四自由度串联式机械臂精度测试技术研究
2018-07-07何鹏鹏张加波
刘 博 何鹏鹏 张加波 王 凯 张 杰
四自由度串联式机械臂精度测试技术研究
刘 博 何鹏鹏 张加波 王 凯 张 杰
(北京卫星制造厂有限公司,北京 100094)
针对四自由度串联式机械臂精度测试过程中关节、臂杆组件基准转移、零位标定、立方镜准直及末端定位精度测试等关键技术难点,给出了相应实施方案及解算方法。提出采用三坐标测量机-激光跟踪仪联合标定的方式解决关节、臂杆组件动、静态基准转移及复现。采用激光跟踪仪-经纬仪联合标定的方式建立整臂器上装配基准。讨论了机械臂关节零位标定流程及求解算法,给出了四自由度机械臂末端精度测试流程,并详细阐述了末端定位精度解算方法。为多自由度串联式机械臂精度测试提供了技术途径。
四自由度;串联式;机械臂;精度测试;基准转移

1 引言
深空探测是指对地球以外的天体开展的空间探测活动,一般可分为无人探测和载人探测。目前,人类开展的大部分深空探测任务均为无人探测任务。无人探测任务中常使用机械臂进行样品的采集与分析,如美国“海盗号”探测器、“凤凰号”探测器均采用机械臂实施样品采集、转移及就位分析任务[1,2]。
针对月球表面采样任务而言,其主要任务是实现无人条件下,月球表层指定区域内多点样品的多次自动采集。本文研究的采样机械臂为典型的四自由度弱刚性串联式机械臂。机械臂安装于深空探测器表面,工作过程中,四个回转关节驱动末端采样器进行空间转移,从而实现对月球表层样品的多点、多次采集与转移功能。
四自由度空间机械臂为复杂系统,具有较强的系统性,关节、臂杆接口匹配性较高,产品主要特点如下:
a.产品构型为多自由度串联机构,臂杆尺寸大、产品刚度弱;
b. 机械臂各旋转关节、臂杆、末端采样器与装配基座、旋转关节、臂杆轴线之间相对位置关系要求及形位公差指标要求多,相关性强且精度较高。
机械臂整体构型简图如图1所示,机械臂本体坐标系定义如图2所示。
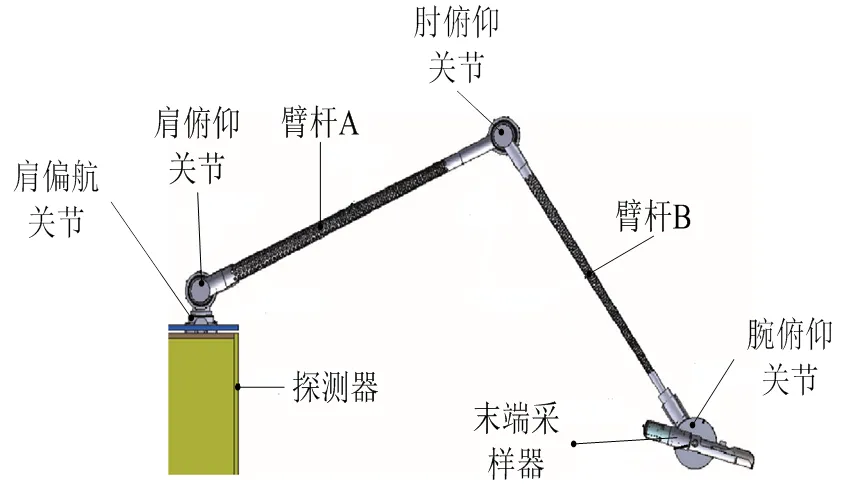
图1 四自由度串联式机械臂整体构型简图
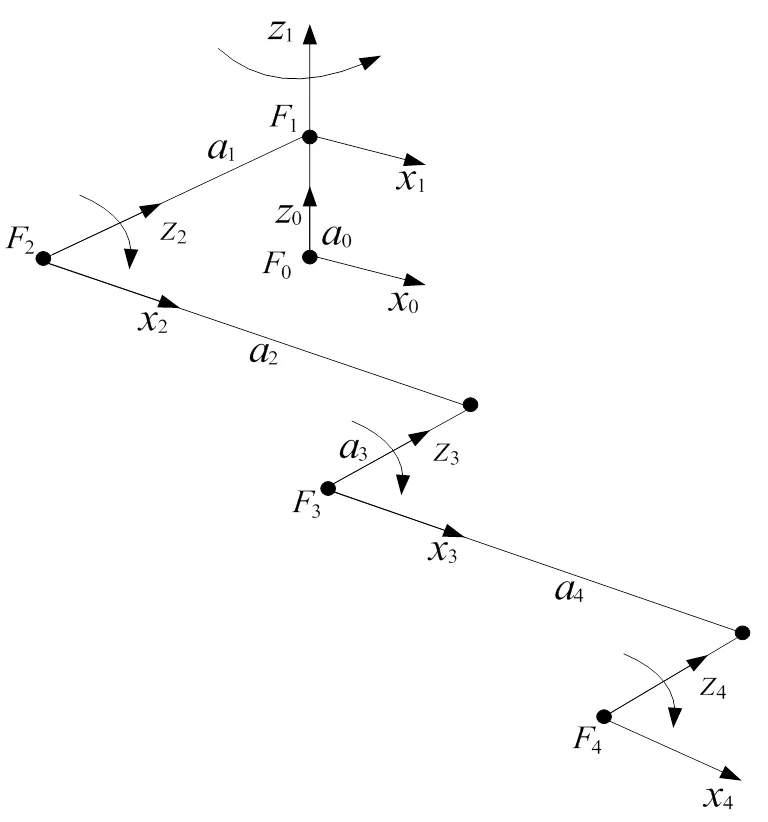
图2 四自由度空间机械臂本体坐标系定义
