汽车线束端子连接可靠性技术研究
2018-06-07苟荣非毛叶平毛国军
苟荣非,蔡 恒,王 强,毛叶平,毛国军
(重庆长安汽车股份有限公司 长安汽车工程研究院,重庆 401120)
随着汽车信息化、智能化需要日益增长,车用电子电器功能不断增加,各系统之间的交互也越来越密切。随之而来的是汽车线束连接功能复杂程度的增加,其中小电流连接回路的增加最为突出,对端子连接可靠性提出更高的要求。目前行业内对端子连接可靠性技术的研究主要集中在端子本身的设计及制造领域,从端子应用和故障分析角度对端子连接可靠性研究还相对较少。汽车线束工程师在端子连接可靠性故障分析中缺少理论研究支撑。本文通过端子镀层防护、反向应力衰减、压接可靠性3个方面,结合理论数据和试验验证结果,对端子连接可靠性的失效因子进行分析,并提出在实际应用中提升端子连接可靠性的设计方法和验证手段,具有较强的实际应用价值。
1 端子镀层防护
由于金属与空气中的氧接触会产生化学变化,生成金属氧化层,所以为确保端子连接部位保持稳定的接触电阻,防止端子氧化、腐蚀,端子表面都会设置镀层进行保护。目前行业内使用的镀层材质有锡(Sn)、银(Ag)、金(Au),由于价格差异巨大,采用镀锡的方式最为普遍。各种镀层材质的特性对比见表1。镀金材质的端子由于其耐腐蚀性、耐磨性能强的优势,在发动机上布置的零件或其它重要零部件上被大量应用。
端子镀层保护主要体现在保持镀层自身稳定性和减少接触点摩擦所导致的镀层磨损。
对于端子的镀层,往往认为镀层越厚,其抗氧化性能越好,所以在端子设计过程中,会错误地将镀Sn层加厚。殊不知由于Sn很软,Sn层越厚,经过微振动后很容易被刮损,产生大量的磨耗粉,增加接触电阻。通过振动试验表明,厚的Sn层比起薄的Sn层端子,其微振动后基材更易裸露形成氧化物,就更容易发生接触阻抗增加的现象。
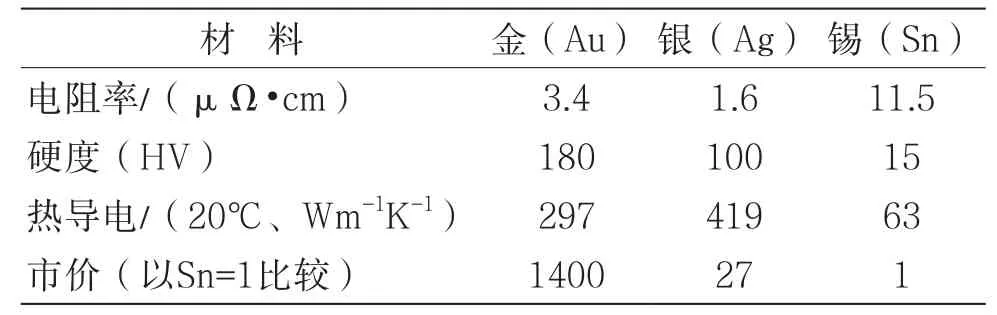
表1 各种镀层材质的特性对比
为抑制Sn的微振动磨耗,Sn层厚度控制在1μm以下为宜,且以Sn和Ni的2层电镀(Ni打底镀Sn)的应用较普遍,但又存在Ni会向表面扩散,形成Ni-O氧化物,造成接触阻抗增加,引起接触不良。为了抑制Ni的扩散,通过研究表明,使用3层电镀方式(图1),即在Sn与Ni之间加入Cu-Sn合金层,可以有效抑制Ni扩散,对基材起到良好的保护。
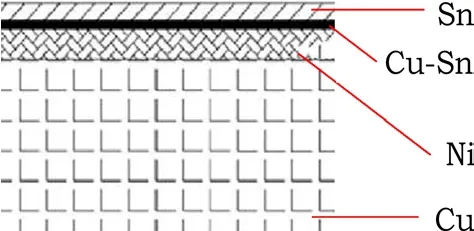
图1 3层电镀示意图
相对于公、母端子微振动所带来的镀层磨损较缓慢而言,护套间隙过大和端子晃动所带来的端子间的磨损,对端子镀层造成的影响更直接。通过不同间隙护套进行加速振动试验(振动加速度40 g;振动频率100~400 Hz)可以发现:护套间隙越大,对镀层的磨损越严重。护套晃动对端子的磨损情况对比见表2。

