挤出滚圆工艺及其设备选型要素探析
2018-06-21文中华
文中华
(重庆力谱制药机械有限公司,重庆401120)
0 引言
挤出滚圆工艺以其工艺稳定、生产量大、质量可靠的优点,被越来越广泛地应用于医药、化工、饲料、食品等行业,已成为微丸生产的主要工艺之一。但是,挤出滚圆工艺受配方及设备的影响较大,要想得到较好的挤出滚圆生产系统,除了配方精良以外,选择正确的生产设备及生产工艺至关重要。
1 挤出滚圆工艺所用设备
1.1 挤出机
挤出机是将混(捏)合好的软材经挤压后通过模板变成条状物料的设备。挤出机的种类有很多,和挤出滚圆工艺相关的设备主要有:单螺杆挤条机、异向相切型挤条机、异向啮合型挤条机、同向啮合型挤条机、旋压制粒机、摇摆制粒机、柱塞式挤出机等。我公司最新开发的一种温升低、挤出孔小、生产量大的行星辊轮旋压制粒机,是一种比较理想的挤出设备。
1.1.1 挤出机分类
按照工作原理不同,挤出机可分为动压挤出机和静压挤出机。其中,动压挤出机的挤出压力是脉动压力,依靠瞬间压力将物料挤出模板变成条状物料;静压挤出机是靠静压力将物料挤出成条。动压挤出机可通过一定的方式转换为静压挤出(螺杆类)机,以提高挤出物料出料的均匀性,特别适用于中药制丸等需要出条均匀的场合。
按照挤出压力高低不同,挤出机可分为高压挤出机和低压挤出机。其中,高压挤出机的挤出压力高,挤出孔板的长径比大,可得到高致密度的条状物料;低压挤出机的挤出压力低,挤出孔板的长径比小,挤出的物料较为疏松。
医药生产行业一般使用低压挤出机,挤出设备的选用应该根据物料的性质而定。
1.1.2 挤出机选型要素
在选用挤出机时,常根据物料的挤出滚圆工艺进行选择,本文从以下几个方面进行讨论:
1.1.2.1 黏性
高黏性物料的挤出性能好,但需要较大的挤出压力,最好采用单螺杆挤出机,产量小的场合也可用柱塞式挤出机;低黏性物料,如含油脂的物料、含蜡质的物料,或高含水率的物料,必须使用同向啮合双螺杆挤出机;黏性适中的物料,一般挤出机均可胜任。
1.1.2.2 含水(液)率
通常含水率在25%~30%的为一般物料,高于该含水率的物料称为高含水(液)率物料,低于该含水率的物料称为低含水(液)率物料。
含水率低,往往导致软材的流动性不好,挤出需要很大的力量,可选用单螺杆挤出机或异向啮合双螺杆挤出机;含水率很高,物料易打滑,只能用同向啮合双螺杆挤出机;含水率一般的物料,可根据情况选用其他挤出机。
