不锈钢剪力钉在AP1000核电站特殊钢结构模块上的应用研究
2018-08-07黄忠平姚俊涛
黄忠平, 姚俊涛, 庄 源
(国核工程有限公司, 上海 200233)
钢板-混凝土模块是特殊的钢结构模块。这种结构是通过剪力连接件将钢板与混凝土板组合在一起,形成共同工作的一个整体。剪力连接件是钢板-混凝土结构体系的关键组成部分,其主要作用是抵抗钢和混凝土两者之间的滑移和分离,剪力连接件的类型繁多,有型钢连接件、钢与有机材料组合连接件、弯起钢筋连接件、圆柱头剪力钉连接件和PBL剪力件等多种形式。
自20世纪60年代开始,国内外已开展了关于钢板-混凝土组合结构及其剪力连接件的研究,不少研究成果被纳入各种相关设计规范。德国、法国、英国和日本的高速铁路及桥梁上钢板-混凝土结构应用的比较多[1],但在核电上还未见报道。我国AP1000核电项目设计中首次使用了这种特殊的钢结构模块。
1 AP1000钢板-混凝土结构
1.1 钢板-混凝土模块特点
三代核电AP1000技术大量采用模块化建造,其中结构模块采用钢板-混凝土设计。钢板-混凝土是传统钢筋-混凝土的一种替代方式,可以用于大多数板和墙,此模板可包含任何必需的贯穿件和管路。因为钢板和混凝土结合的结构可靠,所以可减少钢筋数量,由于钢板-混凝土结构具有自支撑能力,钢筋-混凝土部分就可以模块化并在场外预制,之后在现场浇筑和焊接。钢板内表面的焊接剪力钉植入混凝土中用来增强钢板连接混凝土的强度,这样既增加了工程建造的作业面、缩短了核电站建设工期,又提高了核电站的工程质量(见图1)。
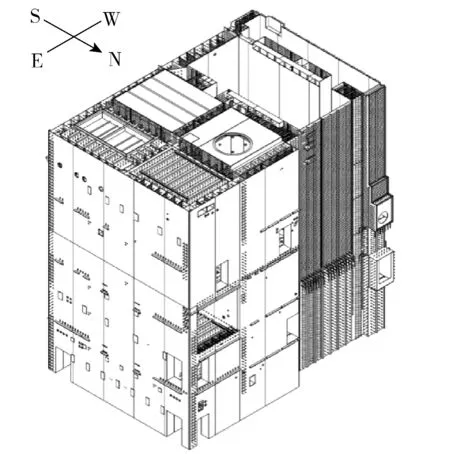
图1 CA20钢结构模块
1.2 剪力钉在钢板-混凝土模块中的作用
AP1000钢板-剪力钉-混凝土模块中,剪力钉大量地焊接在组成墙体内外表面钢板的内侧(见图2)。剪力钉是将钢板与混凝土板组合在一起,使其共同受力的关键部件。早期的组合结构是将钢梁包裹在混凝土内,依靠接触面上的自然黏结力和摩擦力来提供组合作用;但这种自然黏结对振动和混凝土收缩、温度变化和交界面的清洁度等不定因素比较敏感,且一旦破坏就不可恢复,使得组合作用大大降低或完全丧失[2]。

图2 钢结构模块内部剪力钉
剪力钉作为抗剪连接件,起到了传递钢梁与混凝土翼板之间纵向剪力的作用,同时也起到了抵抗混凝土与钢梁的掀起作用。
2 不锈钢剪力钉的应用
2.1 碳钢、不锈钢剪力钉的选用
AP1000钢板-混凝土模块建设初期,设计上统一使用ASTM A108碳钢剪力钉。在建设工程中,A108碳钢剪力钉焊接于ASTM A36钢板时,各项性能指标均能符合设计要求。然而AP1000模块设计中,与液体有接触面的钢板采用了S32101不锈钢板,A108碳钢剪力钉焊接于此不锈钢板时,焊接性能十分不稳定,焊接质量始终不能达到设计要求;另外,碳钢剪力钉焊接是否会造成不锈钢板的锈蚀也没有得到理论验证。因此,笔者开展了相关试验,研究碳钢、不锈钢剪力钉焊接于不锈钢上的性能。
根据试验结果发现,碳钢剪力钉焊接在不锈钢上的成功率较低,焊后力学性能很难满足设计要求,拉伸试验时,样品常断裂于根部(见图3),3/4″的316L不锈钢剪力钉也不能满足设计要求,而5/8″的316L不锈钢剪力钉焊接性能良好,拉伸断裂发生在钉体并且通过弯曲测试检验(见图4)。
图3 拉伸断裂在根部

