冲压自动化立库物流参数计算方法
2018-05-30梁玮
梁 玮
(风神物流有限公司,广东 广州 510800)
1 引言
在汽车主机厂内设立的自动化立库,常见的主要是满足零部件或半成品自动化缓存和拣选功能的需求,通常设置在两个加工工序车间之间,至少与其中一个贯穿相连。规划该类立库硬件设备时,主要需根据物流模式和作业流程确认设备功能需求,根据物流参数确认设备作业能力。其中最重要的3个物流参数为:存储单元的容器尺寸,单元化部品的出入库流量和单元化部品的库存量,它们分别决定了立库的单元货格尺寸要求、存取设备(如堆垛机、穿梭车等)的出入库频率要求和存储设备(货架)货位的数量要求,并以此进行设备的型号选择和数量计算。本文以D公司H工厂的冲压件立库规划为例,对这3个物流参数的计算方法进行分析,进而得出对应的立库设备参数要求。
2 流程和模式
冲压件从冲压线尾下线后,经过暂存,再根据下道工序“焊装”的要料需求进行出库,并供给到焊装线边。由于冲压件的经济批量需求,具有一定的库存,仓储面积占用大,频繁的出入库作业占用劳动力多,采用自动化立体仓库可有效解决以上问题。
冲压件自生产下线至按需供给到焊装工序,主要流程如图1所示。
整体模式如图2所示。①冲压件满容器下线入库和空容器供给;②冲压件满容器和空容器存储;③冲压件料架自动编组并向焊装料位供给。

图1 现状与自动化流程对比

图2 D公司H工厂冲压立库模式
3 参数测算方法
通过分析前后工序产线特点和冲压件特点,按最大生产体制和产能测算物流参数。
3.1 数据需求
3.1.1 产能信息。设冲压车间共有Z条冲压线,每小时平均理论冲压次数分别为ASPH1,ASPH2,…,ASPHZ(单位:件/h),共产出n种冲压件,单班作业时间为TZ。设焊装车间共有y条主线,每条主线看做均衡生产,生产节拍分别为TT1,TT2,…,TTy,共生产m种车型,单班作业时间为Ty。第i种冲压件对应第j种车型的单班产量为Pij。
代入D公司H工厂相应数据,得冲压产能和焊装产能见表1、表2。