1.1.2.3 热敏性
以耐热50℃为热敏性界限,低于此界限的为热敏性物料,其余为正常物料。单/双螺杆挤出机的挤出过程中会产生较大热量,不适用于热敏性物料的挤出,这时最好使用旋压制粒机,其中的行星辊轮旋压制粒机最为适合。
1.1.2.4 软化点
以耐热60℃为软化点界限,低于此温度发生软化变软的物料为低软化点物料,其余为正常物料。低软化点物料在挤出时会升温软化,在螺杆挤出机中,除同向啮合双螺杆挤出机外,均不能正常工作,可采用同向啮合双螺杆挤出机、柱塞式挤出机、普通旋压制粒机、行星辊轮旋压制粒机等设备。
1.1.2.5 塑性
采用干粉摩擦系数大的、与液体结合不好的物料(特别是无机盐类)得到的软材一般塑性不好,挤出过程中很容易因为摩擦升温影响挤出效果。对于这种物料,螺杆挤出机均不适合(磨损大,会引起极大温升),最好采用摇摆制粒机、普通旋压制粒机、行星辊轮旋压制粒机等。
1.1.2.6 致密性
为得到高致密性的物料,可使用高压螺杆挤出机等;为得到较为疏松的物料,可采用旋压制粒机、摇摆制粒机等。
1.2 行星辊轮旋压制粒机
现有的挤出设备主要有螺杆类挤出机、旋压制粒机、摇摆制粒机这几类。其中,螺杆类挤出机温升高,使用受到极大限制;旋压制粒机产量大,温升低,但不适用于大型化生产,且使用寿命有限;摇摆制粒机筛网易坏,挤出产物疏松、粉末多,基本不能满足挤出滚圆工艺需求。
我公司研究人员通过分析各种常用制粒机的特点,发现旋压制粒机的筛篮式挤出产量大,但其挤压部件效率低;而饲料环模制粒机的挤压部件效率相当高,其关键就在于用辊轮代替刮板,变滑动摩擦为滚动摩擦,生产量大。经过技术人员的不断改进,最终研制成功了专利产品——行星辊轮旋压制粒机。
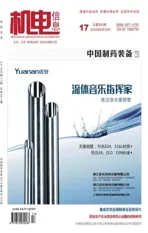
1.2.1 工作原理
行星辊轮旋压制粒机原理如图1所示。行星轮安装在行星架上,与挤出网板内壁紧贴在一起。行星轮随行星架公转,同时行星轮作自转运动。这两个运动都是由齿轮传动机构强制驱动,不存在打滑现象。物料进入设备,受行星轮的碾压作用,迅速由挤出网板挤出成条状颗粒。

图1 行星辊轮旋压制粒机原理
1.2.2 结构优势
(1)辊轮与挤出网板紧密贴合,且辊轮自转与公转线速度一致,不存在打滑现象,为纯滚动摩擦;(2)挤出孔板外面有加强层,挤出孔板不会变形,使用寿命长;(3)挤出孔板采用夹紧式结构,无需焊接,安装、维护方便;(4)可采用标准冲孔板,不需要焊接打磨,损坏后可自行更换,运行费用低。
