热轧带钢边部缺口缺陷分析及改进
2018-06-02任超刘小军郭勇李孝明
任超,刘小军,郭勇,李孝明
(新疆八一钢铁有限公司)
1 前言
八钢热轧产线生产的品种覆盖碳素结构钢、优质碳素结构钢、低合金高强度结构钢、管线钢、高耐候性结构钢、汽车大梁用钢、焊瓶钢以及不锈钢系列产品。热轧产品对表面要求质量高,但每年热轧产品由于带钢边部缺口造成的降级改判时有发生,用户也多次提出质量异议,严重影响了企业的形象,给企业造成了重大的经济损失。热轧带钢边部缺口产生主要是因为热轧板道设备在轧制过程中对带钢边部造成的刮擦。文章对热卷箱卷形、精轧区域侧导板衬板和飞剪前导轮磨损以及侧导板短行程控制方面对边部缺口造成的影响进行分析,并介绍了改进优化措施,现场实施后取得了良好的效果。
2 边部缺口缺陷的形貌及分析
热轧带钢边部缺口缺陷主要集中在厚度3.0mm、宽度1310mm以下,缺陷主要集中在距离带钢边部30mm范围、长度50~100mm,缺陷呈断续分布,通常一块带钢有一到两处缺口。缺口呈“凹”形或者锯齿状,沿着轧件长度方向断续分布。缺陷宏观照片见图1,通过调取缺陷钢卷表面检测仪图谱,观察缺陷形貌及位置信息对比实物缺陷。带钢表面检测仪检测的缺陷图谱见图2。
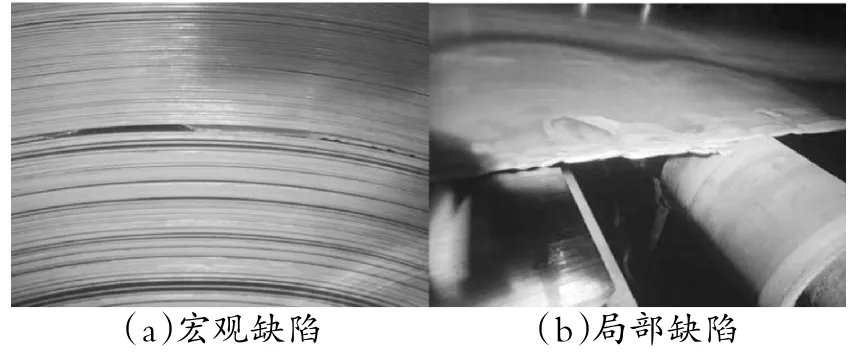
图1 边部缺口宏观形貌
从缺口处的形貌可以看到缺口处没有异物,露出了没有氧化的新鲜发亮的界面,这也证实了该缺陷并非钢质缺陷。如果是炼钢的氧化物、硫化物以及保护渣等形成的缺陷在剥离后与带钢本体颜色不一样[1]。同时在缺陷位置所在截面制成金相试样,抛光态下进行金相观察,裂纹内部明显氧化铁,裂纹周围未见二次氧化现象,见图3所示。将截面样品经硝酸酒精浸蚀后进行组织观察,裂纹周围未见明显程度脱碳现象,金相检验照片见图4。
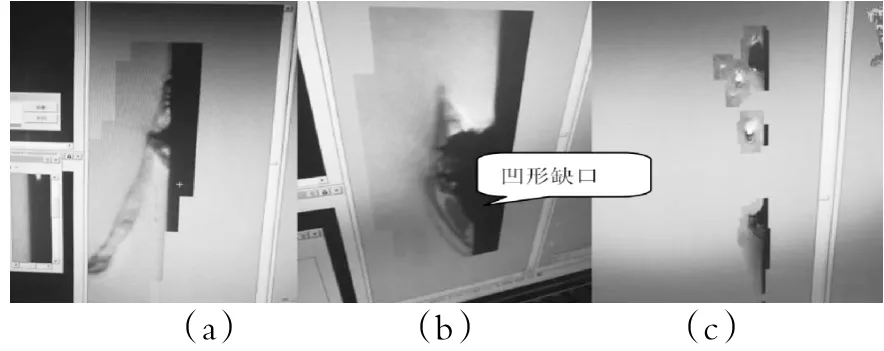
图2 边部缺口表面检测仪图谱
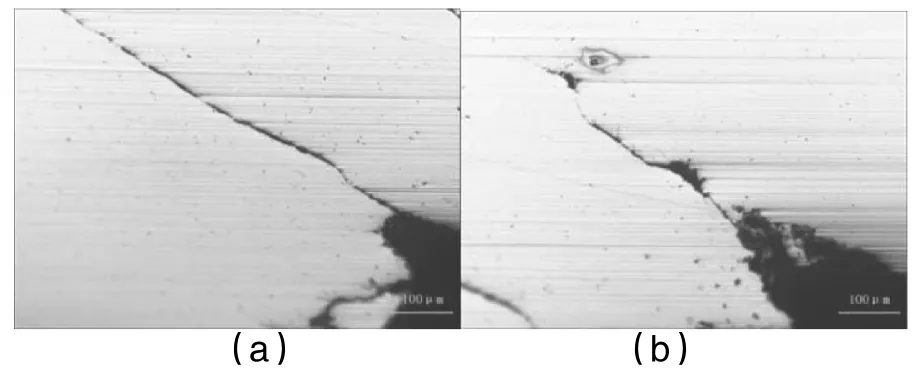
图3 开裂位置截面抛光态金相形貌
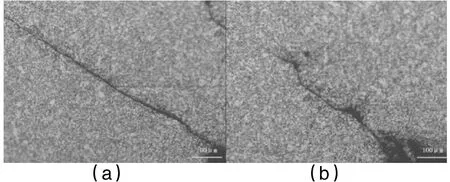
图4 开裂位置浸蚀态金相组织
