三色渐变羽毛纱的开发
2018-11-07曹欣蕾任学勤张丽华
曹欣蕾,任学勤,张丽华
(西安工程大学,陕西 西安710048)
目前由于大多数渐变色纱线都是通过染色来实现的,只能做到纱线横截面有单一色彩的纤维;故不仅色彩相对单调染色过渡不自然,且织物手感生硬,品质无法满足消费者述求[1-2]。利用彩色针梳机可以直接生产出渐变色条子或粗纱,但目前国内彩色针梳机采用的是PLC控制系统,段数较少,输出的条子横截面各颜色比例和过渡段长度不可任意调整,使过渡不够均匀,最终混色条子的条干均匀度较差。为此,本文通过对现有彩色针梳机进行技术改造,生产了一款颜色多变、横截面各色纤维比例可调,搭接良好、过渡均匀,渐变段长度可调,出条重量一致的羽毛纱。
1 羽毛纱和四色针梳机
1.1 羽毛纱
羽毛纱是在钩编机上生产的一类花式纱线,由经纱(芯纱)和纬纱(饰纱)组成;羽毛的长短及密度不同,纱线的整体风格及性能也不同。将渐变色细纱作为羽毛纱的饰纱,外观新颖有规律,极具装饰效果且不脱毛不脱圈;所制成的织物光泽柔和,布面丰满,保暖性强;使用不同的原料可以制作不同性能的服装,具有很好的市场前景[3-4]。
1.2 四色针梳机
本课题所用设备为HFX-B7四色针梳机,主要有两大用途:一是用于多组分或多色彩毛条的混合,利用其多组牵伸和喂入机构,调整各组原料或各颜色料的喂入比例,通过并条生产出多组分、不同比例的混色条子。二是用于生产段彩纱和渐变纱,不同组喂入机构在特定时间段分别喂入不同颜色的毛条,各组颜色作交替变化与比例变化,可以纺制出色彩呈规律性变化的彩色毛条。既可以是段彩的效果,也可以是渐变的效果。利用四色针梳机生产混色条子的优点是省去了毛条段染的步骤,加工成本低,且相邻两个颜色段之间渐变过渡明显,染色难以做到。同时四色针梳机也具有普通毛纺针梳机的功能,即将毛条内的纤维理直使之平行排列,从而改善毛条的均匀度,使不同种类或不同品质的原料混和均匀达到规定的混和比,同时通过针梳也可以提高条子的整体强力[5-6]。对四色针梳机在结构上进行改进,即在基条托板上加装了传送皮带,在没有基条喂入的情况下各组饰纱条也可在皮带的传送下顺利运行到输出罗拉处。这打破了原来必须有基纱条存在的现象,使得最终的混色条颜色更纯,出条重量容易控制,为更多种类混色条子的开发奠定了基础。
