浅析降低颗粒剂产品包装剪袋率的控制措施
2018-06-21孙朝英
孙朝英 李 厦
(华北制药股份有限公司新制剂分厂,河北石家庄052165)
0 引言
颗粒剂是将药物与适宜的辅料混合而制成的颗粒状制剂,其主要特点是既可以直接吞服,又可以用温水冲饮,饮用和携带比较方便,药物溶出和吸收速度较快。但是,颗粒剂易潮解,所以其对包装方法和包装材料的要求较高。目前颗粒剂采用的内包装材料是复合膜。由于颗粒剂在生产过程中加入了部分矫味剂、着色剂、芳香剂,可以制备成色香味俱全的药品,增加了病人服药的顺应性,所以在儿童用药中应用广泛。小儿氨酚烷胺颗粒作为非处方药,疗效确切,是治疗儿童感冒的常用药物,也是我车间颗粒剂生产中的一个主要产品。目前生产该产品的厂家很多,市场竞争非常激烈,小儿氨酚烷胺颗粒的生产成本高低直接影响到公司的经济效益。因此,企业势必要提高产品质量,减少生产成本。小儿氨酚烷胺颗粒为四边封包装,我车间用于该产品生产的分装设备为德国麦迪西公司生产的颗粒包装机,该设备在8个通道同时运行的状态下完成制袋、药品计量和入袋、小袋密封、易撕口压印、小袋裁切、双连小袋的连接虚线压制等工序。在分装过程中,采用一整卷复合膜上机的方法,通过探测及控制复合膜边缘位置,实现自动分切,制袋时边缘对齐,无废边。然而,在实际分装过程中,小袋产品常出现外观不合格和装量及装量差异不合格的情况,对不合格产品的唯一处理办法就是将小袋产品的一侧剪开,收集里面的颗粒重新分装,最多一批产品的剪袋率可达到7%,严重浪费人力物力,增加企业生产成本。更重要的是,一旦不合格产品漏检销售至市场,出现质量问题,后果不堪设想。
本文以小儿氨酚烷胺颗粒生产为例,对颗粒剂分装过程中导致产品外观不合格和装量及装量差异不合格的原因进行了研究分析,并提出了相应的解决办法。
1 颗粒剂生产流程
颗粒剂生产流程如图1所示。
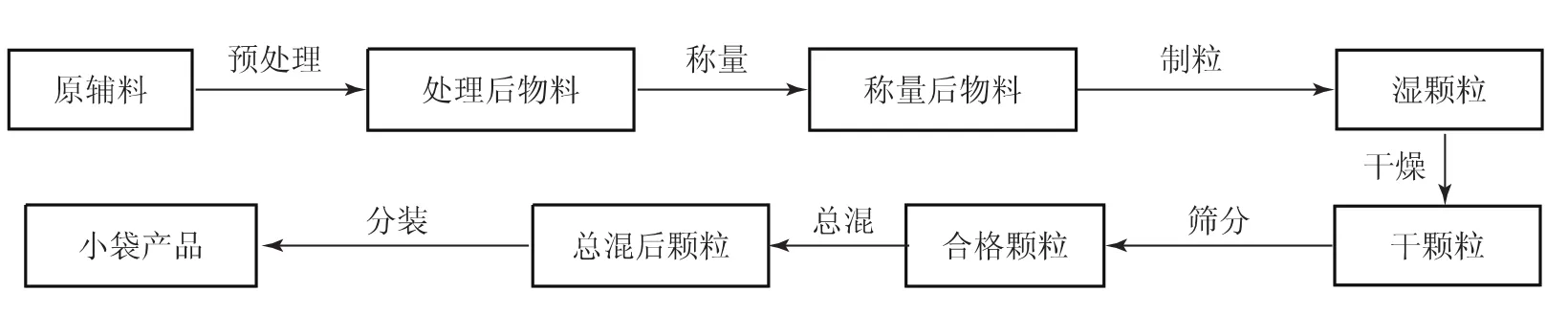
图1 颗粒剂生产流程简图
2 颗粒剂产品外观不合格
2.1 原因分析
2.1.1 产品外观白边宽度超限
当生产过程中使用的复合膜薄厚不一、表面不平整、卷轴两侧松紧度不一致时,会导致分装过程中的复合膜跑偏,设备无法自动纠偏,使得自动分切复合膜时发生偏离,造成压制的小袋产品外观白边宽度超出质量控制范围,复合膜跑偏严重时可能还会出现漏袋产品。
2.1.2 产品漏气
颗粒包装机的小袋密封模具为平板平压形式,可通过调节密封加热板的压力和温度,使其互相匹配,以获得复合膜的最佳密封参数组合。
在实际运行中,如果密封加热板上粘有颗粒未及时清理,而颗粒中含有蔗糖,受热后会粘在加热板上,导致加热板表面不平整,在小袋压合时会出现温度或压力不均匀,造成小袋产品密封不严,漏气。
2.2 解决办法
2.2.1 产品外观白边宽度超限的解决办法
当复合膜跑偏时,及时手动调节纠偏旋钮,使设备能在复合膜的中心线位置进行分切,保证产品外观质量。