从检测分析结果可以看出,裂纹内部为氧化铁,裂纹尾端周围未见明显二次氧化颗粒,裂纹两侧组织未见明显程度脱碳现象,初步判断该缺陷为轧制缺陷。同时缺口位置在带钢的传动侧和操作测均有发生。认为缺口的产生应该是由精轧区域的板道磨损超标引起,由于热卷箱的钢卷卷形不良以及工作辊道的磨损使得带钢在开卷过程中存在跑偏现象,带钢跑偏后在热卷箱无芯移送过程中挤压导板导致带钢边部拉丝,形成带入精轧机轧制延伸的宏观形貌。为此对精轧热卷箱和精轧板道点检、工作辊道的磨损状态以及精轧侧导板的短行程控制等状态进行跟踪检查。技术人员在热卷箱保温侧导板、飞剪前导轮以及精轧侧导板衬板处均发现了与带钢边部刮擦后残留的拉丝。同时也发现了精轧区域的板道有不同程度的磨损。
3 改进措施
3.1 热卷箱卷曲和开卷不良以及控制措施
1750mm热连轧产线热卷箱设备位于粗轧机与精轧机之间,其作用是将中间坯卷取和开卷,用热卷箱后可以减少中间带坯的头尾以及宽度方向的温降,缩短粗轧至精轧之间距离和降低中间带坯报废的功能,从而提高产品质量和成材率。[2]热卷箱在使用过程中经常出现卷形不良和开卷跑偏等异常现象,卷形不良主要是松卷、蛋卷、面包卷等,在热卷箱开卷过程中对带钢的边部质量造成影响。
热轧技术人员测量了热卷箱区域辊道的磨损情况,发现辊道均有不同程度磨损,大多数辊道磨损已经超过10mm的工艺要求范围。表1为热卷箱辊道磨损情况统计表。

表1 热卷箱区域辊道磨损情况
为此,通过标定热卷箱弯曲辊使实际测量值和显示数值偏差小于2mm。检查热卷箱导板、恢复设备的功能精度、测量热卷箱托卷辊水平度并进行调整,如将热卷箱保温侧导板收缩时序调整到卷径剩余950mm;同时制定了侧导板的磨损标准和更换周期,要求热卷箱区域辊道的辊径磨损大于10mm或者上机使用时间大于2年必须进行更换。这些措施的实施大大改善了热卷箱的卷形以及开卷跑偏情况。表2为1750mm热轧热卷箱功能精度管理项目标准。
3.2 侧导板以及飞剪前导轮磨损的点检维护
精轧机侧导板作用是诱导轧件顺利进入轧辊并保证轧件对中,飞剪前侧导板导轮作用是保证带钢在热卷箱开卷运行过程中的对中,防止带钢跑偏。技术人员通过检查侧导板衬板和飞剪前导轮的状态发现侧导板磨损严重,出现了带钢拉出的槽子,导轮由于工作环境复杂以及润滑不良也出现了卡阻现象,带钢与导轮接触过程中对导轮造成啃伤,图5为侧导板衬板和导轮的磨损图片。

图5 侧导板衬板和导轮的磨损

表2 1750mm热轧热卷箱功能精度管理标准
更换精轧机侧导板衬板以及飞剪前导轮之后,带钢边部缺口的缺陷大大降低。技术人员通过认真分析事故原因,制定了板道点检制度。板道点检为日常点检、异常点检、计划停车点检和检修点检四类。其中生产大班负责日常点检和异常点检,作业区管理计划停车点检,检修点检由作业区管理,生产大班实施。日常点检负责正常生产时板道点检及停机40分钟点检内容。异常板道是指发生生产、设备故障时,为保证后续正常生产,对状态恢复后重点检查和确认的项目。计划停车板道主要内容是指停车60分钟以上或定修检查落实的项目。表3为1750mm停车点检内容。
