立轴普通伞式水轮发电机组弹性盘车工艺研究
2018-08-29尤军波
尤 军 波
(华电四川发电有限责任公司宝珠寺水力发电厂,四川 广元 628003)
0 引 言
水轮发电机组在检修时,由于设备制造及安装存在误差,有可能引起机组轴线不同程度的倾斜,而机组轴线质量的优劣直接影响机组的安全稳定运行,所以机组大修后必须对轴线数据进行分析、处理,使满足设计及国标要求。
弹性油箱是利用液压连通原理使各推力瓦垂直度、水平度保持在标准范围内,从而减小机组的振动、摆度,保持机组安全正常运行。
1 机组主要参数
引子渡水电站装设3台单机容量为120 MW的水轮发电机组。水轮机、发电机均由克瓦纳(杭州)发电设备有限公司制造:水轮机型号为HL(L241504)-LJ-395,发电机型号为SF—J120-30/8400。水轮发电机组为立轴普通伞式四段轴结构,即上端轴、转子中心体、下端轴、水轮机轴。机组共设4部导轴承,分别为上导轴承、下导轴承、推力轴承及水导轴承。其中,上导轴承采用9块巴氏合金瓦,下导轴承采用24块巴氏合金瓦,推力轴承在弹性油箱上采用12块氟塑料瓦,水导轴承采用4块筒式合金瓦。机组的主要结构参数见表1。
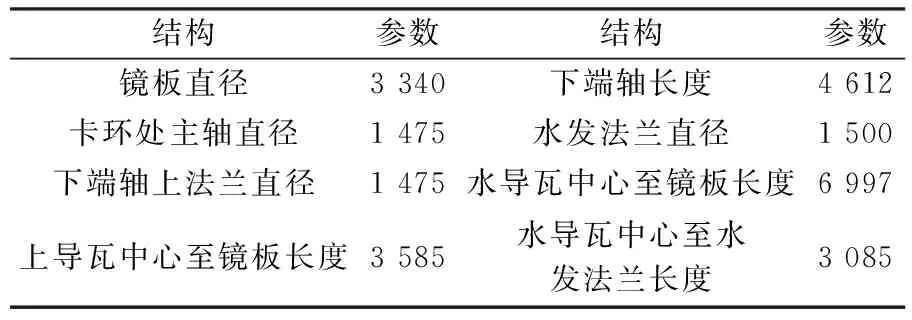
表1 引子渡电站3号机组主要结构参数 /mm
2 盘车步骤