1.2.3 运行优势
(1)挤出效率高,能耗低;(2)标准冲孔板,下料简单,冲孔板可以自己采购,配件消耗极低,节约大量配件费用。
1.2.4 特点
1.2.4.1 控制挤出升温
因为酶制剂等行业所用的物料具有热敏性特点,一般不能超过40℃,而一般的挤出机发热严重,显然不适合。而行星辊轮旋压制粒机无物料输送过程,辊轮直接碾压挤出,升温低,溶剂不易挥发。
水冷式行星辊轮旋压制粒机(图2)的具体温度控制措施:(1)该机传动箱及挤出端头有冷却夹层,可通入冷却水进行冷却。(2)该机旋压辊轮内部可通入冷却水,能有效降低挤出温度。(3)该机安装有温度传感器,用于检测挤出物料的温度,并根据温度的高低,控制进料速度和挤出速度,以确保温度不会过高而损坏物料。若物料温度过高,超过设定值,设备会自动停机并报警。
1.2.4.2 产量大
(1)该机不存在滑动摩擦,可以高速运行而不影响挤出效果;(2)该机挤出面积大,挤出孔多,挤出网板360°周向出料;(3)挤出辊轮与挤出筛网之间基本为零间隙,对物料的挤压作用极强,物料与辊轮接触即被强制碾压挤出,不存在物料在设备内长时间不能挤出的情况。以上特点使得该机优于其他挤出机,经实际检测,挤出效率比普通螺杆挤出机高50%~200%。
1.2.4.3 小孔挤出
要想物料顺利挤出小孔,必须设置极高的动压挤出压力。螺杆类挤出机和普通旋压制粒机的挤出部分与挤出板均存在较大间隙,依靠挤出部件与物料间的摩擦力而形成和孔板间的挤出力,由于物料较软,挤出力一般不大,若孔径小于0.5mm则很难挤出。而该机的挤出辊轮与孔板贴合紧密,基本为零间隙,而且辊轮与孔板之间为纯滚动,可设置极高的挤出压力,最小挤出孔径可达0.1mm。
1.2.4.4 广泛的物料适应能力
该机的挤出部位均采用机械传动,对物料的摩擦依赖性小,各类物料均能顺利挤出。
1.3 离心滚圆机
挤出机得到的条状物料在离心滚圆机内随转盘高速旋转,在滚圆机内存在以下几种力的作用:物料与转盘间的摩擦力、物料之间的摩擦力、物料与筒壁的摩擦力、滚圆齿对物料的切断力。物料被切断后,在几种摩擦力的作用下,物料既做公转运动,自身也做自转翻滚运动,使得软的条状颗粒最终球化成球形微丸。
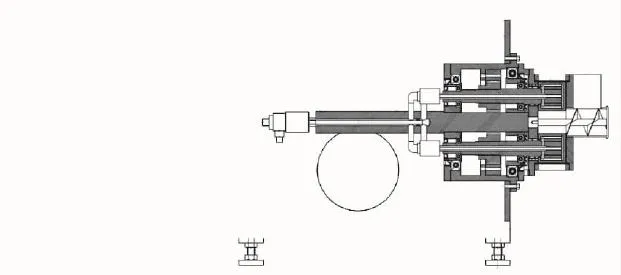
图2 水冷式行星辊轮旋压制粒机