该机结构简图如图1所示[7-8],由喂入部分、牵伸部分和出条成形部分组成。喂入部分包括4对喂入罗拉,4对罗拉独立运行,分别控制4种不同组分或不同颜色条子的喂入,喂入罗拉的速度根据工艺可以进行调整。与4对喂入罗拉配套的是4对牵伸罗拉,从喂入罗拉喂入的条子首先要经过各自对应的牵伸罗拉,4对牵伸罗拉首先完成了4根条子的牵伸或者拉断,同时也充当4根牵伸后条子的喂入,这四对牵伸罗拉在运行过程中保持同一个速度。从牵伸罗拉出来的各组条子经过针板梳理后,再由总的输出罗拉输出,形成具有渐变效果的混色条。
1.3 混色原理
对四色针梳机由于各对牵伸机构之间距离差的存在,使得条子顺利搭接存在一定难度;在实际生产中要考虑条子的并合、搭接及出条重量三个因素。
(1)条子的准确并合。当生产横截面多组分混色条子时,需要不同颜色的条子准确并合到一起。从不同位置喂入的条子并合动作发生在距离输出罗拉近的牵伸机构处。因此在进行工艺设计时,需要考虑两组喂入机构之间的距离差,将其转换为时间差,然后让距离输出罗拉较远的喂入机构提前相应时间开始喂入。值得注意的是,当多根条子进行不同组合并合时,不同喂入机构会有多次开始喂入与结束喂入的时间,该处需要与各自的提前时间结合考虑,才能保证各根条子的准确并合。
(2)条子的顺利搭接。当生产段彩效果的混色条子时,不同的颜色段之间需要搭接良好。从不同位置喂入的条子其搭接动作也发生在距离输出罗拉更近的牵伸机构处。与并合不同的是,搭接要实现前条尾端与后条头端的接触与并合,因此除考虑两组喂入机构之间的距离差外,还需考虑每种颜色(组分)条子的喂入长度,将两者相结合才能实现条子的顺利搭接。
(3)出条重量的一致。为了保证后道纺纱工序的顺利进行,混色条子的出条重量应满足一定要求,克重不能过低,最好与并条之前的条子克重相接近,且最终混色条的出条重量不匀率应控制在一定范围内,通常支数毛条的重量不匀率应不大于3%。出条重量主要与机器各部位的牵伸有关,四色针梳机上包括各组牵伸机构的牵伸及最终输出罗拉与针板之间的牵伸两部分。因此需要调节各对喂入罗拉及输出罗拉的速度,以达到所需的牵伸倍数。
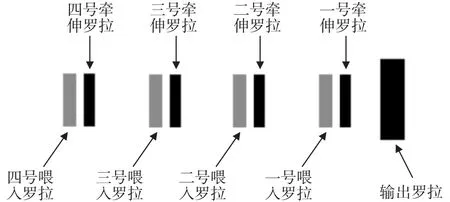
图1 四色针梳机(并条机)结构简图
2 三色渐变羽毛纱的纺制
2.1 粗条
2.1.1原料
原料选择规格一致的彩色毛型化纤条子涤纶和腈纶,并按照涤纶65/腈纶35的比例混纺,纤维主体长度为65 mm,克重均为3 g/m,颜色分别为白色、绿色、棕色和黄色。