本次采用电动盘车装置进行盘车,盘车步骤为:(1)以测量的上止漏环间隙为依据,通过下导瓦将机组推至中心。(止漏环偏差在±10%设计间隙内);(2)测量调整镜板静态水平在0.02 mm/m以内,监测弹性油箱压缩值最大值与最小值之差在0.20 mm以内,并在推力瓦与镜板间涂抹干净的凡士林、下导瓦与轴领间涂抹干净的透平油;(3)对称均匀抱紧12块下导瓦,使轴瓦间隙在0.03 mm-0.05 mm之间;(4)分别在上导轴领、下导轴领、推力头上端面(监测镜板轴向跳动值)、水发上下法兰、水导轴领处共架设11块百分表监视各处绝对摆度,并在推力头上端面架设框式水平仪测量镜板动态水平;(5)盘车点以上端轴上端面8颗螺栓孔中心为依据将主轴圆周方向8等分,逆时针标记1-8,空转时,下导、法兰、水导统一做相应标记;(6)各处架设百分表均在+X、+Y方向,每盘一个点,将盘车装置反向旋转以保证与主轴无接触,并在水导轴领处推轴,确认主轴处于自由状态后读数,且以盘车至原始位置后,各处百分表、水平仪归零后,方可作为一组盘车数据。
3 盘车数据分析
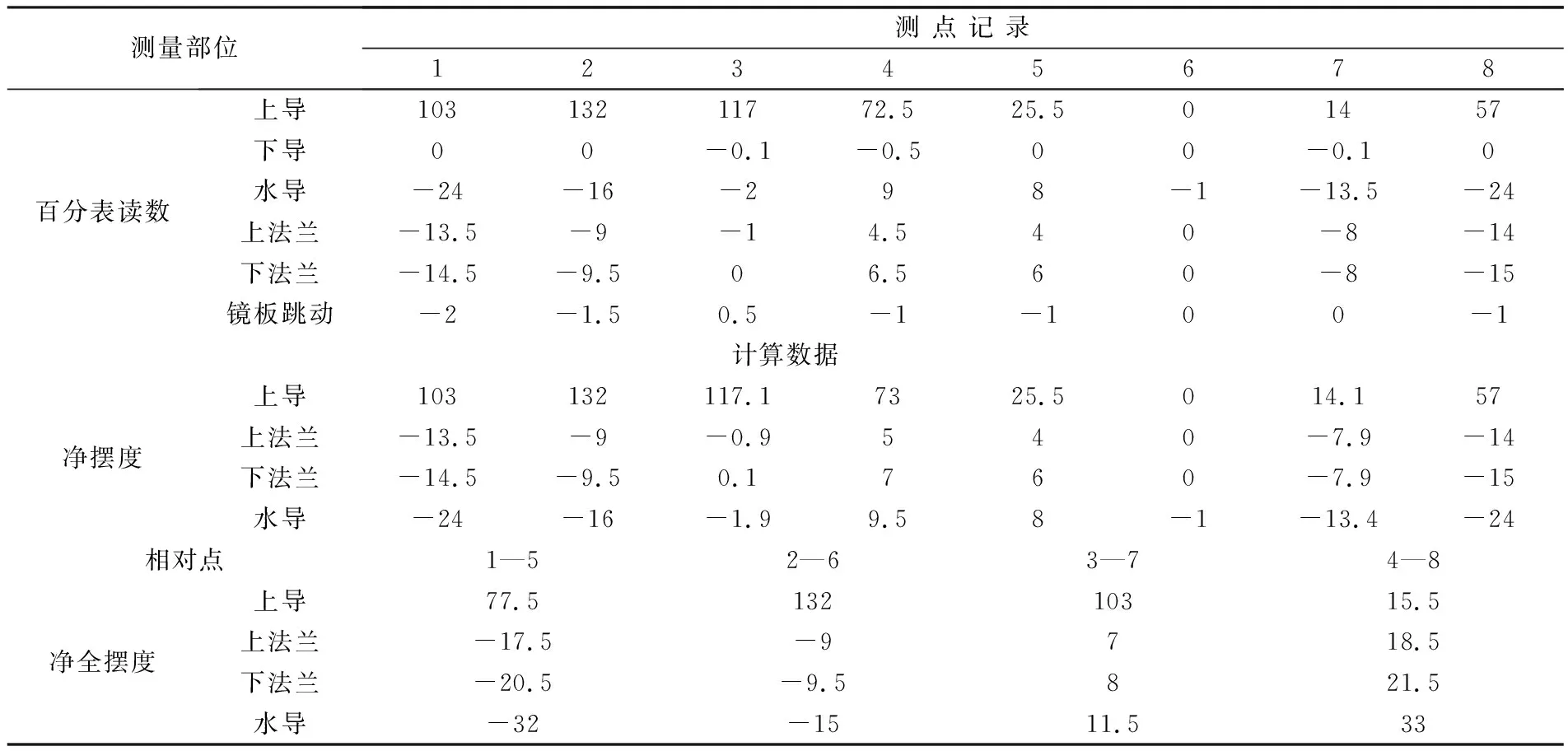
根据3月30日盘车数据(见表2),分析发现:
(1)上导、水发法兰、水导的摆度曲线均为正弦曲线,说明盘车数据真实有效。
(2)上导、水导相对摆度均超出国标要求。