图4 拉伸断裂在钉体
拉伸断裂的主要原因分析如下:
(1) 当碳钢剪力钉焊于不锈钢板时,需要对焊接参数进行严格的控制,以达到焊接后母材在焊接区和热影响区的奥氏体相和铁素体相各占50%。加热条件下,部分热影响区完全转变为铁素体相,在冷却过程中,奥氏体相逐渐形成。为了达到预期比例的奥氏体相,焊接时就必须有足够的焊接热量来降低冷却速率以促进上述相变的发生;否则,铁素体相将成为母材焊接区及热影响区的主要相,使得金属失去延展性和强度。通过评估也发现剪力钉直径过大会影响热扩散,从而影响奥氏体相的生成,因此不锈钢剪力钉也不能采用碳钢3/4″的直径标准。
(2) 不锈钢板冶炼过程中添加了氮气,一方面是作为镍的替代降低成本,另一方面氮有利于奥氏体相的生成;但同时氮元素在常温下不溶于铁素体相,因此在焊接过程中很容易生成脆性的氮化物和气孔。
(3) 碳钢剪力钉比不锈钢剪力钉有更高的碳含量,在焊接于不锈钢钢板时,在焊接边界处容易形成马氏体相和铁素体相,氮气无法融入,形成大量的气孔(见图5)。

图5 焊接区气孔
(4) 碳钢与不锈钢具有不同的热扩散系数,两种材料焊接后可能会产生剩余应力,这也可能是碳钢剪力钉焊接于不锈钢板无法成功的原因之一。
鉴于碳钢剪力钉的实际使用效果,拟采用不锈钢剪力钉。不锈钢剪力钉样品由尼尔森公司提供,样品中有较高含量的镍和锰,这些元素有助于剪力钉焊接于不锈钢板上时促进形成奥氏体相,同时也保证了氮气不外泄形成气孔。根据试验数据及分析,确定在AP1000结构模块中使用316L不锈钢剪力钉。
2.2 不锈钢剪力钉结构
不锈钢剪力钉包括不锈钢钉体、不锈钢钉体顶端的钉帽及钉体底部的引弧结;剪力钉的焊接配套瓷套环使用。瓷套环的中部开有台阶孔,台阶孔中的小开口端位于瓷套环的顶面,其大开口端位于瓷套环的底面。焊接时,不锈钢钉体穿设于台阶孔内,且不锈钢钉体的底面与瓷套环的底面平齐。
2.3 不锈钢剪力钉化学组成及力学性能
表1为316L剪力钉化学组成,表2为316L剪力钉力学性能。