机械臂整臂装配及装配完成后的性能测试过程涉及关节、臂杆组件基准转移、整臂装配基准建立、整臂零位标定、末端定位精度测试等一系列精度测试技术难点[3],因此合理的整臂精度测试规划及相关技术研究对保证产品最终功能、性能具有重要意义。
本文在深入分析机械臂产品结构特点及精测技术难点的基础上,提出了关节、臂杆基准转移方法,给出了关节零位标定实施方案,并针对整臂立方镜准直、定位精度测试过程,给出了相应解算方法,为产品研制提供技术途径并为整臂结构、构型优化提供依据。
2 关节、臂杆组件基准转移
机械臂系统装配阶段,对各关节、臂杆间空间夹角、距离、平行度、同轴度等常规项目提出精度需求;产品功能及性能试验阶段,对末端定位精度、整臂基准坐标系转移等提出精度测试需求。
机械臂整体精测方案按照特征标定→特征提取→特征评价的实施步骤,在产品研制各个阶段,针对不同组件的实际情况,合理选用不同测量手段,通过数据处理技术实现测量数据共享、基准统一,达到整体统一评价目的[4]。机械臂整体精测方案实施流程图如图3所示。
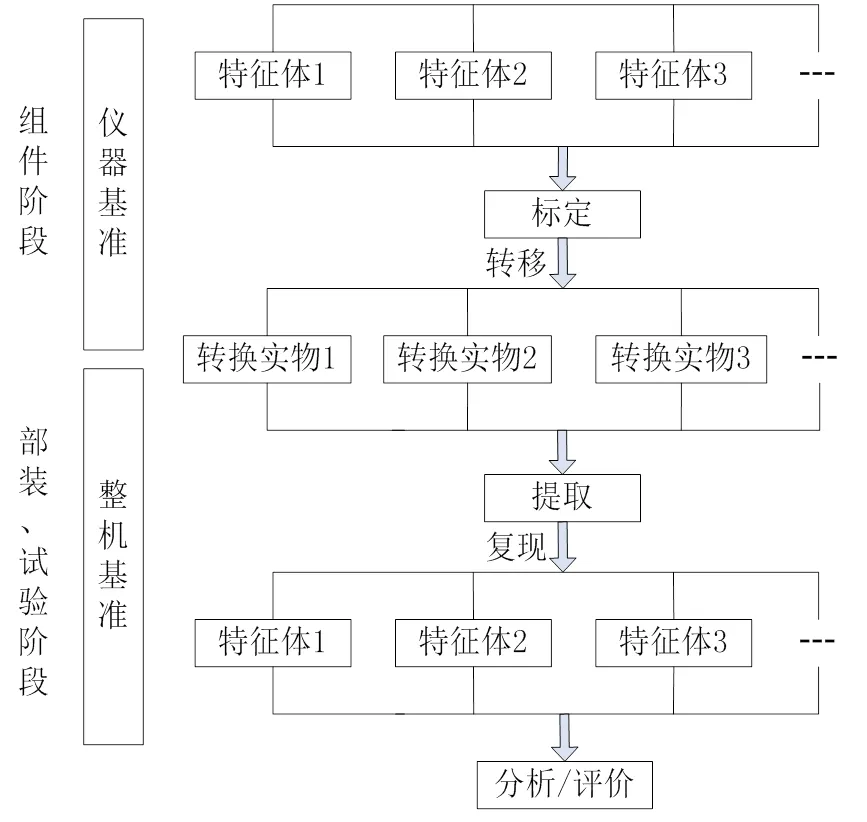
图3 机械臂整体精测方案实施流程图
产品装配、试验阶段,关节和臂杆处于连接状态,精测采样部位完全被覆盖,无法直接实施采样,组件阶段为特征可视阶段,为特征体最佳采样时机,可采用基准转移法将待测特征以合适方式标定至转换基准,后续在装配或试验阶段,综合考虑测量精度、效率、安全性等多项因素,灵活选用适宜手段,从转换基准中提取出需求特征,进行后续处理[5,6]。
机械臂关节、臂杆装配位置关系分别依据关节输出轴线及臂杆固定轴线进行评定,为保证整臂装配、测试过程的可实施性及精测基准的一致性,可在组件阶段将关节输出轴线及臂杆固定轴线引出。关节及臂杆组件基准转移采用三坐标测量机-激光跟踪仪联合标定的方式。
2.1 关节动态输出轴线基准转移
关节于组件状态下进行动态基准轴线的测量和标定。针对关节组件,在关节外壳特定位置布置4~6个静态测试靶座,关节输出轴布置有一个动态测试靶座。首先利用高精度三坐标测量机(精度:0.5µm+/800µm)测量出关节的动态轴线,然后将动态轴线转出到壳体上的测量靶座上,经一次测量转出后,在后续的系统装配、测试过程中不需再次测量其轴线,只需对关节外壳上的部分靶座进行测量,同时根据先前的标定结果即可解算出关节的相应动态轴线位置,进而对其相互位置关系进行评定。关节测点分布如图4所示。
