基于小型PLC的智能棉花采摘控制系统设计
2018-07-27刘巧王磊
刘巧 王磊

摘 要: 传统基于嵌入式控制器的棉花采摘控制系统对棉花采摘过程中机械手运动规划存在较高的震动以及漂移现象,存在采摘控制性能差以及耗费时间高的弊端。设计基于小型PLC的智能棉花采摘控制系统,其由PLC模块、超声波测距仪模块和电机驱动模块构成,实现棉花采摘的夹取、采摘和运送,通过PLC模块对棉花采摘进行夹取、运输及预警;超声波测距仪模块测量棉花采摘地点的路程,通过PLC控制器实现采摘机的移动测量控制;采用MC33886作为核心部件的电机驱动模块,驱动PLC控制器和采摘机机械手的运行。系统软件给出棉花采摘流程,通过棉花采摘机中机械手运动规划算法,确保机械手采摘棉花运动轨道圆滑,避免震动和游走。实验结果表明,所设计系统的采摘控制性能佳、效率高。
关键词: PLC; 棉花采摘; 超声波测距仪; 控制器; 机械手; 控制系统
中图分类号: TN911?34; TP273 文献标识码: A 文章编号: 1004?373X(2018)14?0037?04
Design of intelligent cotton picking control system based on small PLC
LIU Qiao1, WANG Lei2
(1. School of Information Science and Technology, Shihezi University, Shihezi 832003, China;
2. School of Mechanical and Electrical Engineering, Shihezi University, Shihezi 832003, China)
Abstract: The traditional cotton picking control system based on embedded controller has phenomena of high vibration and drift in the mechanical arm motion planning during the cotton picking process, which leads to poor picking control performance and large time consumption. Therefore, an intelligent cotton picking control system based on the small PLC is designed. The system is composed of the PLC module, ultrasonic range?finder module, and motor drive module, so as to realize cotton clipping, picking and transportation. The PLC module is used to clip cotton, transport cotton, and warn of cotton picking. The ultrasonic range?finder module is used to measure the distance of the cotton picking location. The PLC controller is used to realize the mobile measurement control of the picking machine. The motor drive module with MC33886 as the core component is used to drive the PLC controller and the mechanical arm operation of the picking machine. The process of cotton picking is given in the system software. The cotton picking motion track of the mechanical arm is ensured to be circular and smooth, and the vibration and walking are avoided by using the motion planning algorithm for the mechanical arm of the cotton picking machine. The experimental results show that the designed system has good picking control performance and high efficiency.