表1 316L剪力钉化学组成 %

表2 316L剪力钉力学性能
2.4 不锈钢剪力钉的焊接
鉴于剪力钉焊于双向不锈钢工艺的特殊性及核电产品对质量、质保的严格要求,焊接需经过严格的工艺评定、焊前准备、焊接操作,以及焊后检查及处理。焊接电流、焊接时间、剪力钉插入深度等参数都直接影响着剪力钉的焊接质量。
2.4.1 焊接工艺评定
焊接工艺评定应符合ASME第IX卷规定,同时要求用工程中实际使用的电弧剪力钉焊方法;必须使用自动焊接设备、焊枪和电源进行焊接,每个试样的焊接电压、电流和时间应进行测量和记录。进行了两批试件焊接:一是以恒定的最佳电流相应焊接35个试样;二是以恒定的最佳时间相应焊接35个试样。
两批试件中各取10个试样进行拉伸试验,抗拉强度≥490 MPa。
两批试件中各取20个试样,用人工或者机械方法弯曲剪力钉,使剪力钉从原轴线弯曲至约30°。应连续缓慢加载,弯曲至30°为止,然后再使它恢复原状,试样不应在焊缝或热影响区开裂。
两批试件中取已焊接的5个试样进行宏观金相检验,每一个剪力钉焊缝及热影响区断面在10倍放大镜下进行检验,应无裂纹(见图6)
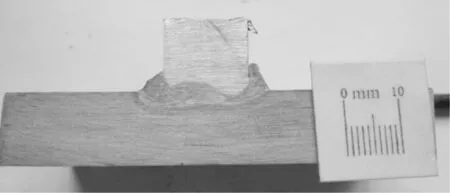
图6 宏观金相检查
如果试件未达到要求,则相应地调整焊接时间、焊接电流,重新试验并进行评估。
2.4.2 焊前检查
焊接前应仔细核对各部件的尺寸和规格,检查其外表有无凹坑、毛刺、裂纹等缺陷; 焊接中心向外50 mm范围内的污物、油污、水和铁锈等杂质应清理干净,用磨光机打磨至露出金属光泽为止,必须小心处理确保母材最小厚度。螺栓应去除所有涂层、镀层、氧化皮、铁锈、水气等及其他影响焊接操作的有害物质。
调整焊接参数。检查校验的内容包括焊枪、电源、剪力钉直径、焊枪升降、总焊接引线长度,以及设定的电流和时间等。
防护环应保持干燥。表面显示有水分、露水或雨水的防护环,应使用烘箱进行烘焙, 时间为2 h,烘干后方可使用。
2.4.3 焊前预热
根据焊接工艺规程WPS的要求,需焊前预热的板材,采用氧-乙炔火焰或电加热片预热。预热应满足WPS的要求,并做好相应的记录。
预热区的范围应为焊缝中心3倍板厚且不小于100 mm,使用远红外测温仪测温,其温度测量在距焊缝中心各50 mm处测量。
火焰预热时,火焰中心至工件距离应在10 mm以上,喷嘴的移动速度要均匀,不能在一个位置长期停留,还要注意控制火焰燃烧状况,防止金属氧化和增碳。
2.4.4 焊接
使用专用焊枪进行剪力钉焊接工作(见图7),将不锈钢剪力钉的顶部插入焊枪中,不锈钢剪力钉底部(引弧结端)从瓷套环小头插入,剪力钉底部与瓷套环大头底部齐平。装卡剪力钉时,应使其与夹头接触良好;装卡不牢,可能影响焊接过程或因接触不良烧坏夹头。
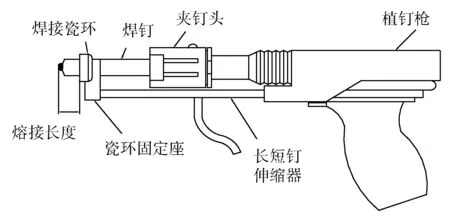
图7 剪力钉焊枪
使底部套入瓷套环中的不锈钢剪力钉垂直于钢板的焊接表面进行焊接,焊接时由焊接控制系统来控制焊枪的输入电流及焊接时间。焊接结束后,将套在不锈钢剪力钉外的瓷套环敲去,焊接处应形成均匀的飞边,瓷套环起到集中焊接能量的作用。
2.5 焊后检验
2.5.1 焊后剪力钉验收要求
进行目视检查,不应有任何不连续性或干扰到预期功能的物质,并且应有360°飞边,但允许有飞边脚的不熔透以及微小收缩裂缝。
如果目检发现任一剪力钉没有完整360°的飞边或曾经焊接修补,这些剪力钉需进行离原轴线约15°的弯曲试验。有螺纹的剪力钉应进行扭转试验。对于飞边不足360°的剪力钉的弯曲方向是无飞边的相反方向。弯曲试验和扭转试验应符合AWS D1.1或AWS D1.6标准的要求。
2.5.2 抽检试验
在产品的焊接过程中,每焊接完成100根剪力钉,应停止焊接,对100根已完成焊接的任意一根进行离原轴线约15°的弯曲试验。有螺纹的剪力钉应进行扭转试验。
弯曲剪力钉的验收标准:如果已弯曲的剪力钉无断裂的迹象,则应认可使用并保留弯曲状态。当因制作和检查的需要而弯曲和矫直时,都应在不加热状态下进行,且应在产品剪力钉焊接完工之前完成。
扭转试验的验收标准:按规定的试验载荷扭矩水平进行扭矩试验而无断裂迹象,应认可使用。
工厂按照上述工艺进行了500根不锈钢剪力钉的试焊接,焊接质量均符合设计规范要求。
在后续项目实际应用过程中,10万根不锈钢剪力钉按照上述焊接工艺操作,焊接合格率达到99.6%
3 结语
钢板-混凝土模块的应用使得AP1000核电项目简化了现场土建施工,缩短了核电站建设工期,又提高了核电站的工程质量。剪力钉焊接于模块上的质量直接决定了模块整体的质量,而316L不锈钢剪力钉焊接于S32101不锈钢板上的性能明显优于碳钢剪力钉。同时,我国尚无不锈钢剪力钉焊接、检验规范及行业标准,因此建立不锈钢剪力钉焊接、检验的国家或行业标准是十分必要的。