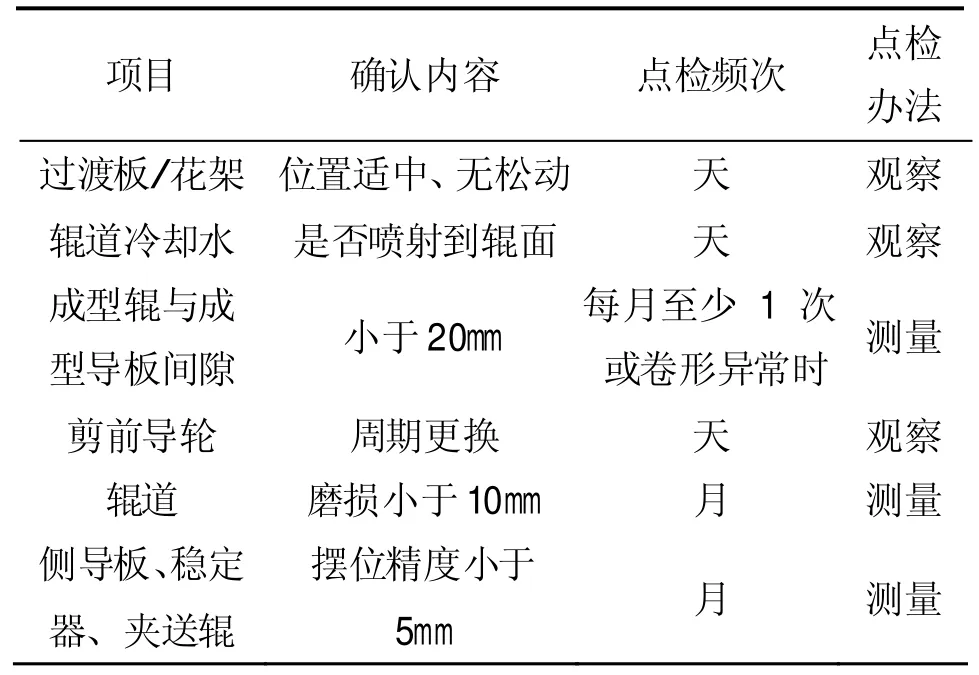
表3 1750mm热轧热卷箱停车点检内容
对飞剪前导轮采取强制润滑和集中冷却,大大延长了导轮的使用寿命,加强对生产班组人员培训,要求生产班利用停车时间认真检查侧导板的磨损情况,轻微打磨,严重的及时更换。跟踪表面检测仪检测结果,对发现类似缺陷必须及时进行检查和整改。
3.3 侧导板短行程控制优化
侧导板短行程SSC控制系统将侧导板开口度按带钢头、中、尾三部分进行设定,实现侧导板开口度多次摆位控制方法下,根据带钢跟踪信号,侧导板的开口度设定值需随带钢轧制的不同位置而变化:防止带钢在轧制过程中发生跑偏,有效控制板形调整。
根据带钢跟踪信号,侧导板的开口度设定值需随带钢轧制的不同位置而变化:(1)带钢进入轧机前,侧导板开口度为带钢实际宽度加人工修正值a;(2)带钢头进入轧机后,侧导板开口度为带钢实际宽度加人工修正值b;(3)带钢尾快离开轧机时,侧导板开口度为带钢实际宽度加人工修正值c。修正值“a、b、c”在L1控制程序中编制固化保持不变。通过在侧导板KMI画面SSC Offset Head、SSC Offset Body和SSC Offset Tail。操作工根据生产现场的实际情况对侧导板的开口度(传动侧与操作侧)通过HMI键入合适的修正量,保证了带钢轧制的稳定性[3]。侧导板短行程控制方案的优化,减少了带钢的跑偏轧烂,控制了带钢沿轴向窜动,同时带钢的边部缺口缺陷也得到了有效控制。
4 结语
针对热轧带钢边部缺口出现的问题,通过调整热卷箱保温侧导板收缩时序、延长飞剪前导轮的使用寿命,规范了设备的点检标准和功能精度管理,同时优化精轧机侧导板短行程控制。热轧板带钢边部缺口的质量封锁率由0.36%降低到目前的0.05%。目前带钢边部缺口缺陷得到了有效控制,创造了可观的经济效益。
[1]杨志争,李广强,等.SS400热轧板结疤缺陷的成因分析[J].武汉科技大学学报,2008,31(6):610~612.
[2]焦景民.热卷箱技术在热连轧带钢厂的应用[J].轧钢,1997,(3):28~32.
[3]张智,李鑫.热轧精轧侧导板控制方法的改进[J].新疆钢铁,2010,(3).