Keywords: PLC; cotton picking; ultrasonic range?finder; controller; mechanical arm; control system
0 引 言
当前我国棉花的使用范围广,其采摘技术的滞后严重影响了棉花行业的发展[1]。当前棉花采摘机主要有气力式和切割式等。在实践应用中切割式采摘机可降低对棉花的破坏并且其消耗的能量少,可是它的采摘遗失率高;气力式采摘机容易制作和操作,但是声音大、消耗大、功效低[2]。气吸切割式采摘机虽在某些方面避免了气力式和切割式的缺点,但也未获得广泛的应用,原因在于其采摘率低。当前市场上的采摘机既没有减少采摘人员的工作量,也没有提高工作效率,因为大都是一对一工作。所以,智能化棉花采摘在棉花行业正规化发展过程中有着重要作用。
智能棉花采摘系统是通过整合高新技术,以植物正常生长为基础发展出来的一种能源保护型高新装备农业科技。单片机的自动控制系统长时间处于休息状态,它不适用于没有专业基础的人士,而且交互界面也非常不人性化[3]。传统基于嵌入式控制器的棉花采摘控制系统,对棉花采摘过程中机械手运动规划存在较高的震动以及漂移现象,存在采摘控制性能差以及耗费时间高的弊端。而PLC控制系统即使在上位机停止工作时,也可以自动获取、呈现数据,它相对于单片机来说更稳定和易维护,但价格也更高。因此,本文设计基于小型PLC的智能棉花采摘控制系统,提升棉花采摘效率和精度,对于提高棉花采摘收益具有重要应用作用。
1 基于小型PLC的智能棉花采摘控制系统
1.1 系统总体结构设计
棉花采摘控制系统的夹取、采摘和运送是由PLC模块、超声波测距仪模块和电机驱动模块三部分协同完成,步进电机有三个,它们是通过PLC控制器操作的。
本文控制系统中的主要PLC控制器是FX3U ?32MT/ES?A种类的PLC产自三菱,棉花采摘地点的测量是通过超声波测距设备完成,它是由HC?HR04超声波传感器和Arduino组成[4]。采摘设备的行程通过E6B2?CWZIX编码器获取,棉花采摘控制系统中的电机、按键、预警和供电系统是由步进电机驱动模块实现,同时步进电机驱动模块对PLC控制器以及采摘机机械手的运行进行驱动控制。
1.2 PLC模块设计
PLC模块是总体控制系统的核心模块。PLC模块的硬件组成部分有PLC控制器、超声波测量设备、编码器、电机及其驱动器、按键、预警等[5]。
PLC控制器通过传感器得到的信号是由传感器转换后的,开关量的信号则由PLC直接取得。只有数字信号的取得和传送是由PLC控制器完成。棉花的夹取、采摘、运输及汇集以PLC控制器为主,该过程由三部分组成,棉花地点的信号通过超声波测量仪传给PLC,采摘机行走的距离由编码器送达到PLC,三个步进电机由PLC的电机驱动器控制完成操作[6]。电源提供系统供电,预警器完成问题预警,作业情况可通过提示灯查看,按键方便工作人员使用。
1.3 超声波测距仪模块设计
系统通过超声波测距仪模块检测棉花采摘地点的距离。HC?SR04超声波测量和Arduino是超声波测距仪模块的关键部分。
超声波发送、获取设备及操作电路构成了超声波测量模块HC?SR04,它的2~400 cm远间隔测量能力,可确保其进行棉花采摘距离测量精准度达到3 mm。测量时需要一个不小于10 μs的高平信号,通过I/O端TRIG启动。模块主动发射频率为40 kHz的8个波形,同时监测有没有回来的信号[7]。如果有回来的信号则由I/O端ECHO发出高电平,它的延续时间与超声波往返时间相同。棉花采摘地点的路程是由超声波测量设备通过如下公式准确算出:
[L=Ct2] (1)
式中:L为测量距离;C为声波的传送速率;t为声波的传送时间。
PLC接收端通过接收被光电隔离和放大的信号来判断棉花采摘地点的距离是否比系统设置的短,若短则由Arduino进行相关操作并发出信号[8]。
1.4 电机驱动模块设计
电机驱动模块用于驱动PLC控制器以及采摘机机械手的运行,为系统提供能量服务。对棉花进行水平扫视是通过直流电机操作激光笔实现的。激光笔的水平扫视由两个电机操控。飞思卡厂家的驱动组件MC33886有超强的承载力,能持续供给5 A的电流,该组件是本系统电机驱动模块的核心部件。电机的运行速度是由STM32来控制,它能通过16位定时设备发出PWM波。系统不需要量速模块,因为返回信号是激光点的地点信息,该信号能操控电机组成闭合圈,并且直流電机功能稳定工作速度平缓[9]。