若还不能解决上述问题,可更换复合膜。在生产过程中发现复合膜有质量问题,要及时和生产厂家沟通,协助厂家进行工艺改进,提高复合膜的质量。
2.2.2 产品漏气的解决办法
在生产过程中,定期对密封加热板进行检查,发现加热板表面有污迹时,及时清理,确保密封加热板的清洁,保证小袋压合过程中加热板的温度和压力均匀,避免漏气现象发生。
3 颗粒剂装量及装量差异不合格
3.1 原因分析
颗粒包装机的药品计量方式为体积法计量,采用独特的可调式活塞量杯结构,通过调整机构的螺旋杆的旋转圈数来改变活塞在计量腔内的行程,从而调节计量体积,快速实现一定范围内不同计量规格的变化,以适应药品密度发生变化时的装量随机调节,或调节后用于其他装量规格产品的生产。
3.1.1 设备磨损
颗粒包装机在运行时,计量活塞和计量杯相互摩擦造成磨损,活塞和计量杯之间产生缝隙。在连续生产多批次产品后缝隙中会留有细粉,导致计量活塞行程受阻,计量杯内的物料不能全部入袋,造成产品装量及装量差异不合格。
3.1.2 中间产品细粉多
中间产品中的细粉较多,颗粒大小不均匀,导致颗粒密度不均一,直接影响到每个计量杯中颗粒的重量,造成产品装量差异较大,超出控制范围,成为不合格品。
3.2 解决办法
3.2.1 设备磨损的解决办法
为减少计量活塞和计量杯之间的缝隙中的残留物料,在连续生产过程中,每生产三批后拆下计量机构和下料机构进行彻底清洁,将残留物料清理干净。清洁结束后,将计量机构和下料机构安装到颗粒分装机上,重新生产。
3.2.2 产品细粉多的解决办法
为减少中间产品中的细粉,保证颗粒大小均匀、密度均一,在颗粒配料工序中应提高对颗粒的粒度要求。在分装过程中发现细粉较多、颗粒不均匀时,可用不锈钢料铲均匀搅拌中转桶中的中间产品,再上料至颗粒包装机中,并增加在线检查频率。当产品装量发生快速变化时,应及时调整装量,控制装量及装量差异在合格范围内。
4 效果分析
通过采取以上措施,小儿氨酚烷胺颗粒在分装过程中的剪袋率明显降低,我们分别抽取了问题解决前后生产的连续3批产品,对其生产过程中的剪袋率进行了统计、对比,结果如表1所示。
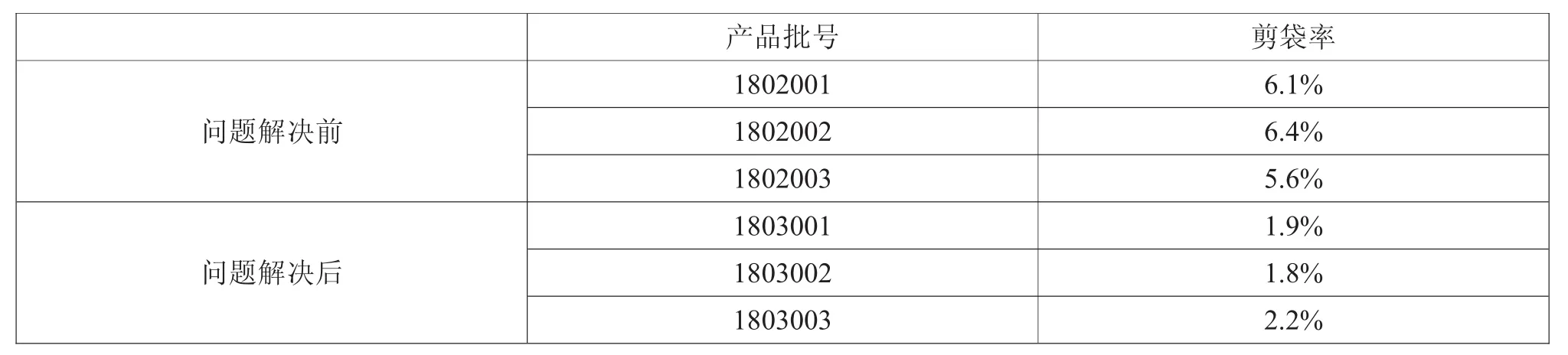
表1 问题解决前后连续3批产品分装过程中的剪袋率统计
通过表1可以看出:采取控制措施后的产品剪袋率由6%左右降低至2%左右,有效地提高了产品质量和一次封装合格率,减少了返工,降低了产品生产成本。
5 结语
对于颗粒剂生产企业而言,降低产品剪袋率,提高产品质量,减少生产成本,是一个长期且艰巨的任务。
针对以上解决办法,我们修订了相应的工艺文件,在文件中明确规定了设备各部件的清洁周期、清洁方法和清洁标准,重新制定了中间产品的粒度要求,并对相关岗位人员进行了培训,力争生产出更优质的产品,同时更有效地控制生产成本,提高企业的经济效益和市场竞争力。