镍合金复合管道悬臂自动焊打底焊接操作工艺
2018-08-23张之万唐元生刘立永路滨刘永华
■ 张之万,唐元生,刘立永,路滨,刘永华

扫码了解更多
本工艺在传统的手工钨极氩弧焊的基础加以改进实现自动焊接。利用传统手工钨极氩弧电源将其固定于悬臂自动焊,焊接电流、送丝速度及热丝电流通过钨极氩弧电源进行调节。电弧掌控需在悬臂自动焊中进行调节,它在提高焊接效率和焊接自动化水平,降低工人劳动强度,保证焊接质量方面效果良好。
1. 热丝TIG焊
热丝TIG焊与传统TIG 焊的区别主要在于将填充焊丝送入焊接熔池之前有独立的电源电阻加热到接近填充焊丝的熔化温度,这样大大加快了填充焊丝熔化速度,提高了熔敷率,同时调整了焊接熔池的热输入量,降低了母材的稀释率,扩大了焊接工艺方法的适应率和范围。
2. 焊接工艺要求
(1)焊接工艺 管道材质为Q245R+N08825,壁厚为(32+3)mm,规格φ711mm。管材化学成分如表1、表2所示。
(2)焊接设备与焊接材料 如设备采用山东奥太型号为WSM—400的焊机,热丝电源型号为HW—200。焊接方法采用脉冲钨极氩弧焊(热丝TIG),焊接位置为1G,电源种类为DC、电源极性为EN。焊丝牌号INCONEL625(φ1.14mm)。保护气体采用纯度为99.999%的氩。 焊接设备如图1所示。
(3)坡口加工 采用分层式坡口,坡口采用机械加工,坡口角度为60°(见图2)。复层与基层之间剥离5~6mm坡口表面平滑。 坡口加工后经机械打磨及丙酮清洗外观检查合格后方可组对,机械铰刀打磨。组对之前用丙酮严格清洗表面污垢。
(4)组对及定位焊 组对时以管线内壁的复层镍合金钢板为基准对齐,严禁强力组对和大锤敲击。定位焊使用正式焊接用焊丝INCONEL625(φ2.4mm)进行定位焊。焊缝长度20~30 mm,间距400mm,正式焊接前将定位焊缝用机械打磨出斜坡以利于接头质量。

图1 焊接设备

表1 UNS N08825化学成分(质量分数) (%)

表2 Q245R化学成分(质量分数) (%)
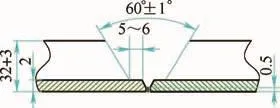
图2 坡口剥离
(5)焊接 焊前我们用白钢铁皮、钢丝等自制大口径管道充氩罩装置,充氩罩装置易制作,具有便捷、效果好、可重复利用的优点。焊接过程中层道间温度采用红外线测温仪进行控制。
焊接前需对(热丝TIG)焊枪进行调节,焊枪角度90°,呈垂直状。焊丝角度45°,呈斜下状。必须保证焊丝离焊枪钨极端部2mm,当焊丝离焊枪钨极端部>2mm时,将会导致焊丝无法送进钨极电弧端部区域。当焊丝无法送进熔池时,电弧只能在母材上形成熔池,将会导致烧穿、焊瘤等缺陷。当焊丝离焊枪钨极端部<2mm时,将会导致焊丝与钨极接触烧损,严重时焊丝和钨极将会熔合在一起。喷嘴直径采用10mm为宜。当喷嘴直径过大时,会使观察位置缩小,不利于观察熔池。由于坡口角度小、喷嘴直径过大,会导致焊枪无法伸至焊缝根部及焊接时喷嘴外径会触碰到母材两侧。当喷嘴直径过小时,会出现气体保护不良。热丝TIG焊枪与钨极调节如图3所示。
将焊丝与钨极调节好后,将焊枪伸至11点位(11点位属于偏倒流位置)。热丝TIG无间隙焊接是电弧形成熔池后,下榻的过程中结合变位器速度进行调节,形成背面焊缝,焊枪角度位置如图4所示。

图3 焊丝与钨极调节
焊接时将变位器速度调节开关现打开,变位器转向为顺时针,再将电弧起弧器打开,避免起弧时形成焊缝表面焊瘤。正常焊接时注意观察电弧高度及电弧是否在焊缝中心。电弧过高时会出现未焊透,过低时会烧损钨极。电弧高度保持在3~4mm。电弧偏焊缝中心两侧时,焊缝将会出现未焊透及焊缝背面焊道焊偏至母材剥离层。注意观察焊缝成形情况,焊缝正面呈现凹状或平状,焊缝背面成形自然良好。焊缝正面呈现凸状时,焊缝背面会出现未焊透缺陷。

图4 焊枪角度位置
悬臂自动焊热丝TIG打底焊接操作顺序:①焊接电流、热丝电流、送丝速度、变位器速度设定。②焊丝与钨极距离调节,焊枪位置及钨极高度设定。③将变位器开关打开。④将焊机电弧起弧器打开。⑤焊接时注意观察电弧及调节。⑥焊接完毕时,关闭电弧起弧器,关闭变位器开关。焊接参数如表3所示。
3. 结语
根据设计文件及相关规范的要求,项目开工前须对新使用的镍合金复合管道进行焊接工艺评定技术研发,成果用于指导焊材采购、焊工培训、施工准备等后续工作。本次焊接工艺评定研发包括:焊接工艺开发试验15组;焊接工艺开发验证试验22组;钢管丁字焊缝热处理补充验证试验6组。经验证的焊接工艺评定,质量得到保证,可以在项目施工中推广应用。

表3 焊接参数