1.5 软件设计
1.5.1 棉花采摘控制流程设计
传感器的消息只有在系统运行正确时才会发出,当棉花采摘控制系统开启后,若系统检查出程序有问题,那么系统将自动发出预警。当采摘设备内有棉花进入时,操作提示灯变亮,传感器获得信号,此时编码器即将发出消息[10]。棉花的夹取、采摘、运输、汇集是通过PLC控制器操控驱动设备使步进电机进行作业,当编码器有消息发出,代表采摘机的行程与采摘系统的正确采摘尺寸相同。一次采摘过程完成后,采摘设备将返回到起始地点,这时若设备还在采摘区域内,那么采摘设备将继续工作,等待下次的采摘操作信号,该过程反复进行。
1.5.2 棉花采摘机械手运动规划
为了使控制系统中棉花采摘机中机械手采摘过程的运动轨道圆滑,避免震动和游走,函数的设计一定要确保关节变量和前面导数具有连贯性,终端操作设备的关节活动、速度以及操作顺序是基于它的工作需求所策划的。点与点之间的关节轨道设计采用摆线运动,因为它算法容易,轨道圆滑且连贯性好,还可以令小范围内的接点形成零速度及加速度。该公式的算法如下:
[S(τ)=τ-12πsin 2πτ] (2)
其导数是:
[S′(τ)=1-cos 2πτ] (3)
[S″(τ)=2πsin 2πτ] (4)
式中,[τ=ttf-t0=tT],[τ]为归一化时间,T是计划时间。
为了避免机械手在操作中撞击到另外的物品或撞掉所要采摘的棉花,从开始操作位置到要采摘棉花的位置这个行程轨道中,不选择摆线运动进行策划。所以,为了确保机械手能正常摘取棉花,选取两个摆线行程轨道结合的采摘方法来策划。
控制采摘设备的末端关节与地面平行,同时从A处移动到F处,之后从F处移动到T处,这个过程是在采摘设备从操作的开始位置A移动至棉花采摘位置T之后进行的。F处和T处的方位关系如下,其中FT为一条线与y轴垂直,则有:
[xF=xτ-Δx, yF=yτ, zF=zτ] (5)
2 實验分析
实验对本文系统机械手采摘棉花过程中的定位情况进行测验,来检验本文系统进行棉花采摘的性能优势。实验在有10个棉花采摘位置的某农场指定范围进行。以下是实验过程描述:
1) 以一组举例,根据指定的棉花采摘位置计算它的逆运动学公式即:Px= 610.8 mm,Py = 266.3 mm,Pz = 424 mm,解出公式得到相应的5个关节方位度数:[θ1] = 22.84°,[θ2] = 75.24°,[θ3] = [-]65.23°,[θ4]= [-]13.53°。
2) 本文系统机械手抵达规定地点的操作是通过关节控制设备接收CAN发出的关节方位命令来完成的。该命令是通过控制设备计算机械手从操作起始位置至指定采摘位置的运行轨道得出的,它是由摆线动作关节轨道策划算法计算。通过定时插补方法完成,其长度N为210 mm,策划时间为4 s。
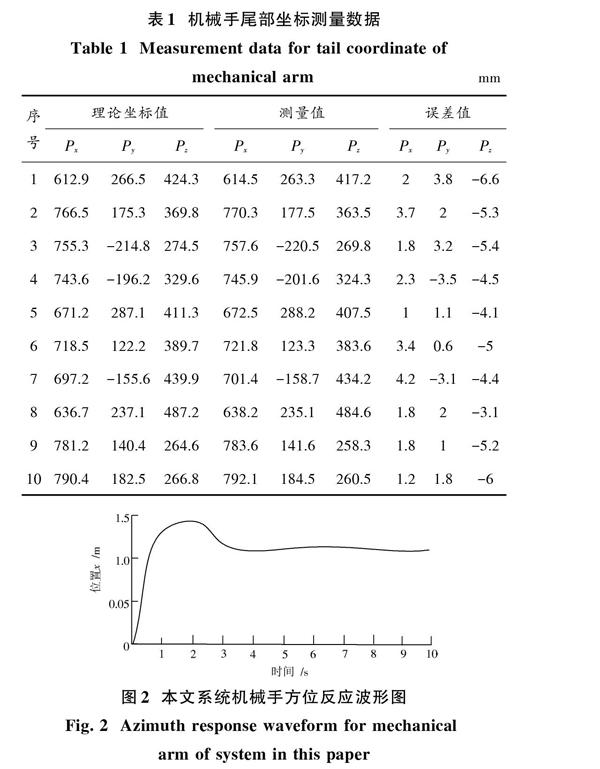
3) 本文系统机械手尾部坐标的度量是由准确度为0.015的美国厂家出产的坐标度量器Platinum FaroArm完成,该过程在机械手到达规定地点后进行。表1为本文系统对实验区域棉花进行采摘过程中,机械手尾部坐标测量数据。
表1显示:本文系统进行棉花采摘过程中机械手尾部坐标z轴的误差比x,y轴的误差大,x轴最大是4.2 mm,y轴是3.8 mm,z轴是-6.6 mm。虽然z轴的差距较大,但对棉花采摘操作不会造成影响,因为棉花的摘取部位为花蒂的中点,花蒂的高度在32~52 mm左右,且z轴的误差方位是朝下的。本文系统机械手方位反应波形图如图2所示。
通过图2可得出,本文系统机械手方位反应波形在10 s时显示停止波动,表明它能在10 s之内找到棉花的正确位置。这说明本文系统机械手采摘棉花过程中的定位速度快,采摘棉花效率高。
3 结 论
本文通过对基于小型PLC的智能棉花采摘控制系统的棉花采摘定位情况进行实验,得出本文控制系统采摘棉花效率高。其对棉花行业具有推动作用,因系统减少了棉花采摘的人员需求,扩大了机械作业的运用范围,同时降低了棉花采摘所需的费用。同时还填补了国内机械化棉花采摘设备的空缺,市场现有的采摘设备作业时仍需要大量的人工操作,并未提高生产效率。相对而言本文控制系统有效地解决了这个问题,所以本系统在以后的棉花行业将会有很大的使用空间。
注:本文通讯作者为王磊。
参考文献
[1] 谢庆,石磊,张玉同,等.基于PLC伺服控制的棉花打顶机设计与试验研究[J].农机化研究,2017,39(1):87?91.
