷焊电流100 A、喷焊速度70 mm/min不变的情况下,当送粉流量为18 g/min和22 g/min时,熔覆层显微组织分别为树枝晶和等轴晶,力学性能较好;当送粉流量为14 g/min时,熔覆层显微组织为柱状晶,力学性能较差。
3.2 显微硬度分布
图6为不同送粉流量条件下的Ni60合金熔覆层的显微硬度变化曲线,可以看出,45钢基体的显微硬度为240 HV1.0(下标1.0表示显微硬度测试时所选取的载荷为1 kg)左右,相比之下,熔覆层的显微硬度有明显提高。由上述显微组织形貌分析可知,熔覆层组织为细密的枝晶组织,且存在大量的金属间化合物[13],这都是导致熔覆层的显微硬度较高的原因。此外,当送粉流量为22 g/min时,熔覆层平均显微硬度约为560 HV1.0,是基体显微硬度的2~3倍,改善效果最明显;当送粉流量为18 g/min时,熔覆层平均显微硬度约为540 HV1.0,略低于送粉流量22 g/min条件下的显微硬度值;当送粉流量为14 g/min时,熔覆层平均显微硬度约为460 HV1.0,明显低于送粉流量18 g/min和22 g/min条件下的熔覆层显微硬度值。这与不同送粉流量条件下的熔覆层具有不同的枝晶结构有关。在一定范围内,随着送粉流量的增加,熔覆层组织由柱状晶向树枝晶、等轴晶转变,晶粒变细,强化相烧损程度减弱,固溶强化和细晶强化作用增强,因而熔覆层显微硬度显著增高。

图6 不同送粉流量下熔覆层的显微硬度Fig.6 Microhardness of cladding coatings with different powder feed rate
从图6中可以看出,在3种送粉流量条件下,熔合线处均出现了明显的硬度过渡区,且靠近熔合线处的显微硬度值相对于近表面处的显微硬度值较低,这与熔合线处稀释率较高和基体中含较多Fe元素扩散而形成较低硬度的富Fe硼化物有关[8]。明显的过渡区是有利的,因为其表明基体与熔覆层之间有很好的冶金结合[20]。此外,从熔覆层到基体显微硬度值发生非均匀过渡——陡降,表明熔覆层的稀释率低,硬度低的基体元素对熔覆层的冲淡很小,使得熔覆层合金强化层的性能保持最大程度的完整性,这正是等离子喷焊技术作为再制造表面工程技术实现对零件表面改性、强化的主要优点之一。
综上所述,在最优送粉流量22 g/min条件下,熔覆层具有最高的显微硬度值,且熔合线处有明显过渡区,进一步验证了基体与熔覆层之间存在很好的冶金结合,喷焊质量良好。
3.3 耐磨性能
不同送粉流量下熔覆层和基体的磨损表面三维形貌见图7。由图7可以看出,未经处理的45钢基体和不同送粉流量条件下的熔覆层经过摩擦磨损后,均呈现出磨粒磨损特征的犁沟。未经处理的45钢表面存在较深较宽的犁沟,且犁沟间距不均匀;而熔覆层磨损表面的犁沟相较基体表面的犁沟浅且细密,分布均匀,表明熔覆层相比基体具有更好的耐磨性。且随着送粉流量的增加,磨粒磨损程度减弱,磨损表面的犁沟变浅变窄,熔覆层耐磨性提高,这与上文所述的显微硬度变化趋势一致。当送粉流量为22 g/min时,熔覆层具有最好的耐磨性。

(a)基体

(b)V=14 g/min

(c)V=18 g/min

(d)V=22 g/min图7 不同送粉流量下的熔覆层和基体的磨损形貌Fig.7 Worn morphology of substrate and cladding coatings with different powder feed rate
不同送粉流量条件下,熔覆层和基体在干摩擦过程中的磨损体积见图8。未经处理的基体及送粉流量为14 g/min、18 g/min和22 g/min的熔覆层磨损体积分别为17.22×10-3mm3、8.47×10-3mm3、5.55×10-3mm3和5.02×10-3mm3,随着送粉流量的增加,磨损体积减小。由图8可以看出,送粉流量为18 g/min和22 g/min时的熔覆层磨损体积差别不大,这主要是由于2种参数条件下的熔覆层显微硬度均较高,与对磨块(即试验中的上试样)的硬度相差较小,磨粒磨损程度相对减弱,熔覆层形成了较浅的犁沟,磨损体积也相应减小。

