二氧化碳大直径管的焊接
2018-10-24樊雷刚
樊雷刚


摘 要:本文针对氧化碳气体保护焊接过程中产生的影响因素进行了简单的分析,并针对性的提出了解决对策,经过长时间的反复试验发现总结出的解决对策可操作性较强,可以从根本上对焊接过程中产生的缺憾进行解决,同时X射线探伤后焊缝质量也达到了相关操作规定上的标准,这些控制措施具备良好的使用价值,值得推广。
关键词:焊接准备;焊接工艺;打底焊;盖面焊
现代教学工作开展的过程中,单面焊双面的技术方法一直是较为受欢迎的一种。二氧化碳气体保护焊接技术也开始逐渐将人工焊接的方式进行替代,但是这种焊接技术在实际操作中随着技术的不断普及与开发,其中潜藏的问题也逐渐暴露的越来越多,想要这些问题得到实际性解决,还需对整个流程的操作动作规范进行重视。
1 二氧化碳大直径焊接流程及常见问题
二氧化碳大直径管焊接的整个流程主要可以分为两个部分,一是打底,二是盖面。其中的大直径水平管焊接步骤较为容易出现阻碍流程正常开展的问题。
(1)如技术动作上的操作规范执行的不够严格,在平与仰焊位置上进行焊枪摆动时,动作的速度如果没有达到相关要求,就会导致熔孔尺寸过大,焊接的位置上出现焊瘤缺陷。(2)焊接中的焊丝伸出的长度如果过长,焊接的电流过大,此时的焊接角度再预留的不适宜的话,就会导致焊枪的摆动坡口停顿时间过少,进而在焊缝的表面出现咬边缺憾。(3)焊接进行到接头部位时,操作的角度过高或是过低,都会导致焊缝的宽窄度出现不一致的问题。焊缝的内部就会比较容易出现间层未融合的情形。
2 操作要点
2.1 焊前准备
2.2 试件的装配和焊接参数
(1)试件的清理。试件装配前应将试件坡口两侧10~20mm范围内的油污。锈迹及其他污物打磨干净,直至露出金属光泽。
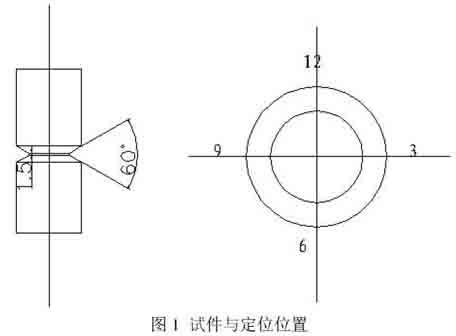
(2)试件的组对与定位。将试件放在平板上,使管子中心线一致,不得出现错边现象,并留出合适的间隙,采用三点定位(3点 12点 9点)如图1所示,并采用横向焊接定位焊,定位焊长度为18mm-20mm,要求焊透和保证无焊接缺陷,并将定位焊两端修磨成斜坡。
(3)焊接参数与步骤
把管子分四部分焊接,采用对称焊接法,焊接层树为2层,在施焊前及施焊过程中应检查清理导电嘴和喷嘴,并检查送丝情况。
6点-3点-12点(如图1所示)按逆时针方向焊接。
6点-9点-12点(如图1所示)按顺时针方向焊接。
将焊件水平固定在距地面600mm-700mm的高度,使得焊工蹲下时,间隙小的一侧放在仰焊位置上。在管子的5点30分的时钟位置近根部的地方引弧,分四部分焊接,6点到3点为一部分,3点到12点为一部分,6点到9点为一部分,9点到12点为一部分。
施焊时,焊枪在6点30分(如图1-2所示)的位置上对准坡口根部的一侧引弧,引燃电弧后,稍加稳弧移向坡口的另一端并稍加停顿,打开熔孔通过坡口两侧的熔滴搭桥建立第一个熔池,之后电弧作小幅度的横向摆动,在前方出现熔孔后即可进入正常焊接。
在操作的过程中,工作人员也要注意一些事项,具体而言,要注意摆动的速度,最好要快些,同时要避免因为局部高温而造成悲面的凹陷。另外,焊接熔孔要比立焊位置的时候要小。这样才能保证焊接质量的进一步提升。
由于电弧的穿透能力强很容易造成穿丝,室外作业时,要有防风装置以防外界空气入侵,造成焊缝内部质量下降。
3 盖面焊
盖面焊也是重要的环节之一,这部分的焊接质量对于整体焊接工作的质量具有很深的影响,只有做好盖面焊的工作,才能更好的满足焊接工作的要求,从而优质的完成任务。这就要求有关工作人员能够重视盖面焊的工作,在实际的操作过程中能够掌握一些关键性的操作要点。具体而言,分为两个方面。一是盖面焊之前,二是盖面焊操作时。对于前者,在盖面焊之前,工作人员应该注意打底焊到表面的距离低于到管子的表面,同时还要注意将打底层表面处理干净,要保持清洁,然后还要对接头凸起处进行细致的打磨,并做好相关的调试参数工作。只有做好这些准备工作,才能进行接下来的工作步骤,也就是隐弧焊接。在实际操作的过程中,这环节的焊接是分为两部分进行的,基本是从6点到12点进行,首先在6点半的坡口一侧进行引弧,然后等到稳定燃烧后,就要向坡口的另一侧拉去停顿,再待熔池填满后进行回摆,需要注意的是,这时回摆的速度一定要快,而且眼睛一定要始终观察熔池的下边缘以及坡口的两边,另外,在操作的过程中,还要密切注意自身身体的平衡性,要保证身体平衡、稳定,不会影响很焊接的操作,如果发生问题,一定及时的调整最佳状态,然后立即继续进行未完成的操作。还有,在施焊到顶部12点是不要停止,还要继续施焊5到10毫米,然后再收弧。这都是盖面焊操作过程中所要注意的重點,有关人员应该加以注意。
注意事项:(1)焊接动作开始之前应对焊接的部位进行清理,保障焊接过程的顺利与质量都会因为这个步骤做的不到位而出现问题。保障熔池的如坡口侧边的边缘的距离为0.5mm,控制电弧在坡口停留的时间,并对回摆的速度进行控制。(2)在接头时,引弧点要在焊缝的中心上方一侧,引弧后稳定即将电弧拉向熔池中心进行焊接。(3)在盖面层焊接时,焊接速度要均匀,熔池深入两侧尺寸一致,以保证焊缝成形美观。
3 结束语
通过以上对二氧化碳大直径管焊接技术在实际应用过程中的操作,可以得到的结论是合理的焊接方法与得当的控制措施可以保障整个焊接流程的稳定性与焊接质量,让出现焊接缺憾的概率得到降低,只有在实际焊接教学实操中不断总结经验并对操作要点进行不断强调,才能让存在的综合影响因素得到全面性的避免。
参考文献
[1]王长忠.ISBN 7-5045-2459-X电焊工技能训练(第二版)[M].中国劳动社会保障出版社.
[2]王新民.ISBN 7-111-13566-0 焊接技能实训[M].机械工业出版社.
[3]王长忠.ISBN 7-5045-5576-6 高级焊工技能训练[M].中国劳动社会保障出版社.