XIE Qing, SHI Lei, ZHANG Yutong, et al. Design and experiment of cotton top?cutting machine based on PLC [J]. Journal of agricultural mechanization research, 2017, 39(1): 87?91.
[2] 殷继花,侯荣国,陈保胜,等.基于无线网络控制技术的智能搬运小车的设计[J].机床与液压,2016,44(3):46?48.
YIN Jihua, HOU Rongguo, CHEN Baosheng, et al. Design of intelligent transportation vehicle based on wireless network control technology [J]. Machine tool & hydraulics, 2016, 44(3): 46?48.
[3] 李红升,李駪,李颖,等.基于PROFIBUS与485总线的控制系统设计与应用[J].电气传动,2016,46(1):70?73.
LI Hongsheng, LI Shen, LI Ying, et al. Design and application of control systems based on PROFIBUS and 485 bus [J]. Electric drive, 2016, 46(1): 70?73.
[4] 王玲,邹小昱,刘思瑶,等.棉花采摘机器人红外测距技术研究[J].农业机械学报,2014,45(7):61?66.
WANG Ling, ZOU Xiaoyu, LIU Siyao, et al. Infrared distance measurement used for cotton picker robot [J]. Transactions of the Chinese Society for Agricultural Machinery, 2014, 45(7): 61?66.
[5] 谷静,瞿红梅.基于嵌入式控制器与CAN总线的机械装备智能监控系统设计[J].机床与液压,2016,44(4):129?132.
GU Jing, QU Hongmei. Intelligent monitoring system of construction machine based on embedded PLC and CAN bus [J]. Machine tool & hydraulics, 2016, 44(4): 129?132.
[6] 康瑞芳,刘鑫.基于PLC的卷染机多单元同步控制系统设计[J].染整技术,2017,39(7):30?33.
KANG Ruifang, LIU Xin. Design of multi unit synchronous control system of dyeing machine based on PLC [J]. Textile dyeing and finishing journal, 2017, 39(7): 30?33.
[7] 王玲,刘思瑶,卢伟,等.面向采摘机器人的棉花激光定位算法[J].农业工程学报,2014,30(14):42?48.
WANG Ling, LIU Siyao, LU Wei, et al. Laser detection method for cotton orientation in robotic cotton picking [J]. Transactions of the Chinese Society of Agricultural Engineering, 2014, 30(14): 42?48.
[8] 周敏,韩宇光,王军安,等.基于西门子PLC的智能温室控制系统设计[J].实验室研究与探索,2014,33(12):99?101.
ZHOU Min, HAN Yuguang, WANG Junan, et al. An intelligent greenhouse control system design based on Siemens PLC [J]. Research and exploration in laboratory, 2014, 33(12): 99?101.
[9] 陆大同,卢翠珍.基于PLC的智能蔬菜大棚控制系统设计[J].广西民族大学学报(自然科学版),2016,22(1):91?94.
LU Datong, LU Cuizhen. Design of intelligent control system in vegetable greenhouse based on PLC [J]. Journal of Guangxi University for Nationalities (Natural science edition), 2016, 22(1): 91?94.
[10] 白晓旭,陈广华,霍凯.基于PC?PLC的虚拟电梯控制系统设计[J].计算机仿真,2014,31(6):443?446.
BAI Xiaoxu, CHEN Guanghua, HUO Kai. Virtual elevator control system based on PC and PLC [J]. Computer simulation, 2014, 31(6): 443?446.