表2 护套晃动对端子的磨损情况对比
在公、母端子的匹配应用中,不同镀层的端子也应避免配对使用:①表面硬度,由于插拔和微振动出现的摩擦,坚硬的面会把柔软的面刨起,比如坚硬的镀金会把较软的镀锡层刨起,从而破坏镀锡层的防护;②接触电位,不同金属电位差的不同,会导致电气性腐蚀,而高温、高湿的环境还将使腐蚀加快。金属标准电位表如图2所示。

图2 金属标准电位表
由于镀层的磨损和腐蚀是一个微观层面的变化,其发生较细微,很难通过肉眼进行判断,所以在分析镀层损伤所带来的端子连接不可靠故障时,往往需要借助仪器设备对其进行观测。在实际的故障分析过程中,会根据不同的测试要求选择相应的测试方式。端子镀层检测方式对比见表3。
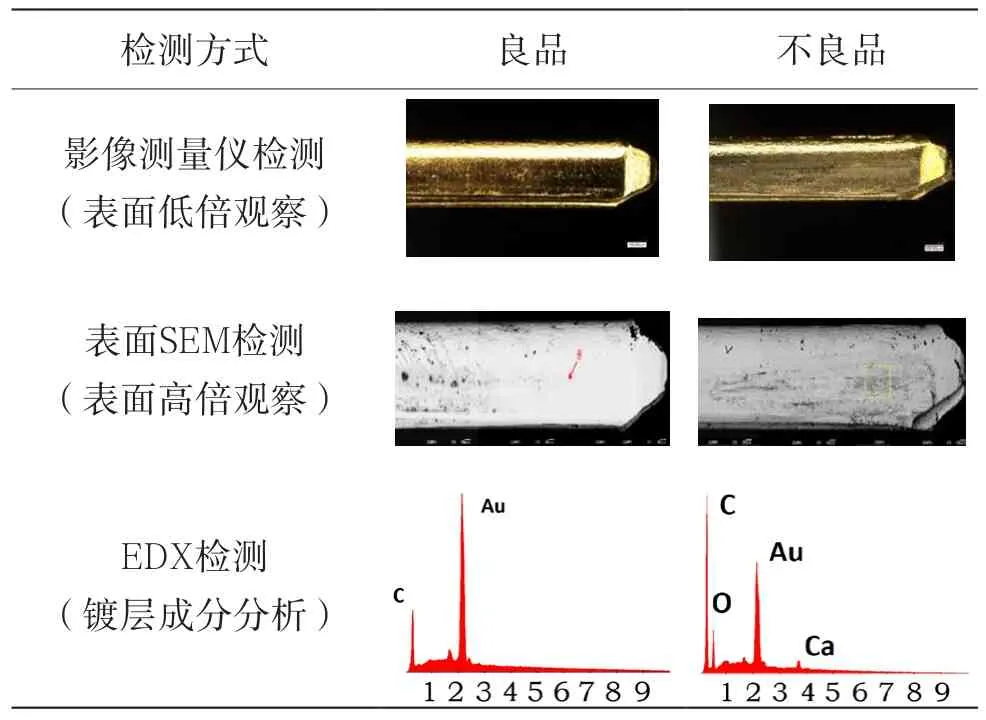
表3 端子镀层检测方式对比
2 反向应力衰减
公端子前端插入到母端子缝隙内时,母端子的弹簧片被挤压发生形变后产生反向应力(图3)。一般认为,母端子弹簧片上的凸起与公端子接触部分为接触面,而接触负载集中在母端子凸起部位。所以在研究规避端子接触反向应力的衰减时,主要是研究如何减少母端子的接触负载所产生的方向应力的衰减。

图3 端子接触应力示意图
接触负载与端子接触电阻密切相关,通过不同接触负载下的瞬断测试(图4)可以发现:当端子接触负载只有1N时,其接触电阻超过10mΩ,且波动较大;而在接触负载为10N时,接触电阻仅为0.1mΩ,且阻值更稳定。表明:端子间接触负载越大,接触电阻越稳定,因此越易获得可靠的连接性能。