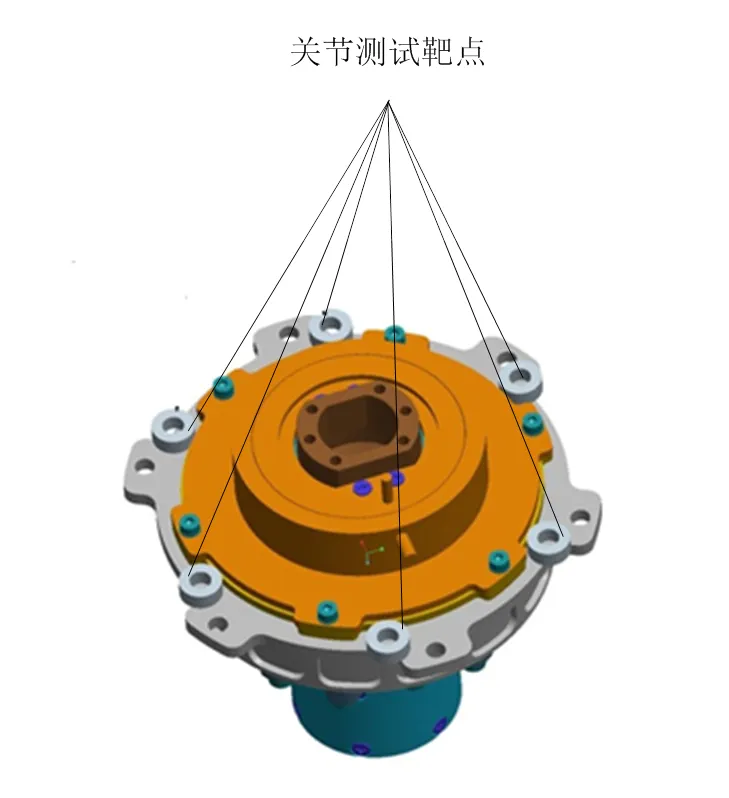
图4 关节测试靶点分布示意图
关节基准轴线转移过程如下:
a. 将关节安装于关节安装支架,关节安装支架压紧于高精度三坐标测量机平台上。
b. 将1件靶座胶结于于关节输出轴端面,将6件靶座胶结于关节外壳,靶座分布范围不小于270°。
c. 三坐标测量机上安装水平测针转接件,直径为3mm的测头安装于转接件上。测针找正,测头测量关节输出轴上靶座内圆柱面及靶座端面,圆柱面轴线投影至靶座端面,得出测点。
d. 驱动器控制关节输出轴进行0°~360°旋转。每旋转15°,则拾取360°/15°=24个测点,测点拟合成圆周,得出圆周圆心。将所有测点拟合成平面,过圆周圆心且垂直于圆周面垂直矢量方向的轴线即为关节输出轴动态轴线。
e. 拾取关节壳体上各靶座内圆柱面轴线投影至靶座端面的测点信息。
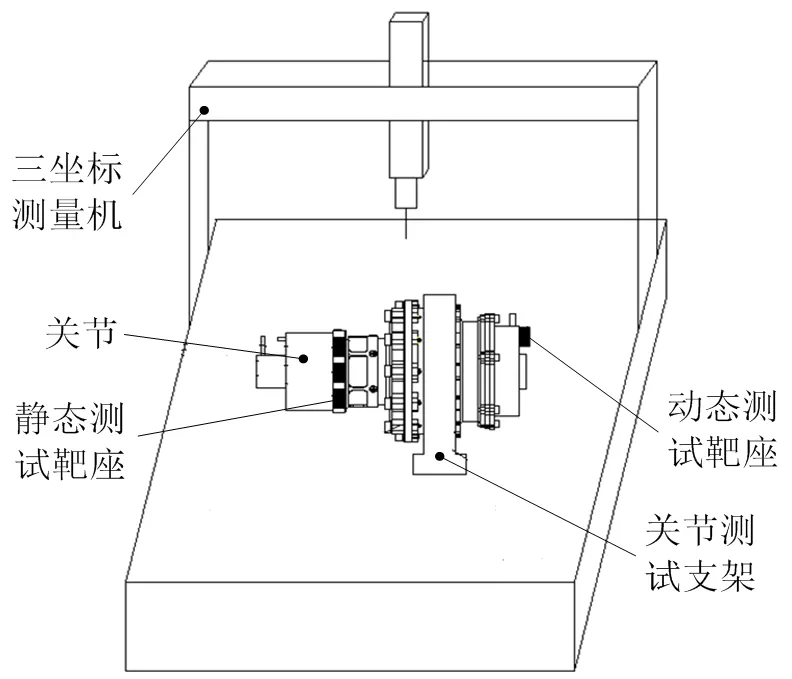
图5 关节动态输出轴线基准转移示意图
f. 数据解算,最终建立关节输出动态轴线与关节外壳上各靶座测点转换关系,部装阶段直接采集关节外壳上各靶座测点,即可复现关节动态输出轴线。关节动态输出轴线基准转移示意图如图5所示。
2.2 臂杆静态轴线基准转移
臂杆于组件状态下进行静态固定基准轴线的测量和标定。针对臂杆组件,在臂杆外部左侧及右侧特定位置各布置3~5个测试靶座,臂杆测试靶座分布示意图如图6所示。首先利用高精度三坐标测量机(精度:0.5µm+L/800µm)测量出臂杆左侧内孔轴线及臂杆右侧内孔轴线,然后分别将臂杆左侧内孔轴线及右侧内孔轴线转出到臂杆上的测量靶座上,经一次测量转出后,在后续的系统装配过程中不需再次测量其轴线,只需对关节外壳上的部分靶座进行测量,整臂部装阶段对臂杆左侧内孔轴线及臂杆右侧内孔轴线做公共轴线即为臂杆公共轴线。

图6 臂杆测试靶座分布示意图
臂杆基准轴线转移过程如下:
a. 分别将8件靶座胶结于臂杆左侧外表面及臂杆右侧外表面(臂杆左侧、右侧各4件),胶结完成后使用记号笔对8件靶座按1#~8#编号;
