市场发展中基于产品生产线平衡分析与改善
——以Y公司L产品1号生产线为例
2018-08-24
(桂林电子科技大学)
一、公司概况及相关理论
2009年,Y公司创立于深圳,已经走过了9年的时间,作为一个专注于智能手机领域的品牌,公司的主营产品有X系列和Y系列,X系列目前生产的是L产品,主要功能特性有前/后指纹解锁、后置双摄和人脸识别等,有冰钻黑、香槟金和磨砂红3种颜色,产品属于中高端机型,销往方向主要是国内。本文主要研究对象的是L产品的1号生产线。
生产线平衡被称为工序同期化,是指构成生产线的每道工序所花费的工时,尽可能的处于平衡状态,作业人员的作业时间最大化的保持一致,最终消除各工序的工时浪费,从而提高生产率和解决生产浪费问题[1]。

生产线平衡率是衡量生产线工位作业是否均衡的一个重要指标,生产线平衡率越高,说明生产线生产的越合理,越高效[2]。
二、1号生产线现状分析
1.改善前的生产线
(1)秒表测时法及生产流程分析
首先用秒表对每个工序进行6次测时,得出6次平均观测时间为593.68秒,然后根据表3-3,可知需要观测总次数为10次,测试记录好剩下的4次时间,接着进行剔除异常值并计算各单位实际操作时间,具体数据见附录1,最后加上宽放时间,就得到了工序操作的标准时间。

表2.1 观测次数确定标准
X为平均值,б为方差。剔除异常值后的具体数据见附录1,评定系数为1,每天工作10.5小时,休息12.41分钟,因此宽放率为1.97%,具体数据见附录2。
宽放率=(12.41/10.5×60)×100%=1.97%
(2)生产线平衡现状评价
2.1 号产线每天的目标产量为1500台,每天的工作时间为10.5小时,工序时间最长的为29.33秒,要对生产线平衡现状进行评价,需要求出以下几个参数。
(1)计划节拍

(2)最小工作地数

(3)平衡率

(4)损失率

生产线的平衡率为73.11%,损失率为26.89%,该生产线平衡效果为差,说明生产效率低下,这对生产线的产能有很大的负面影响,因此对1号产线的改善就变得很有必要,有利于提高产线平衡率、提高生产效率和增加产能。
二、1号生产线平衡性改善
1.生产线流程改善分析
根据生产现场的实际情况,结合L产品的工艺流程图,对手机制造的流程进行分析,首先对整个流程程序中可能存在的改善点进行分析,接着运用“ECRS”四原则进行改善。具体的可行性分析与相应理由的阐述如下所示,归纳总结见表3.1。

表3.1 “ECRS四原则”改善表
2.瓶颈工序的改善
瓶颈工序有保压区的装电池盖指纹膜&贴辅料和装配区的扣前后摄像头,通过改善前工序工时分布柱状图,发现现有瓶颈工序,接着通过双手操作图和模特分析法进行分析,最后运用动作经济原则的相关方法进行改善。
(1)装电池盖指纹膜&贴辅料的具体改善过程
问:可以将后盖放置于指纹模组的上方吗?
答:可以,将后盖放置于指纹模组上方,可以左右手同时作业,符合动作经济原则。
问:可以移动物料盒的位置,将物料盒放于指纹模组的下方吗?
答:可以,这样可以使得左右手同时动作,节省时间和提高效率。
问:可以升级工具,将镊子和真空吸笔合并为一个吗?
答:可以,减少用手操作使用工具的次数和寻找其动作,节省了时间,同时也提高了生产效率。
为了更加直观的看出各个工序工时间的关系,由图3.1——改善后的工序工时分布柱状图。
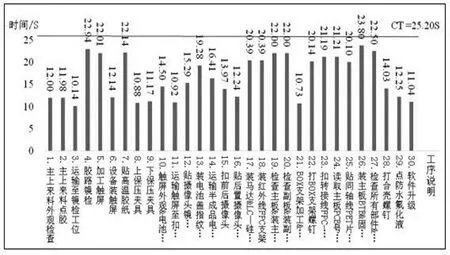
由图3.1中可以看出,改善后的生产流程,所有工序的时间均未超过计划节拍的25.20S,说明此次改善取得不错的成绩,达到了预期的效果。由图5.2的流程程序图可知,改善后工序总时长为499.78S,工序中工时最长的为23.80S,所以最小工作地数为
Smin=[W/C]=[499.78/23.08]=22(个)
利用规则一求出的工作站数为24个,所以改善后的平衡率为

生产线平衡损失率为
Bd=1-P=1-91.53%=9.77%
改善前最小的工作地数为24个,在实际的生产情况中,由于生产线存在不平衡状况,改善前有28个工作站。运用工业工程的理论知识和方法,经过分析和改善后,得出最小工作站为22个,减少了2个,实际生产中有24个工作站,减少了4个。生产线平衡率提高为90.23%,损失率降低为9.77%,生产线平衡性效果为优,说明工序经过改善后,生产线平衡性得到了很大的提升。