图8 不同送粉流量下熔覆层和基体的磨损体积Fig.8 Wear volume loss of substrate and cladding coatings with different powder feed rate
不同送粉流量条件下,熔覆层和基体在干摩擦过程中的摩擦因数变化见图9。未经处理基体的平均摩擦因数为0.66;送粉流量为14 g/min、18 g/min和22 g/min时的熔覆层平均摩擦因数分别为0.55、0.47和0.41。由此可知,熔覆层摩擦因数较基体摩擦因数均有所减小。根据Archard磨损理论可知,熔覆层的耐磨性能好坏与其显微硬度大小成正比,与其摩擦因数大小成反比,因此送粉流量为22 g/min时的熔覆层在3组熔覆层试样中具有优异的耐磨性能;此外,当送粉流量为22 g/min时,摩擦因数变化最稳定,波动最小,表明熔覆层性能得到明显改善。

图9 不同送粉流量下熔覆层和基体的摩擦因数曲线Fig.9 Friction coefficient of substrate and cladding coatings with different powder feed rate
综上所述,当送粉流量为22 g/min时,熔覆层的磨损表面犁沟较浅较窄,磨损体积最小,摩擦因数也最小且较稳定,具有较好的耐磨性。
4 曲轴再制造修复试验
某企业发动机45钢曲轴在使用一定年限后,曲轴主轴颈处出现不均匀磨损的情况,其中一侧出现磨损深度约为0.5 mm的凹槽。该曲轴经切样测试,其化学成分组成见表9,与上述试验中所用45钢样件基本一致,曲轴显微硬度为250 HV1.0,略高于样件显微硬度值,因此可采用上述试验所得的最优工艺参数对其进行修复。由于服役一段时间的曲轴表面存在油渍、污垢、锈蚀等杂质,修复前需先用砂纸打磨表面,再采用超声波清洗对表面进行清理。同时,为了降低喷焊热效应对曲轴尺寸精度的影响,将曲轴焊前预热至200 ℃,然后在主轴颈表面磨损部位进行喷焊。清洗过程及等离子喷焊试验现场如图10所示。

表9 45钢样件和曲轴化学成分(质量分数)