b. 使用臂杆左侧内孔轴线为轴建立基准坐标系,三坐标测量机分别测量4件测试靶座内圆柱,将测点拟合为圆柱,提取圆柱轴线,将每条圆柱轴线分别投影至各自测试靶座上表面,得到4个测点,记录4个测点在基准坐标系下的三轴坐标。
c. 使用臂杆右侧内孔轴线为轴建立基准坐标系,三坐标测量机分别测量4件测试靶座内圆柱,将测点拟合为圆柱,提取圆柱轴线,将每条圆柱轴线分别投影至各自测试靶座上表面,得到4个测点,记录4个测点在基准坐标系下的三轴坐标。
d. 对臂杆外部测点三轴坐标进行偏置计算,激光跟踪仪拾取外部测点并做公共轴线即为臂杆轴线。
3 装配基准建立及关节零位标定
3.1 总体装配思路
机械臂装配在2m×3mⅠ级铸铁平台上,按机械臂压紧状态进行装配,根据机械臂自身结构特点,将连接接口处于同一平面内的组件划分为单独组份独立装配,其余部组件单独成组份,各组份在模拟墙上进行串联式装配,每个组分装调、测试完成后,依次进行下一组份的装配。
3.2 装配基准建立
对装配模拟墙进行调平,在装配模拟墙上粘贴一系列测试靶座,为保证后续装配时基准的一致性,将装配基准平面转移至测试靶座上,如图7所示。
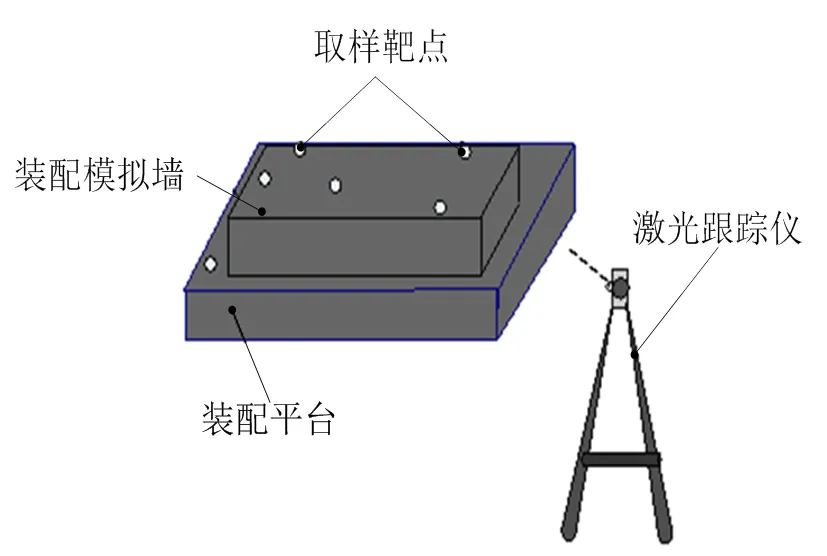
图7 模拟墙基准建立示意图
机械臂部装过程中,通过拾取激光跟踪仪模拟墙上测试靶座即可恢复整臂装配基准。
3.3 关节零位标定
机械臂压紧实施前,需要分别将四个旋转关节旋转为零位状态,方可实施压紧。零位标定是对产品初始装配状态的进一步精调过程。
首先合理选择关节零位标定基准,综合考虑产品结构特点及技术指标,分别选择装配模拟墙侧面、臂杆A轴线、臂杆B轴线、末端采样器中央轴线为肩偏航-肩俯仰-肘俯仰-腕俯仰关节零位标定基准,关节零位标定示意图示意图如图8所示。
分别精测肩俯仰关节输出轴轴线与模拟墙侧面角度、臂杆A轴线与装配基准面角度、臂杆B轴系与装配基准面角度、末端采样器中央轴线与装配基准面角度,关节驱动器控制单关节旋转进行调整,保证精测肩俯仰关节输出轴轴线与模拟墙侧面角度为90°±0.05°、臂杆A轴线与装配基准面角度为0°±0.05°、臂杆B轴系与装配基准面角度为0°±0.05°、末端采样器中央轴线与装配基准面角度为0°±0.05°。即可完成机械臂压紧状态的确定。
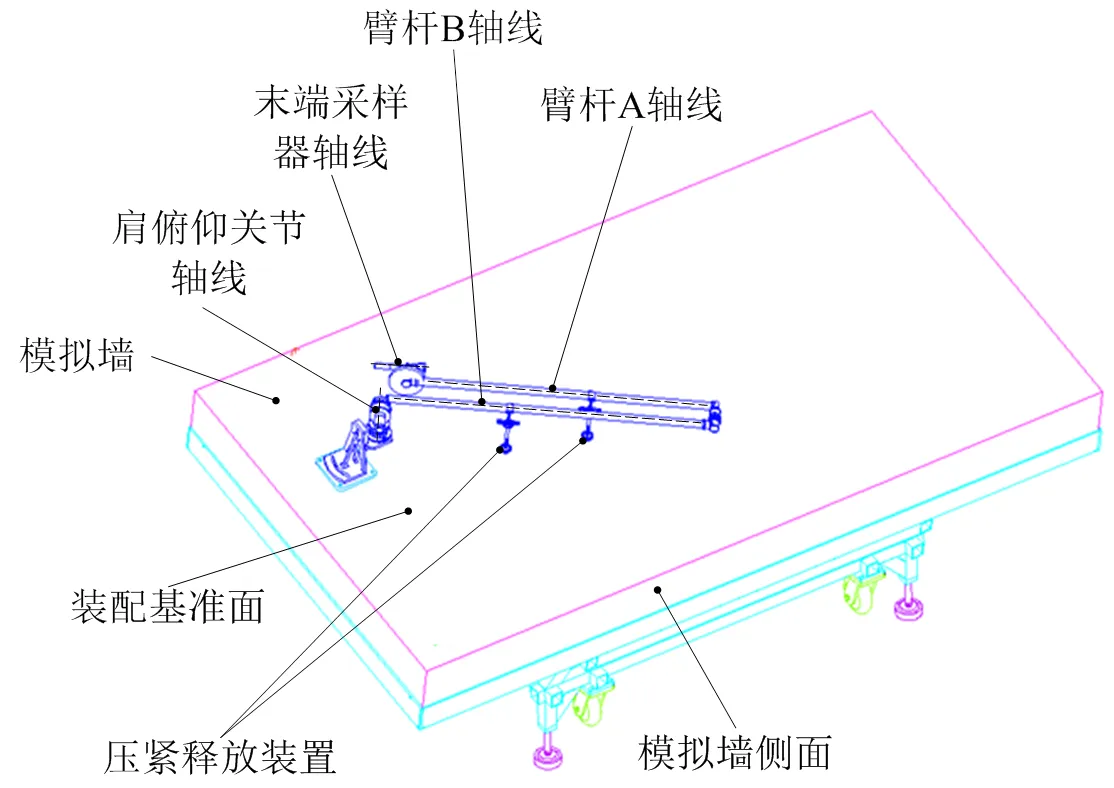