离心滚圆机的关键在于滚圆盘,滚圆盘的关键在于切断齿的形状。滚圆盘齿的种类繁多,常用的有四棱台型方格齿、斜四面体尖齿两种。其中,方格齿(图3)是比较通用的切断齿,适用于物料不是很紧密、黏性不是很大的物料;尖齿(图4)的切断能力强,适用范围广,能有效切断并球化高黏度物料。
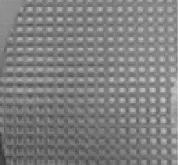
图3 方格齿

图4 尖齿
1.3.1 离心滚圆机的选用原则
1.3.1.1 高黏度物料
选用尖齿滚圆盘,转盘速度要快,以达到切断物料并使其成丸的目的。
1.3.1.2 一般物料
采用方格齿滚圆盘,方便成丸而且不会产生太多细粉。
1.3.1.3 与水分结合力弱的物料
在离心力的作用下,水分会渗透到物料表面形成粘连,要求滚圆机上有添加干粉防粘的设施。
1.3.1.4 润湿剂易挥发的物料
乙醇等易挥发物料作为润湿剂,在滚圆机中易失去液体,造成物料干燥无法滚圆,要求滚圆机上有喷液设施,并密闭运行。
1.3.2 离心滚圆机的使用注意事项
1.3.2.1 分段的速度控制方式
在滚圆过程中,条状物料进入滚圆机进行切断,进而球化成丸,最后抛光。其每一阶段需要的速度及时间是不一样的,可设置多段速度及时间,以达到最优的滚圆效果。
1.3.2.2 多级串联组合方式
在大生产过程中,为提高生产效率和成丸效果,可设置多级滚圆串联作业,每一阶段滚圆可使用不同的齿盘,设置不同的滚圆速度和时间,以达到快速切断、球化、抛光的目的。
1.3.2.3 提高圆整度
有些物料成球性能不好,可加入研磨球,增强物料变形能力,提高圆整度。
1.3.2.4 防止滚圆过程中粘连
有些物料滚圆时液体会在离心力作用下渗透到微丸表面引起粘连,可增加干粉送入设施,保证滚圆过程中微丸表面保持干燥。另外,对吸潮物料,应保证环境的低湿度要求。
1.3.2.5 防止滚圆过程中液体快速挥发
对采用乙醇等有机溶剂润湿的物料,操作环境应保持恒温恒湿,避免溶剂过快挥发,影响滚圆效果。滚圆过程中可增加喷枪喷入适量溶剂,保证微丸的湿润程度,以便于成球。
1.3.2.6 滚圆机增加高速切刀
(1)适用于高黏度物料,帮助将物料切断;(2)有些用户需要得到极细的微丸颗粒,可使用高速切刀将物料打碎,进而球化。
1.3.2.7 热熔滚圆
对某些低熔点物料,可在滚圆机夹套内通入热水(油)对物料进行加热。同时,吹入热风,保证物料在易变形区域的温度,以达到变形成微丸的目的。
1.3.2.8 增加清盘装置、刮壁装置