图4 不同接触负载下的瞬断测试
接触负载增大有利于端子接触电阻的稳定,过大地提高接触电阻在使用初期可以获得良好的接触性能,但对端子长期的使用性能来说并不可取:①公、母端子接触时接触负载过大,会加剧对电镀表层的磨损,而镀层磨损后底层铜材氧化导致接触电阻迅速上升。②由于母端子不同的弹簧片形状,其形变量与反向应力特性也随之变化(图5),在考虑制造公差的前提下,端子间接触负载增加应确保母端子的形变量尽可能控制在弹性形变区域内,使其具有较高接触负载的同时,还能维持长期的连接稳定性。

图5 反向应力和形变量的关系
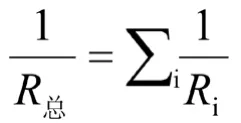
常规的公、母端子接触多为单触点接触,从端子接触电阻与端子触点的关系来看,触点的总电阻R总可按照各触点电阻Ri并联关系来计算,触点数量个数越多,电阻越小。各触点电阻并联关系公式如下
触点增多带来的另一个优势便是将反向应力衰减的失效概率降低。通过实际应用,发现双触点或多触点的设计理念是提高线束端子连接可靠性的有效手段。TE 8触点的端子结构设计如图6所示。

图6 TE 8触点的端子结构设计
尽管金属材料的应力衰减是其本生的固有特性、不可逆,但不同材质的端子在不同温度下的耐应力衰减性能却大不相同。通过对各种材质在不同温度下通电3 000 h后能保持至少70%应力的测试对比(图7)发现:行业内使用最为普遍的黄铜(C268)材质,其对应的温度在80 ℃及以下,表明黄铜材质的端子,要保持稳定的可靠连接,其使用温度应不高于80 ℃,而磷青铜(C519)材质的端子则可适用于125 ℃以下的温度。

图7 端子材质与使用温度对应关系
在实际故障问题的排查中,端子反向应力的衰减往往伴随着端子簧片间隙的变化,可以借助影像测量仪对端子簧片的间隙及受损情况进行检查,见表4。
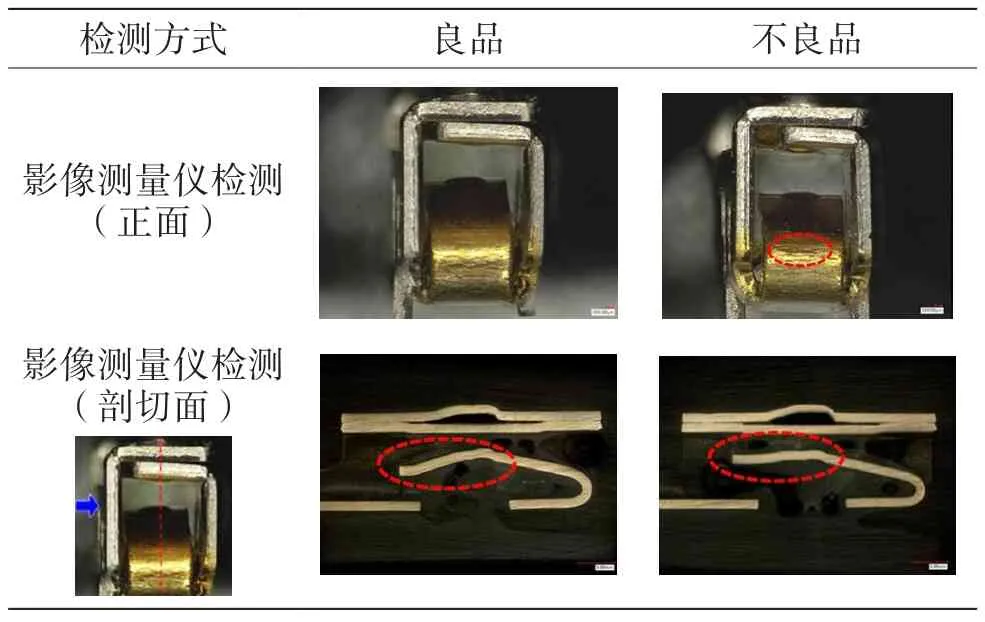
表4 端子间隙检测方式
3 压接可靠性
端子的压接是为了确保端子与导线实现可靠连接,既可实现较低的压接电阻,又能得到足够的机械抗拉强度。通过图8所示的压接原理可以清晰地看出压缩量、机械抗拉强度及压接电阻3者的关系。