2.1.2 渐变效果设计
如图2所示,设计了一款由白绿黄(白色占40%,绿色占30%,黄色占30%)三种颜色逐渐过渡到白黄棕(黄色占40%,白色占30%,棕色占30%)三种颜色的渐变色条子;中间的两个过渡段包含了这四种颜色,各自按照相应的递增或递减规律完成渐变过程。此款混色条子的颜色段和过渡段均含多种色彩,但又层次明朗、纹理清晰、过渡自然,显得别有风韵。

图2 三色过渡均匀渐变条子设计效果图
2.1.3 工艺设计
三色过渡均匀渐变条子对应的生产工艺如表1所示,其混色条子实物如图3所示。
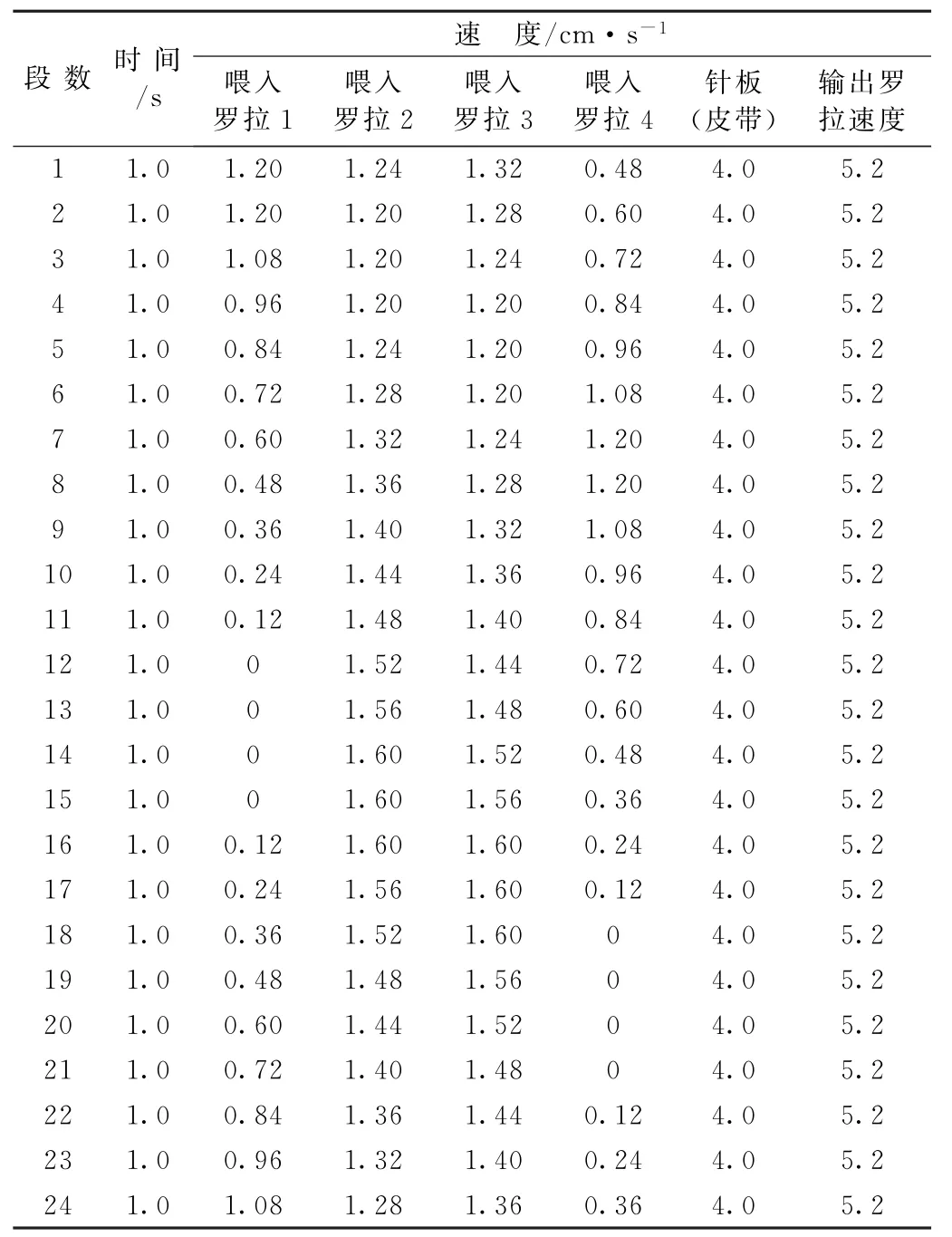
表1 三色过渡均匀渐变混色条子设计工艺
从图3可看出,条子基本按照所设计的工艺实现了渐变,由白绿黄色段逐渐过渡到白黄棕色段;中间的过渡段包含白绿黄棕四种颜色且较长,各颜色段较短。从外观效果看,混色条整体符合渐变规律,且无明显薄弱环节,可直接进入粗纱工序。
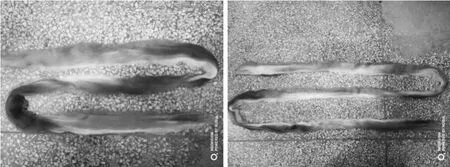
图3 三色渐变均匀过渡混色条子实物图
2.2 粗纱
混色条子要做成渐变羽毛纱,首先要纺成粗纱,使用A454EH型粗纱机进行粗纱纺制。
2.2.1 工艺设计
粗纱工序主要设定牵伸倍数、捻度和张力三个参数。牵伸是为了进一步改善纤维的平行伸直度,并适应细纱机的牵伸能力[9]。通常粗纱工序应设5~12倍牵伸,粗纱定量在0.2~0.6 g/m为宜;但考虑到所用条子本身克重较轻强度不够,部分片段存在不匀,故设计2.5倍牵伸,最终粗纱定量大约为1 g/m。
加捻可增强纤维抱合力提高纱线强力,改善条干不匀,减少断头;但捻度太大又会造成牵伸不开,不利于细纱工序的进行。结合生产经验综合考虑,捻度设为30捻/m。
粗纱纺纱张力会直接影响到条干均匀度和断头率,张力过大易产生意外牵伸致使条干恶化,甚至断头;张力太小则会出现卷绕松弛、脱圈、退绕困难等,因此要控制纺纱过程中张力的均匀性[10-12]。即根据实际纺纱时纱线的实测松紧程度来适时调整纺纱张力。
2.2.2 效果分析