滚圆过程中的滚圆盘不可避免地会粘附物料,盘齿不再起作用,这时应及时清理滚圆盘。清理方法:采用高压气刀和高压水刀。清理过程可自动进行,由相关程序控制即可。
2 挤出滚圆系统的设备配置
2.1 实验系统
实验系统的挤出滚圆设备配置,可根据一次投料量来进行选择。一般来说,一次投料量在100g以下的,可选用迷你型挤出滚圆设备;一次投料量在500g以下的,可选用RE-150行星辊轮旋压制粒机(图5)和R-250离心滚圆机(图6)的挤出滚圆组合。
图5 RE-150行星辊轮旋压制粒机

图6 R-250离心滚圆机
2.2 中试系统
对于投料量在20~100kg/h的中试系统,推荐选用RE-250行星辊轮旋压制粒机(图7)和R-500离心滚圆机(图8)的挤出滚圆组合。

图7 RE-250行星辊轮旋压制粒机

图8 R-500离心滚圆机
2.3 生产线配置
2.3.1 系统组成
挤出滚圆系统是包含粉料输送、粉料计量、液体计量、湿法混合、软材输送、挤出成条、滚圆、干燥、筛分等完整流程的系统,系统组合方式多样,可根据不同物料性质、不同质量要求进行相应取舍。
2.3.2 全自动挤出滚圆生产线
全自动挤出滚圆生产线所用设备如图9所示。
(1)软材制备:在湿法混合制粒机内将粉料与液体混合成软材;(2)挤出:制得的软材放入螺旋送料机,再匀速加入挤出机,挤出成条;(3)计量:挤出的条状物料由计量料仓收集,达到一定量后放入离心滚圆机;(4)滚圆:条状物料在离心滚圆机内切断球化成微丸;(5)设计全自动挤出滚圆生产线时,每台设备都应考虑其工作的连续、稳定性,尽量不要出现堵料等情况。
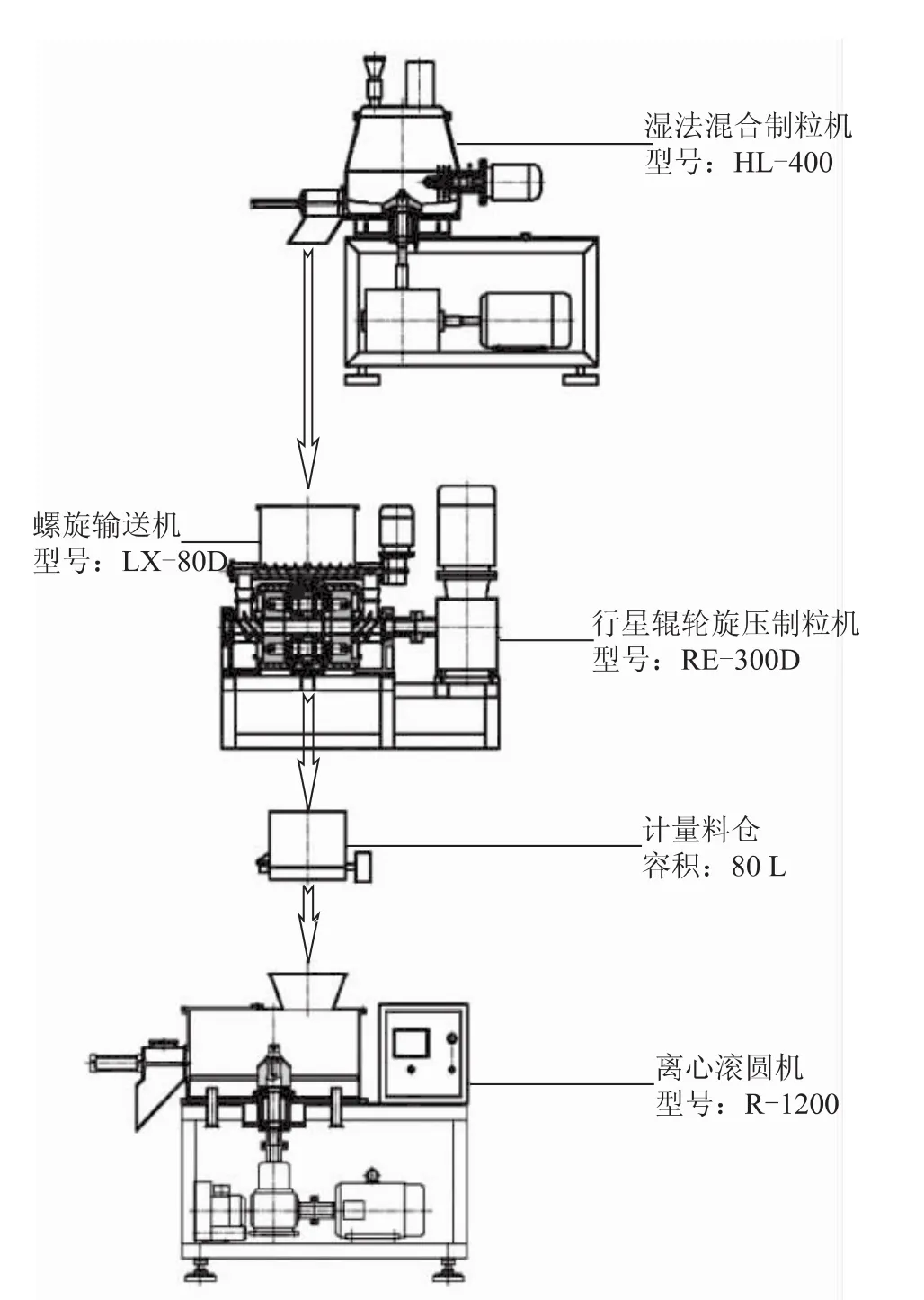
图9 全自动挤出滚圆生产线
2.3.3 其他
与全自动挤出滚圆生产线配套,可在其前段引入配料系统、输送系统、粉碎系统等设备;在其后段添加干燥设备、筛分设备,使之形成完整的生产流程,能够直接生产出合格的产品。
3 特殊物料的挤出滚圆工艺
3.1 高黏度物料的挤出滚圆工艺
高黏度物料是挤出滚圆生产中难度最高的物料,通常高黏度物料不能使用挤出滚圆工艺。但是,我公司经过充分的实验,结合其他行业的挤出制粒工艺,开发出了一套用于高黏度物料的挤出滚圆工艺,其流程如图10所示。
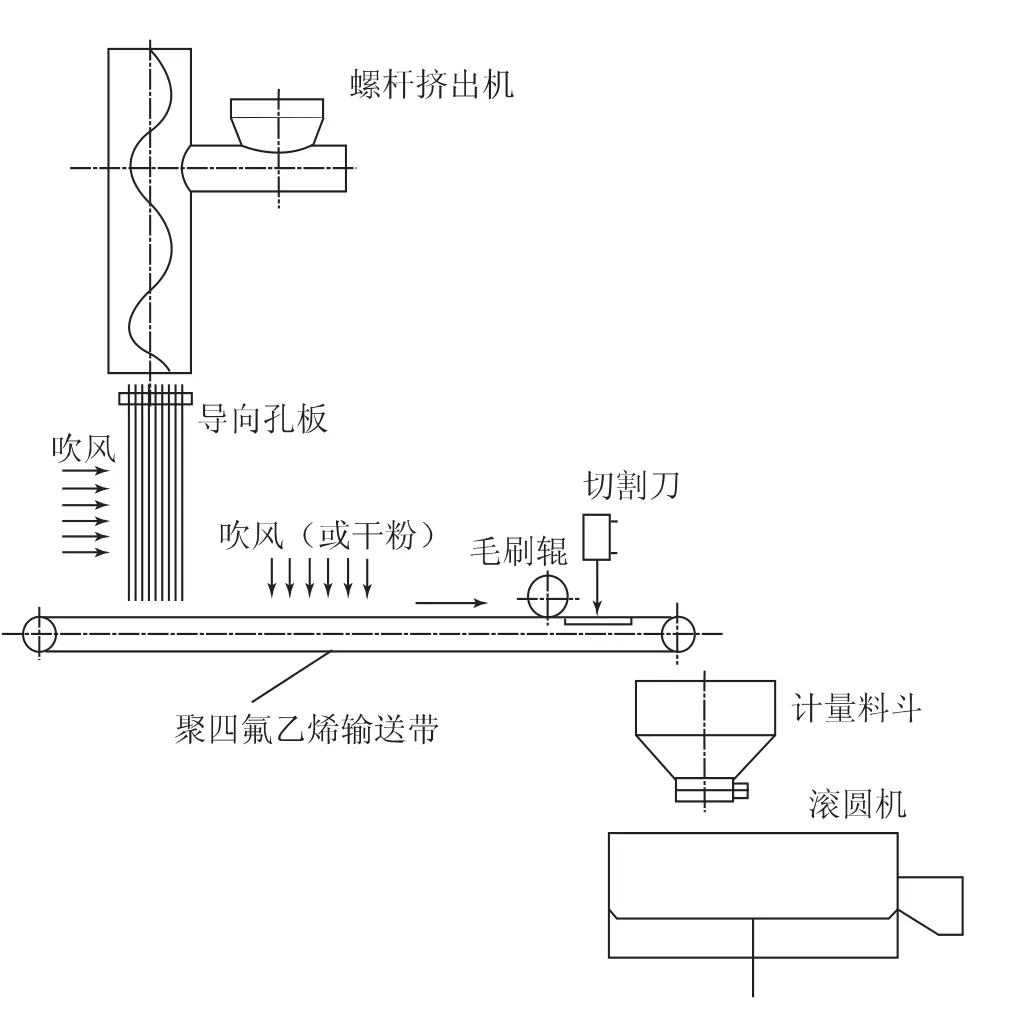
图10 高黏度物料的挤出滚圆工艺流程示意图