图8 关节零位标定特征示意图
4 立方镜准直及末端定位精度测试
4.1 机械臂立方镜准直
机械臂整臂装配完成后,需对整臂基准坐标系进行立方镜准直,为整臂器上装配提供基准坐标系,立方镜准直采用激光跟踪仪-经纬仪联合标定的方式[7]。立方镜准直过程如下:
a. 在与机械臂基坐标系相对位置固定的肩部偏航关节壳体上粘贴基准立方镜,粘贴位置见图9。

图9 基准立方镜粘贴位置示意图
b. 3台经纬仪通过互瞄和共瞄基尺建立经纬仪坐标系,用转站靶球和4个测点建立经纬仪坐标系与激光跟踪仪坐标系的相互关系。
c. 3台经纬仪共瞄立方镜建立立方镜坐标系,采用激光跟踪仪拾取肩偏航关节测试靶座建立机械臂基坐标系。
d. 通过转站建立的经纬仪坐标系与激光跟踪仪坐标系的相互关系计算出立方镜坐标系相对于机械臂基坐标系的转移矩阵。
4.2 末端定位精度测试
机械臂末端定位精度作为机械臂装配的最终考核指标,对产品功能、性能实现具有重要意义,末端定位精度测试在整臂装配完成后的产品测试阶段实施,在该阶段,产品呈柔性装配状态,不可触碰,否则将造成测量结果失效,因此需采取非接触测量方法完成。
可采用多目标搜索采样法进行机械臂末端定位精度的测试,在产品采样器上待测部位布置若干基准靶座,在机械臂压紧状态(静态)下使用激光跟踪仪对基准靶座相对于采样器坐标系的坐标值标定。末端定位精度阶段,在基准靶座上安装若干个仪器专用测量靶球,手工引导激光束对测量球心予以搜索,合适后仪器自动锁定。采样过程不需要人员触碰产品或测量球,通过得到的系列转换点,解算出特征体位置信息。该方法采样过程为非接触方式,静态下对目标采样,延续了激光跟踪仪单点采样精度高的特性[8,9]。
末端定位精度测试流程如下:
a. 机械臂运动到指定位置;
b. 运动精度测量。发送规划运动指令,控制机械臂运动,对机械臂运动精度进行测量并记录;
c. 运动速度测量。发送规划运动指令,控制机械臂运动,对机械臂运动速度进行测量并记录;
d. 精度指标符合度评价。如果测量结果满足精度指标要求,则再重复步骤b,重复精度测量4次;如果测量结果不满足上述精度指标,则需依据测量结果进行机械臂装调,装调完成后重复步骤b进行定位精度测量。
机械臂运动精度及运动速度测试流程图见图10。
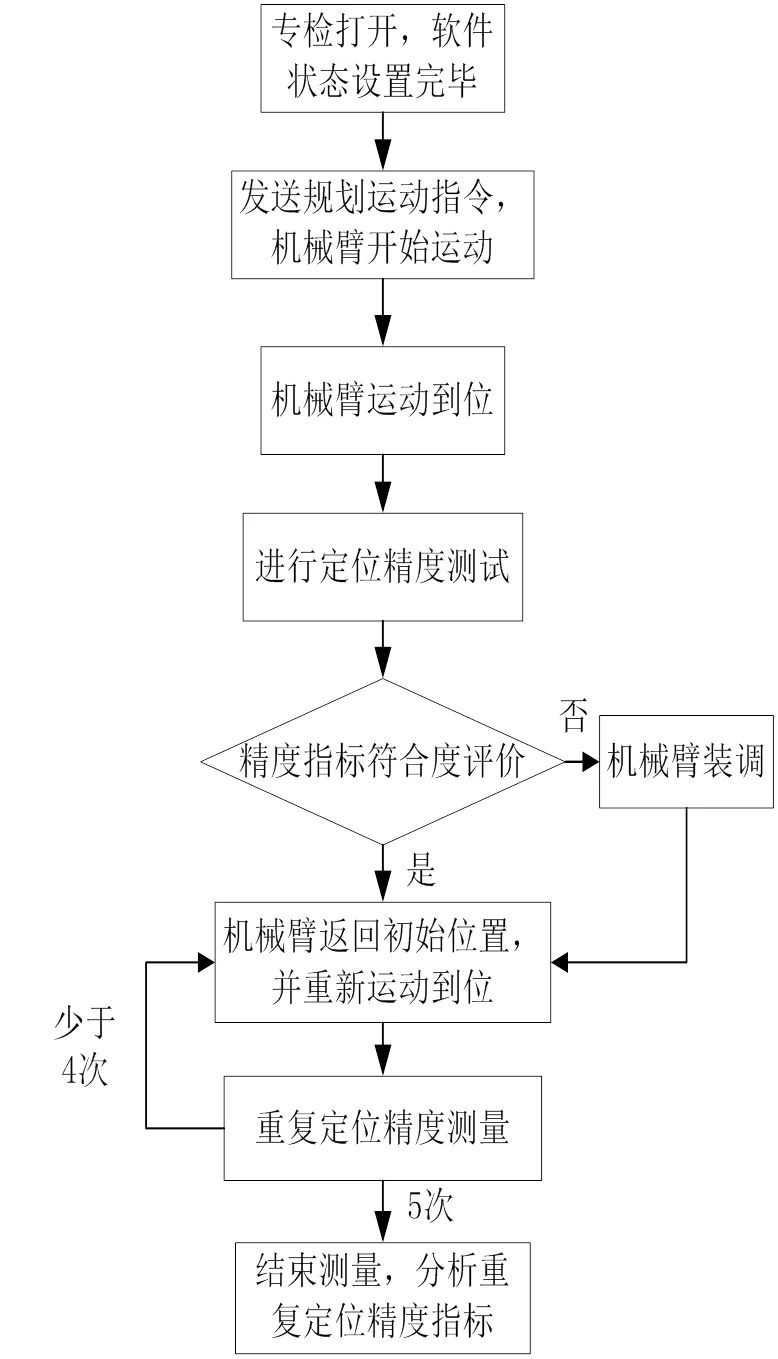