(3)水发法兰、水导摆度曲线方向一致,上下法兰绝对摆度读数基本一致,最大净全摆度与水发法兰、水导至镜板距离基本成正比关系(水发法兰最大净全摆度0.20 mm、水导最大净全摆度0.33 mm,两者之比为0.60;法兰距镜板3 912 mm、水导距镜板6 997mm,两者之比为0.56);
表2引子渡电站3F机组盘车数据记录
时间:3月30日下午
X表:第二次 /10-2 mm
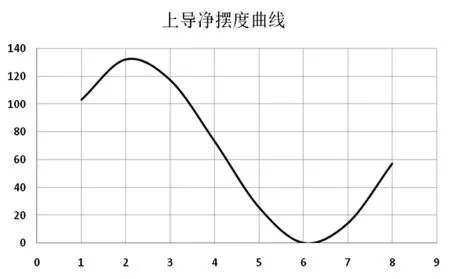

图1 水导摆度曲线图
(4)上导、水导摆度曲线方向交错,说明轴线拐点出现在上、下端轴与转子支架连接处或推力头卡环处。
4 轴线调整
依据引子渡电站机组安装说明书中关于机组盘车及轴线调整描述,发电机主轴和水轮机轴与推力头垂直靠磨削推力头卡环与主轴接触上平面来调整,发电机上端轴轴线中心靠调节轴与转子支架相对位置来调整。
首先通过推上端轴将上导相对摆度控制在0.02 mm/m以内,水导相对摆度依然超标。根据盘车数据,经计算,需对卡环5偏4区域磨削4丝,用天然细油石磨削卡环相应区域后按原位回装,再次盘车,水导处摆度无明显变化。
咨询设备制造厂家,反馈为此种机组卡环仅仅是点接触受力,处理卡环对摆度无影响。
参考2012年7月1号机组A修竣工报告,采用在转子支架与下端轴连接法兰面加铜垫的方式对水导摆度超标问题进行处理,结果对水导摆度影响并不大。