3.1.1 工艺方法1(预切撒粉滚圆)
3.1.1.1 混合
若采用普通混合机,液体与干粉不易混合均匀,因此,可采用捏合机进行混合,也可使用螺杆挤出机反复挤压(炼药),使液体与干粉充分混匀。
3.1.1.2 挤出
高黏度物料需用压力高的挤出机,如柱塞式挤出机、螺杆挤出机等,在高压力下能较好地成型。高黏度物料挤出后极易粘在一起,因此,挤出孔的排列很关键,只能平行排列,使挤出物料不会交叉,挤出后的物料需由不粘物料的输送带输送出去。
输送过程中需吹风或表面喷洒干粉,以达到表面不粘连的目的。
黏性很大的物料可用切刀切成均匀的颗粒,然后滚圆,黏性不是很大的可直接滚圆。
3.1.1.3 滚圆
和常规物料的滚圆不同,黏性物料的滚圆要求滚圆盘上的切割齿要锋利,转盘速度要快,以达到将物料切断球化的目的。滚圆盘有两个作用:上面布满的尖齿实际上是切断刀,将条状物料切断;旋转形成的摩擦力带动物料做翻滚运动,最终球化成丸。
3.1.2 工艺方法2(二次造粒)
对于有些黏性物料,流化床或湿法混合制粒机可先喷入少量的液体润湿成小颗粒,稍微干燥一下,再与液体混合成软材。经此操作,物料黏性大为降低,挤出滚圆工艺得以顺利进行。
3.1.3 工艺方法3(表面改性)
用适合的表面改性材料,将黏性粉末进行表面改性,使其不再具有强黏性,然后再按照常规挤出滚圆操作方式进行挤出滚圆即可。
3.2 热敏性物料的挤出滚圆
酶制剂、菌类以及一些特殊物料均具有热敏性,温度稍高就会失去活性。控制热敏性物料的挤出滚圆温度是关键。因此,合理选择挤出机是该工艺能否顺利进行的决定性因素。
螺杆类挤出机的输送是依靠摩擦力来进行的,存在漏流的情况,发热在所难免,即使加上冷却设施也无多大效果,是不可取的。对于热敏性物料来说,可采用摇摆制粒机、旋压制粒机、行星辊轮旋压制粒机。行星辊轮旋压制粒机是该类物料的最佳选择,该机以辊轮碾压为主,摩擦力作用少,温升最低。
用于热敏性物料的挤出滚圆设备均应作降温处理,湿法混合制粒机应做双层夹套,混合作业时通入冷却水进行冷却;输送软材的螺旋送料机也应做夹套,通入冷却水降温;挤出机是最易生热的设备,选用带冷却功能的行星辊轮旋压制粒机,配合严格的温度检测,可保证挤出温度在40℃以下;滚圆机也做双层夹套,通入冷却水降温。
另外,混合时采用低温液体黏合剂进行混合,是保证物料加工质量的有效措施。低温液体的温度以保证工作时设备外壳不结露为准(即控制在露点温度以上)。
3.3 润湿剂易挥发物料的挤出滚圆