(a)清洗过程 (b)等离子喷焊现场图10 发动机曲轴再制造修复过程照片Fig.10 Photo of remanufacturing process of engine crankshaft
上述工艺参数优化试验是针对平面类样件进行喷焊,此情况下所得的最优工艺参数用于轴类零件时还需根据零件实际尺寸作一定调整。在轴类零件的喷焊过程中,由于焊枪位置保持不变,曲轴随圆盘的转动而转动,因而可用曲轴主轴颈表面的线速度作为实际喷焊速度,并根据前述最优工艺参数调整试验参数:
(1)
式中,n为圆盘转速;D为曲轴主轴颈直径;u为主轴颈表面线速度。
本次修复的曲轴主轴颈直径为46 mm,若保证喷焊过程中主轴颈表面线速度为70 mm/min,由式(1)可知,圆盘转速应为0.48 r/min。送粉流量与喷焊电流等工艺参数直接使用最优工艺参数值,不另做调整。
熔覆后轴颈表面的熔覆层如图11所示,熔覆层表面均匀,没有宏观裂纹等缺陷,具有良好的金属光泽。经测量,熔覆层厚度为1 mm,满足实际修复需要。
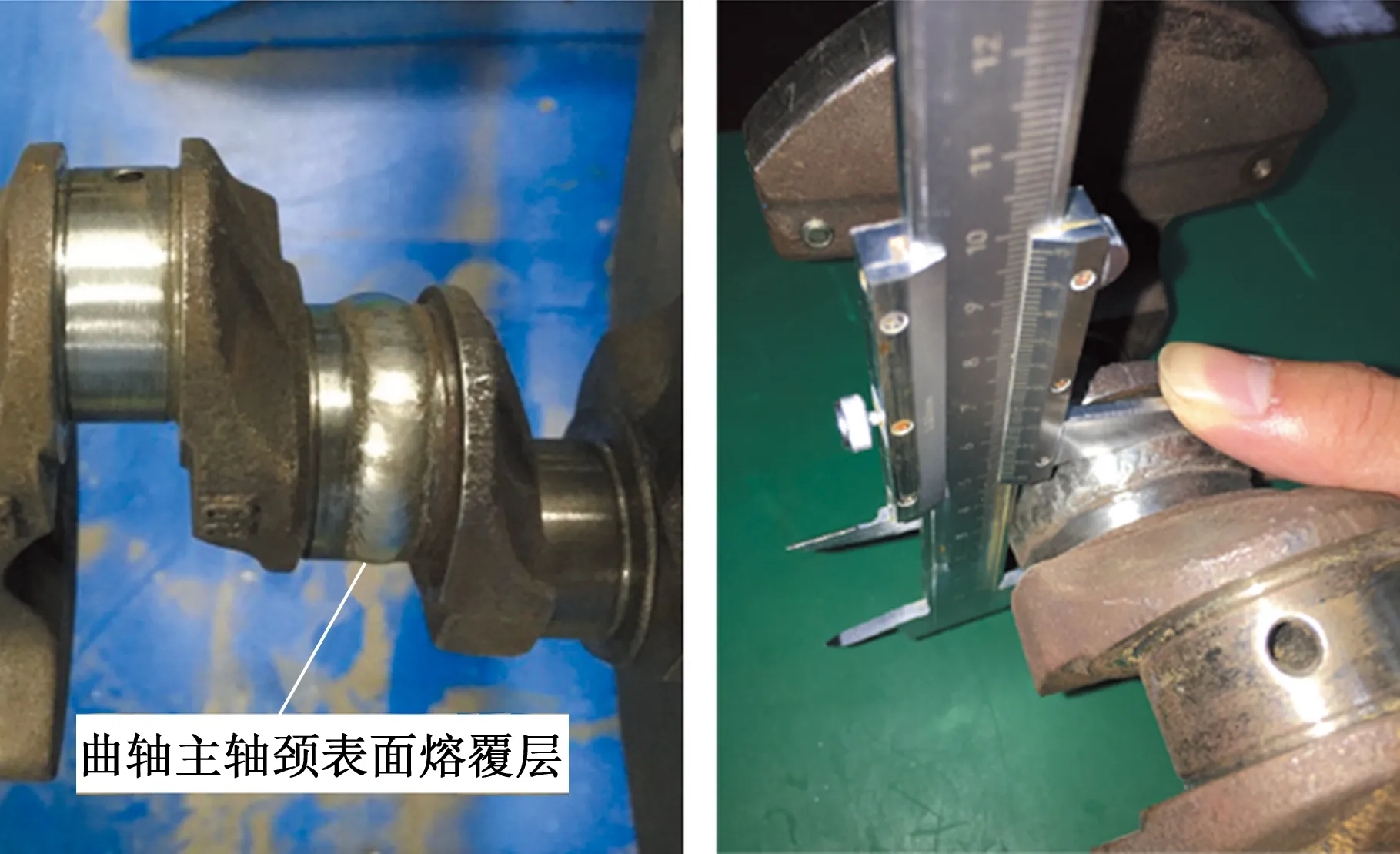
(a) 熔覆效果 (b)厚度测量图11 曲轴主轴颈表面熔覆层Fig.11 Cladding coatings on the crankshaft main journal
5 结论
使用等离子喷焊技术和Ni60合金粉末在曲轴材料45钢样件上制备了硬度高、耐磨性好的熔覆层,并成功应用到发动机曲轴的再制造修复中。主要结论如下:
(1)利用正交试验设计方法,对等离子喷焊工艺参数进行优化,研究了多因素作用下喷焊电流、喷焊速度和送粉流量等工艺参数对熔覆层显微硬度、磨损体积的影响规律,在试验工艺参数范围内,发现送粉流量是影响熔覆层显微硬度和磨损体积的最显著因素,喷焊电流和喷焊速度影响较小。
(2)在一定范围内,随着送粉流量的增加,熔覆层显微组织由柱状晶向树枝晶、等轴晶转变,组织性能得到改善,显微硬度和耐磨性能也有显著提升。
(3)最优工艺参数为喷焊电流100 A,喷焊速度70 mm/min,送粉流量22 g/min。在该参数组合下制备的熔覆层与基体之间有良好的冶金结合,熔覆层组织为等轴晶,平均显微硬度约为560 HV1.0,平均摩擦因数为0.41,磨损体积为5.02×10-3mm3,耐磨性能得到显著改善。
(4)使用最优工艺参数对发动机曲轴主轴颈磨损部位进行修复,实际熔覆效果良好,为等离子喷焊技术在发动机曲轴再制造上的应用提供了参考。