综合考虑采取在水发法兰加铜垫的方式进行处理水导摆度超标问题,但是在联轴螺栓预紧时,盘车水导摆度合格,而在打拉伸值后(图纸为0.96 mm),水导摆度与未加铜垫时几乎无异。原因分析为,水发连轴螺栓为销钉螺栓,配合量为0.02 mm,加铜垫使销钉螺栓憋力,导致轴线无法改善。
查阅3F机组安装档案,水发联轴螺栓拉伸值发电机侧厂家已更改为0.70 mm,并有10%的可调节量,考虑并使用公差带(水发联轴螺栓发电机侧拉伸值见下表),最终使水导相对摆度在0.05 mm/m以内。
5 机组检修前后主要运行技术指标
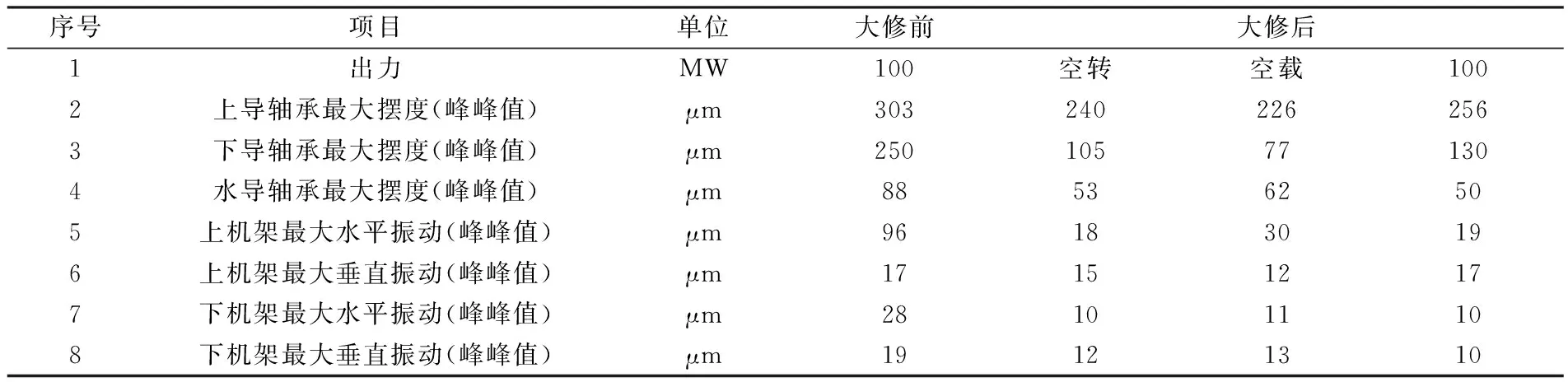
表3 机组检修前后主要运行技术指标对照表
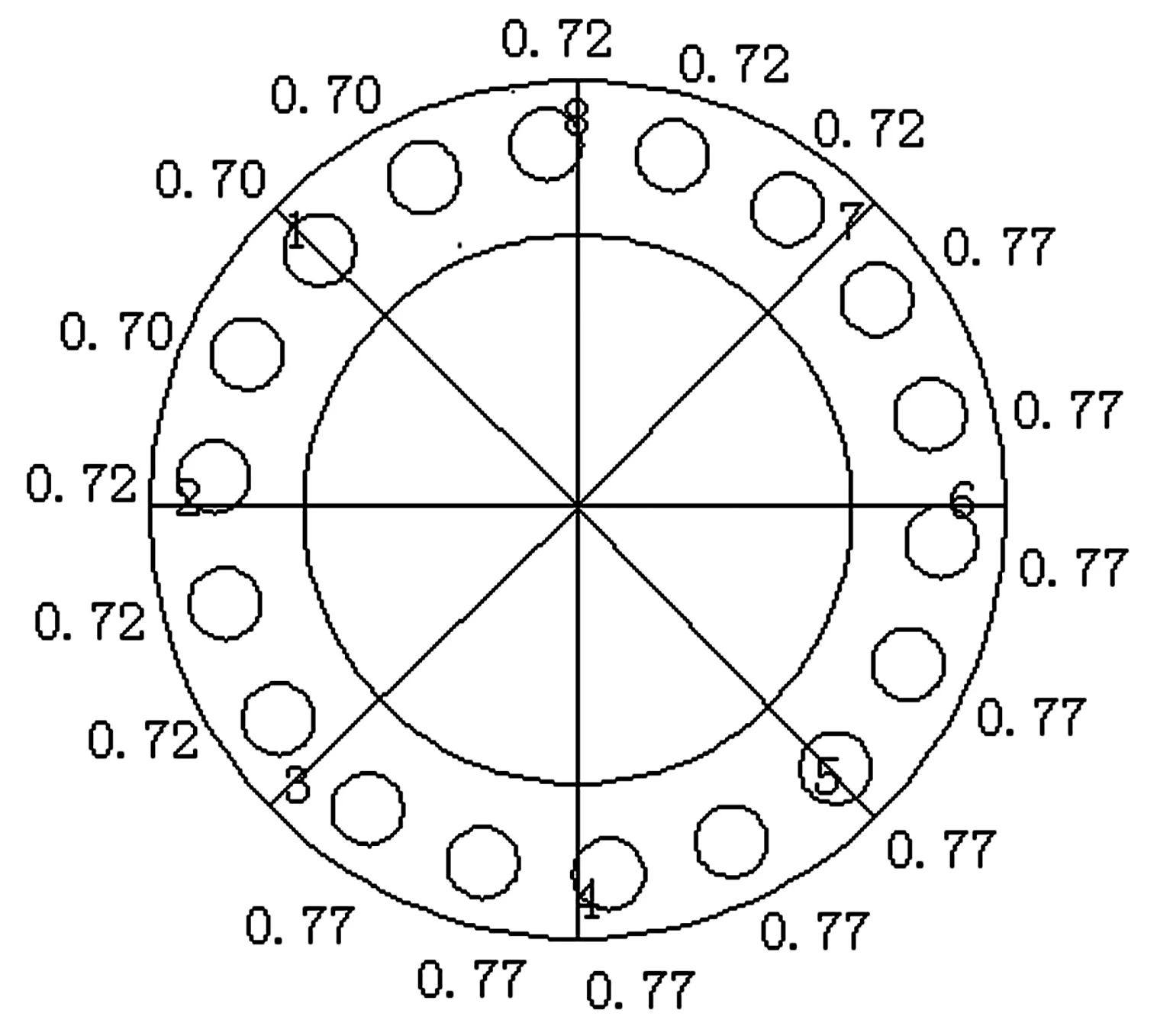
图2 联轴螺栓发电机侧拉伸值
6 结 语
机组盘车是机组大修后最重要的一项工作,机组轴线的优劣可以综合反映检修工程的质量,也将直接影响机组的安全稳定运行。
机组盘车及轴线调整时,应当依据机组结构型式、安装说明书,参考以往检修经验、同类型机组的处理方式及厂家技术指导等进行综合考虑分析解决机组盘车时遇到的各种问题,最终使机组轴线到达设计及国标要求。
引子渡电站3F机组轴线处理依次经过推上端轴、卡环磨削、转子支架与下端轴连接法兰面加垫、水发法兰加垫,最终通过调整水发联轴螺栓发电机侧拉伸值,使水导摆度合格,进而使整个机组轴线合格。纵然耗时较长,但最终的轴线处理结果及机组开机后的运行参数取得了比较理想的效果。