医药行业中经常用到乙醇等有机溶剂作为润湿剂。有机溶剂易挥发,要求混合、挤出、滚圆工艺速度要快,升温要低,整个系统要密闭运行,以防溶剂挥发造成物料干燥无法滚圆。
混合机最好采用全密闭的高速湿法混合制粒机或连续混合机,混合速度快,密闭运行。为避免升温造成溶剂挥发,挤出机最好采用全封闭的行星辊轮旋压制粒机;滚圆机也要全密闭,而且要配置喷液枪,滚圆时可以适当补充液体以利于成球。
3.4 水分易渗出物料的挤出滚圆
很多无机物、矿物质原料与水分的亲和力不强,在挤出及滚圆时均易渗到物料表面形成粘连。对于这种物料,混合是关键。普通混合方式虽然很快就能混合均匀,但一经挤出,水分马上就渗透出来。若用槽型混合机、湿法混合制粒机等进行混合,应将混合时间延长,使水分与干粉充分揉捏均匀。最好采用捏合机进行捏合处理,以达到最好的混合效果。这种物料最好不要采用高压挤出机,易渗出水影响挤出效果。此外,此类物料摩擦系数比较大,螺杆类挤出机易引起极大升温。因此,此类物料采用摇摆制粒机、旋压制粒机比较合理,最好使用行星辊轮旋压制粒机。滚圆时,为防止水分渗出物料产生粘连,需增加加粉设施,少量干粉即可让微丸表面干燥,不易结块。
4 结语
本文介绍了各种挤出滚圆工艺所用的设备,分析了多种物料适用的挤出滚圆工艺,简要阐述了挤出滚圆工艺中的实验系统、中试系统、大生产自动生产线的设备选型,对拟采用这一工艺进行生产的相关企业具有极强的指导意义。
[1]孔令超,潘家祯,崔宁,等.制备中药微丸的挤出-滚圆工艺研究[J].机械工程师,2003(2):24-27.
[2]潘家祯,孙晓明,朱大滨,等.用挤出滚圆法制造球形微丸微粒的基本方法和设备[J].化工进展,1998,17(3):44-46.
[3]潘家祯,孙晓明,朱大滨,等.挤出滚圆法制备药用微丸:Ⅰ.设备的工作原理及特点[J].中国医药工业杂志,1998,29(8):378-380.
[4]范家巧.粉体成型高效自动生产线的研究开发[J].机电工程技术,2001,30(2):21-22.
[5]文中华.全自动挤出滚圆微丸系统的流程与特点[J].机电信息,2009(8):55-57.
[6]余艳宏,陆文亮,李佳佳,等,粉体表面改性技术改善中药浸膏粉流动性的研究[J].中国中药杂志,2014,39(23):4590-4595.
[7]邵婷.用挤出滚圆法制备球形微丸的某些关键问题研究[D].上海:华东理工大学,2008.