图10 机械臂运动精度测试流程图

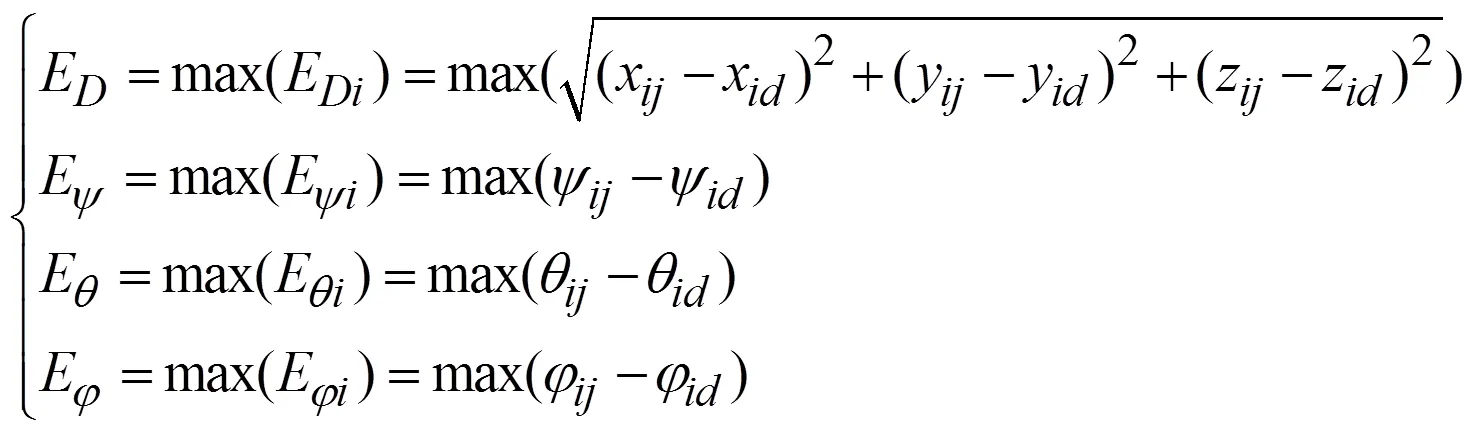
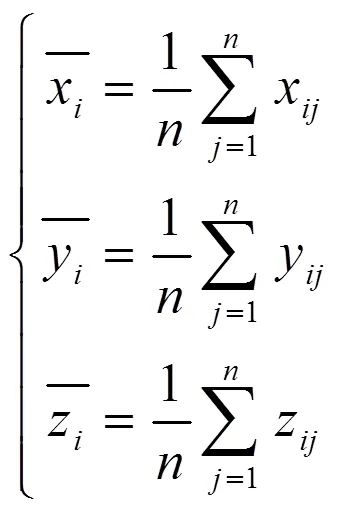
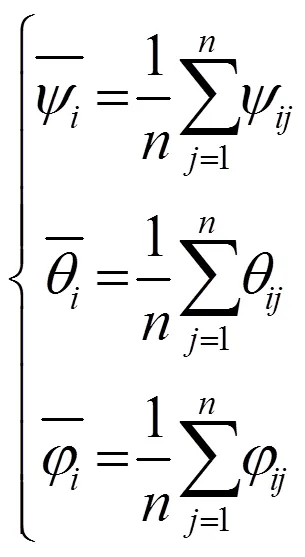
对于于机械臂重复定位/定姿精度,求取多次测量的平均值为:
第个测试点第次测量的相对误差:

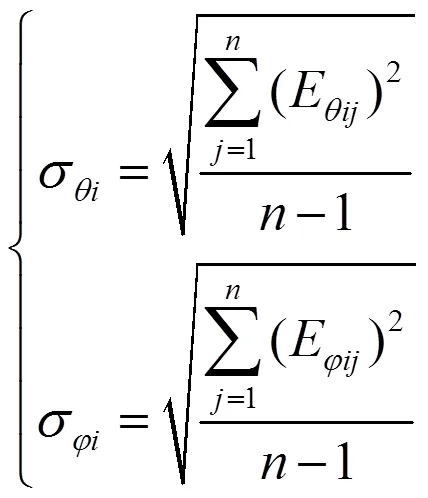
第个测试点的次测量数据的均方根为:
机械臂的重复定位/定姿精度通常表示为形式,可表示为:
其中:=1…,=1…,和分别表示测试点个数和每个测试点的重复测量次数。
5 结束语
通过对四自由度串联式机械臂精度测试过程进行深入分析,可得到如下结论:
a. 机械臂整体精测方案按照特征标定→特征提取→特征评价的实施步骤执行,并通过数据处理可以实现测量数据共享、基准统一,达到整体统一评价目的。
b. 采用三坐标测量机-激光跟踪仪联合标定的方式进行关节、臂杆组件的基准转移及复现,从而解决整臂部装阶段精测采样部位被覆盖的问题,保证部装过程的可实施性及精测基准的一致性。
c. 通过选用装配模拟墙侧面、臂杆A轴线、臂杆B轴线、末端采样器中央轴线作为四个旋转关节的零位标定基准,并将零位标定误差设置为0.05°,可以实现整臂压紧状态的确定。
d. 采用多目标搜索采样法进行机械臂定位精度的测试并对数据进行有效解算,从而实现产品末端定位精度及重复定位精度测试结果的真实、有效。
1 叶培建,邓湘金,彭兢. 国外深空探测态势特点与启示[J]. 航天器环境工程,2008,25(5):403~405
2 林益明,李大明,王耀兵. 空间机器人发展现状与思考[J]. 航天器工程,2015,24(5):1~8
3 Ziegert J, Datseris P. Basic consideration for robot calibration. Proceedings of 1988 IEEE International Conference on Robotics and Auto mation[C]. 1988: 932~938