表1 D公司H工厂冲压线产能表
3.1.2 零件信息。冲压件的零件信息包括BOM信息、容器信息和排产信息,如图3所示。

表2 D公司H工厂焊装线产能表

图3 冲压件信息分类
其中,差异比例指的是差异件(一般零件名相同,零件号仅末尾相差一位)在同种车型的用量比例,如零件同为右前翼子板,仅颜色有差异,这几种零件的比例值总和为1。
以D公司H工厂部分右翼子板和右侧围外板为例,通过EXCEL表整理数据见表3。
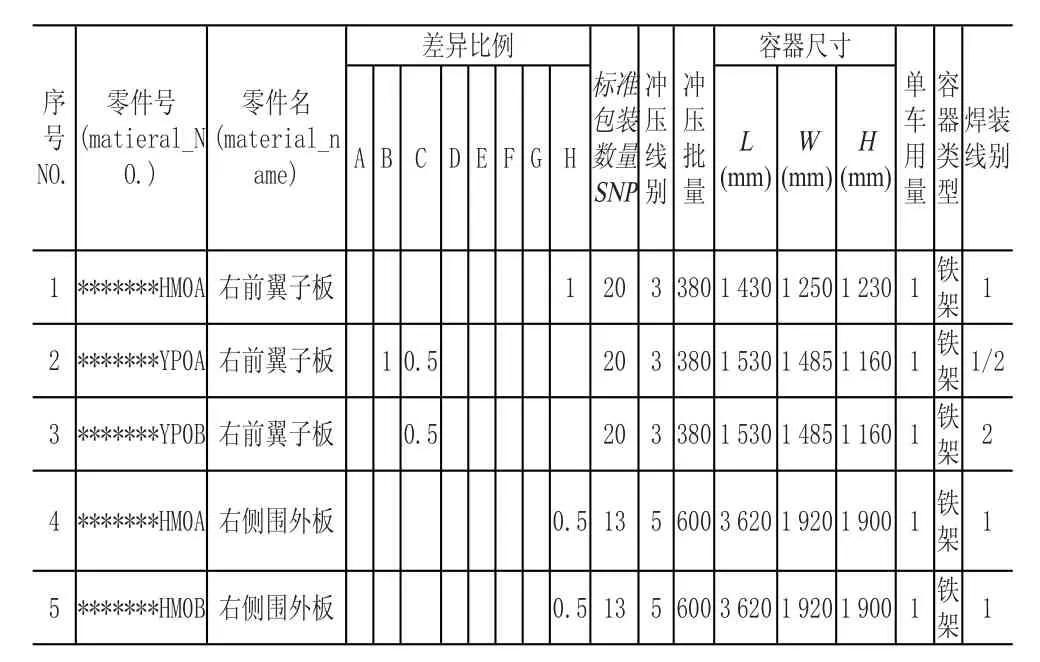
表3 冲压件信息汇总表示例
冲压件排产的特点有:(1)内制件按相对固定种类排产。(2)冲压批量与车型产量正相关。(3)部分零件产出时为一模多件。即部分零件冲压1次同时产出2件或更多件。一模多件对计算冲压件出入库频率的影响很大,因此需归纳零件排产规律,统计一模多件比例,对一模多件的零件下线流量赋予多倍值。
D公司H工厂的零件多为一模两件,信息汇总见表4。
3.2 物流参数测算方法
3.2.1 容器尺寸。若存储的零部件品种比较单一,容器标准化程度较高,根据存取需求和经济能力确定是使用现有容器,还是重新定制容器,按货态最大尺寸统一容器尺寸即可。若存储的零部件品种较多,则可能存在多种容器尺寸。这种情况下,重新定制容器成本较高,可以就现有容器分类测算货格尺寸。
设立库采用的容器长、宽、高分别为l,w,h(单位:mm),结合容器尺寸,考虑侧向间隙、垂直间隙及宽度方向间隙等安全距离,可得到货格尺寸L,W,H(单位:mm)。其中,侧向间隙a1主要考虑堆垛机的重复定位误差、堆垛机或货架立柱的垂直程度误差等,垂直方向的上部间隙h1、下部间隙h2主要考虑堆垛机起升机构的停准误差和货叉的定位误差等,留出安全距离。宽度方向间隙b需保证货叉作业时不与货架干涉。各方向的间隙取值视预留空间而定,一般取50-200mm[1]。若一个货格设定大于1个货位,还需考虑货格内单元货位之间的安全距离a2。
在容器尺寸基础上,在长、宽、高各方向增加与货格间的安全距离,可得到货格尺寸。设单个货格内有k个单元货位(k≥1),即:
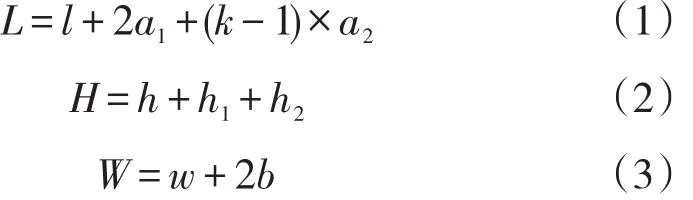

表4 冲压件信息汇总表示例
冲压件是典型的多品种多容器类零件,现有容器尺寸种类多,不同种类冲压件对应的容器大部分都没有通用性。D公司H工厂冲压3条线的200种零件,现有容器总数量约4 650个,尺寸众多,仅按长度严格细分,就有35种。按是否带轮划分,侧围和部分顶盖为带轮容器,其他均不带轮,需配合台车转运。在未来零件尺寸维持不变的前提下,可沿用原有料架,按长、宽、高所在范围,将容器尺寸分为8类,分类原则如图4所示。

图4 容器尺寸分类原则
为节省空间,使每货格多放置容器,采用横梁式货架,部分容器宽边对应巷道。在长、宽、高加上相应的间隙后,货格尺寸设计结果见表5。

表5 货格尺寸分类表
3.2.2 出入库流量。冲压件的入库频率是由冲压线下线直至进入库的流量确定的,出库频率是由从库区出库到焊装线上线的流量确定的。本文中流量以每小时出入的容器总数为准。
(1)冲压下线流量。每小时冲压次数有2种表示方式,其中SPH表示每小时(不含生产停止时间)理论冲压次数,GSPH表示每小时(含生产停止时间)的实绩冲压次数。
设第i种冲压件冲压批量为BQi,总生产时间为Ti,直接生产时间为 ti,则:

如果无法知晓确切的直接生产时间,可按经验值将直接生产时间视作占用整体生产时间的75%。

通常SPH>GSPH,为确保存取设备正常稳定运行,给予设备参数足够的冗余,规划时按较大的SPH值计算每条生产线对应的冲压件下线流量。
设第z条冲压线的冲压次数计为SPHz,在该条产线上排产i种冲压件,一次出产ni件,则冲压件最大瞬时流量为:

Z条冲压线瞬时最大总流量为:

在立库设备入库频率匹配冲压件下线瞬时最大流量时,能完全保证冲压件即时入库存储而不会在入库口产生堵塞,也不需要额外在立库旁另设置冗余缓存区域。由于瞬时最大总流量是假设每条生产线同时产生最大瞬时流量来测算的,按此推算的设备出入库频率较大,影响实际设备使用率。因此测算完毕,还需统计历史排产计划,验证最大流量。
以D公司H工厂冲压线为例,对不同冲压线生产不同零件时的SPH值计算得表6。

表6 D公司H工厂冲压线SPH值
冲压件基本为大件,容器均为铁架,计算流量以单个料架为单位。对冲压线1,一模一件冲压件中,最小SNP侧围=13,一模多件冲压件中,最小SNP翼子板=20,一次最多冲2件,则架/h;对冲压线2,由于不排产侧围或顶盖,一模一件冲压件中,最小SNP后地板=50,一模多件冲压件中,最小SNP冀子板=20,一次最多冲2件,则架/h;对冲压线3,一模一件冲压件中,最小SNP侧围=13,一模多件冲压件中,最小SNP翼子板=20,一次最多冲2件,则架/h。3条冲压线瞬时最大总流量为F0=f1+f2+f3=186架/h。
(2)焊装上线流量。焊装产线特点是:2条焊装线节拍共90JPH,对内制件的需求频率较稳定,可认为出库流量直接由内制件上线节拍计算求得。
设第i种冲压件对应车型j的单班产量为Pij,对应第j种车型的差异比例为xj,第j种车型单车用量为PCj,共有n种冲压件,m种车型,单班作业时间为Tw。则焊装上线流量为:

D公司H工厂的焊装上线流量,可对照零件信息EXCEL表(格式参见表3),测算得送至焊装线的上线流量为58.25架/h。
(3)容器需求量。设第i种冲压件的容器需求量为Qi,安全库存量为SSi,冲压件单次生产批量为BQi,钣金占用容器数量为c,线边料位占用容器数量为d,备用容器数量为Ri,则第i种冲压件容器需求量为:

n种冲压件的总需求量为:

由于线边料位是长期占用容器的,备用容器无需存放在立库中,则立库库容数量S可看做容器总量减去线边料位占用量和备用量的结果,即:

在规划D公司H工厂冲压立库时,容器数量总需求是按通用容器和专用容器之和来计算的。其中,通用容器指同类零件可共用的容器,使用通用容器的零件尺寸标准化程度较高,尺寸统一,典型的冲压件为左/右侧围;专用容器指同类零件由于尺寸差异而采用的不通用容器,容器尺寸差异较大,除侧围以外的冲压件容器均按专用容器计算。
由式(10)、(11)可知,侧围容器需求数量=(1.5天侧围总产量+1个冲压批量的侧围总产量)/SNP侧围+钣金占用容器数量+线边料位占用容器数量。
其中,1.5天侧围生产所需容器用量为安全库存量,1次冲压所需容器量为单次生产用量,钣金占用容器数量按经验值计为1,线边料位占用容器数计为2。
由式(10)、(11)可知,第i种冲压件(不含侧围)专用容器需求数量=1个冲压批量/SNPi+安全库存量/SNPi+钣金占用容器数量+线边料位占用容器数量。
其中,安全库存量按4小时库存量计算,每种零件钣金占用容器数为1,线边料位占用容器数为2。
按该方法测算得冲压件容器总需求数为4 101个,减去线边占用量,可视作立库库容需求量,计算得3 701个(参见表7)。

表7 D公司H工厂冲压立库容器需求测算结果
在物流参数测算过程中得到D公司H工厂的冲压立库设备能力要求如下:
(1)存储能力:立库库容需求为3 701个货位;容器数量总需求为4 101个;容器尺寸需求:最小容器L1 320mm×W1140mm×H1 040mm;最大容器L3 620mm×W1 920mm×H1 900mm。
(2)存取能力:堆垛机处理能力需求:单次入库能力186架/h,单次出库能力58架/h,复合作业能力(含空容器回库)488架/h。
(3)出入库输送能力:要求AGV等出入库设备的入库能力186架/h,出库能力58架/h,总出入库能力(含空容器回库)488架/h。
4 结论
存储单元的容器尺寸、单元化部品的出入库流量、单元化部品的库存量是立库规划中最重要的3个物流参数。由本文所述的物流参数测算方法,能快速得到D公司H工厂冲压立库设备能力的要求,并可作为通用逻辑,结合实际应用场景,推广到其他主机厂生产工序间的自动化立库规划过程中。
[]
[1]刘昌祺.自动化立体仓库规划与设计第五讲本期主题:自动化立体仓库的参数选择与比较(下)[J].物流技术,2012,(4):70-72.