由图4可看出,所生产出来的粗纱已经具有了颜色渐变的效果,其中图4(a)展示了三色渐变粗纱的实物图,图4(b)展示了粗纱的细节部位。可发现单色渐变混色粗纱条干均匀度良好,但双色渐变混色粗纱和三色渐变混色粗纱的少许部位存在一些粗段。这一方面是由于条子本身略有不匀,另一方面可能是条子强力不够,牵伸倍数小致使个别位置没有牵伸开。经测试各管粗纱定量均在1 g/m左右。另外,粗纱表面毛羽较多可能是所采用的原料纤维毛羽本身就较多,也可能是纺纱环境湿度不够,或纺纱过程中各机件摩擦的结果。条干上的不足与粗纱表面性能均不影响颜色效果的体现。

图4 三色渐变条子所纺粗纱实物图
2.3 羽毛纱
经纱选择强力较好的锦纶长丝,纬纱用三色渐变粗纱纺成的细纱(在FB504细纱机上纺制),在维达机械VG980钩编机上进行纺制。通过改变钩编机上两枚经纱针之间的间隔针槽数及割刀位置,可以改变羽毛的长短,图5即为开发的短毛渐变羽毛纱。
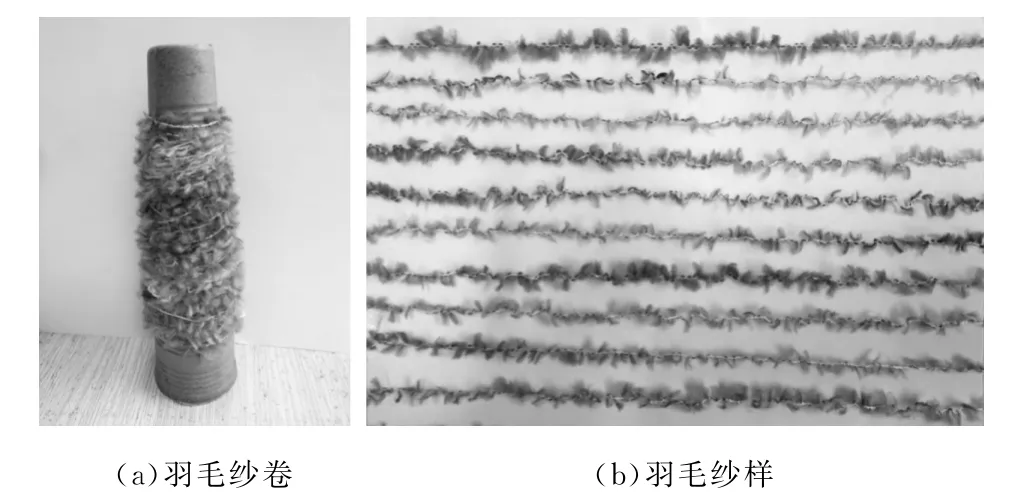
图5 三色过渡均匀渐变羽毛纱实物图
从图5可看出,从白绿黄混色段过渡到白棕黄混色段,羽毛纱中的渐变效果体现得更为明显,羽毛蓬松又具立体感,加上色泽变化效果更为新颖独特。用HD021电子单纱强力仪分别对各款纱线的线密度和强力进行测试,测试结果如表2所示。
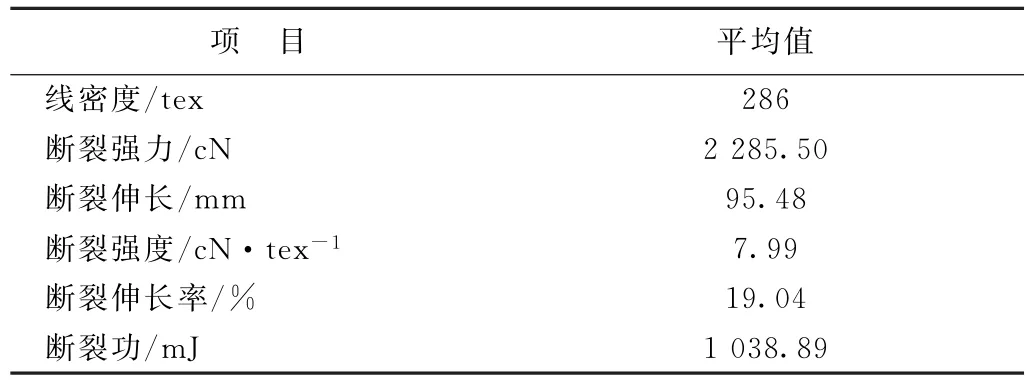
表2 三色过渡均匀渐变羽毛纱测试数据
2.4 三色渐变羽毛纱织物
将所纺的三色渐变羽毛纱在手摇横机上织成简单的纬平针织物,最终织造的面料效果如图6所示。从图6中可看出多种颜色混合重叠的横条纹效果,颜色交替变化,渐变段和各颜色段的分区明显,面料外观效果好,颜色丰富,层次感好,整体风格更加独特。用于做毛衣外套、围巾等面料时,装饰效果好,可满足消费者追求个性、形成自我风格的消费心理。
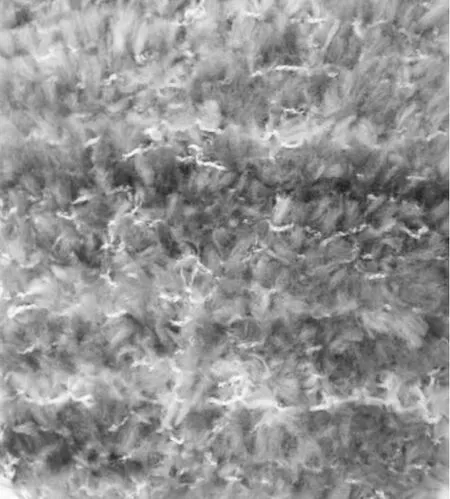
图6 三色渐变羽毛纱织物
3 结语
成功开发出三色渐变条子是纺制三色渐变羽毛纱和织制其织物的关键,其混色要均匀且渐变过度自然。使用所纺的多色渐变混色条子也可用来开发各类花式纱线,进而开发出风格各异的渐变与段彩效果兼具的针织面料。单根纱线横截面同时包含比例不一的多种颜色成分,针织面料的各部分均为混色效果,整体上具有渐变效果,这都是染色工艺实现不了的,也是利用改进的细纱机纺制段彩纱无法比拟的。该类产品颜色丰富多彩,规律性强,仿制难,可满足现代消费者追求个性化需求;同时产品风格符合市场流行趋势,应具有较大的发展空间。