4 杨凤龙,王国忱,张杰. 面向大型载人航天器的多设备组网测量技术应用研究[J]. 载人航天,2013,19(5):41~46.
5 Mayer J R, Parker G A.A portable instrument for 3-D dynamic robot measrurement using triangulation and laser tracking[J]. IEEE Transactions on Robotics and Automation.1994, 10(4):504~516
6 于成浩,柯明. 基于激光跟踪仪的三维控制网测量精度分析[J]. 测绘科学,2009,29(6):89~92
7 孙汉旭,谭月胜,贾庆轩. 一种基于电子经纬仪的机械臂运动精度测试新方法研究[J]. 仪器仪表学报,2007,28(12):2206~2209
8 Shirnzadeh B. Laser interferometer based automatic tracking for dynamic measurement[J]. Industrial Robot, 1998, 25(1):35~41
9 Newman W S, Osbora D W. A new method for kinematic parameter calibration via laser-line tracking[A]. Proceedings of 2000 IEEE in-ternational Conference on Robotics and Auto-mation[C]. 2000: 160~165
Research on Precision Testing Technology of Four DOF Serial Manipulator
Liu Bo He Pengpeng Zhang Jiabo Wang Kai Zhang Jie
(Beijing Satellite Manufacturing Plant Co., Ltd., Beijing 100094)
Aiming at the key technical diffculties in the precision testing of the four degree of freedom series manipulator, such as the base transfer of the joint and the arm bar component, the zero position calibration, the cubic alignment and the end positioning accuracy test, etc, the corresponding implementation scheme and calculation method are given. The combination of three coordinate measuring machine and laser tracker is put forward to solve the dynamic and static benchmark transfer problem of joints and boom components. Using laser tracker and theodolite to calibrate the whole arm assembly standard. The zero calibration process and solution method of manipulator joints are discussed, the test procedure of the end accuracy of the four DOF manipulator is given, and the terminal location accuracy calculation method is expounded in detail. It provides a technical approach for the accuracy test of multi DOF serial manipulator.
four degree of freedom;series type;mechanical arm;precision test;datum transfer
2018-05-08
刘博(1986),工程师,航空宇航制造工程专业;研究方向:大型空间展开机构集成装配与测试技术。