图8 端子压接原理
随着压缩量的增大,导线拉伸强度由低到高,达到顶峰后开始下降,曲线的下降段会伴随着铜丝过量变形甚至容易被拔断;而压接电阻则是由高到低,形成谷底平缓段后略有回升。从图8中可以看出,两项指标的最佳点并未重合,需要结合整体性能予以平衡。良好的压接品质要求高拉伸强度和尽可能小的压接电阻,所以选择恰当的压缩量是端子压接的关键:一般将压缩量控制在15%~25%为宜。
随着汽车线束轻量化的推进,应用0.13~0.22 mm2的导线将更加普遍,小线径的压接,由于铜丝较细,铜导线更易被压损,这种制造风险使机械性能和电气性能显得更难平衡。为同时获得良好的压接机械性能和电气性能,对端子结构进行针对性设计。将端子的压接进行功能区分,在靠近导线侧,以获得良好的机械抗拉强度为主,在靠近端子接触侧,以获得良好的电气性能为主。结合端子的压接原理,由于机械性能的最优点早于电气性能的最优点,所以将机械性能为主的端子后端高度设计得较低,而前端高度则设计得较高,使整个端子压接的机械性能和电气性能得到更好的平衡,如图9所示。
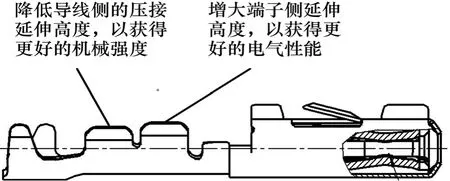
图9 基于端子压接原理的端子压接结构优化
目前行业内,普遍通过观察端子压接剖面的方式来判断压接是否可靠。压接剖面在显微镜下的理想状态为:各铜丝及端子间均压接紧密,铜丝伴随有明显的挤压变形,并呈现出轮廓清晰的多边形(图10)。端子压接剖面的具体评判标准可参见QC/T 29106—2014《汽车电线束技术条件》。
在满足如上所述的标准压接剖面的前提下,将该状态端子压接部位的高度和宽度值(C/H,C/W)作为压接生产过程的评价指标。经过实际的压接参数监控发现:由于设备的机械稳定性和过程制造偏差,生产放行的压接高、宽标准应该比设计的压接高、宽要求更严,这样才能确保压接品质处于可靠的范围内。比如:在测量端子高度(C/H)时,正常的设计公差范围为±0.05mm,实际生产放行可以将其调整为±0.02 mm,即使设备存在正常的压接波动,也可以保证端子的压接高度满足标准要求,最大限度地满足压接性能指标的达成。
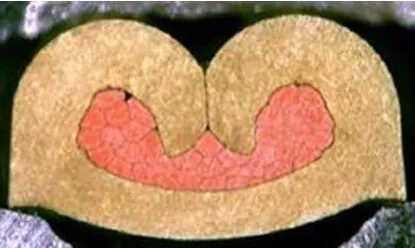
图10 金相显微镜下的端子剖面图示
4 结论
本文对影响汽车线束端子连接可靠性的因素进行了深入分析,结合理论分析和试验验证结果,对各因素的具体规避方法进行了研究及应用,既为线束端子连接选型提供设计指导,又为端子连接不可靠的故障模式提供了具体的分析方法。
[1] 王奇,杨建玺,苑静.浅析影响汽车连接器端子导电性能的因素[J].汽车电器,2015(4):49-50.
[2] 靳方建.电连接器接触件可靠性分析与高温插拔试验[D].杭州:浙江理工大学,2013.
[3] 尹豪迈,张卫东.TE关于汽车线束及连接器之轻量化解决方案[C]// 2014中国汽车工程学会年会论文集,2014.
[4] 曹荣,王武军,高志军,等.汽车电线束中端子压接的要求[J].汽车电器,2014(8):45-48.