猴魁茶理条整形印字铺放自动化设备研究和开发
2018-04-11王纯贤朱彦飞张祖德何六福
王纯贤,桑 佳,朱彦飞,张祖德,何六福
猴魁茶是中国绿茶中的高档茶品,传统制作工艺极为考究,工序大致可分为茶叶采摘-杀青-理条-铺放-整形-烘干[1]。理条是指茶工把出锅的杀青叶一根一根地用手捋直,然后均匀整齐地铺放在特制的木制铁砂网盒上,即茶农俗称的牵茶工序。捋直时,要用手指将2叶包裹住嫩芽,形成“2叶抱1芽”的茶条,铺放时要求茶叶不相互折叠、不弯曲、不黏连。整形是指将木制铁砂网盒上理直的茶叶上面扣一个空砂网盒,将上下砂网夹好,固定住茶条后在上面铺上棉布,再用木制滚轮轻轻滚压,一般滚压一次,使叶片平伏挺直即可,这个操作实际上改变了茶叶表皮细胞组织结构,促进了茶多酚等内含物质成分的转化,从而减轻了茶叶的苦涩味,使口感更加柔和滋润。滚压后的茶叶更加符合“两头尖,不散不翘不卷边”的外形要求。由于传统手工制作劳动强度大、效率低,一些茶叶加工企业采用了茶叶压扁机,虽然提高了加工效率,但由于施压过重,压破了茶叶的嫩茎和芽叶,造成茶汁流失,影响了茶叶的品质[2]。
猴魁茶传统制作工艺中,人手与茶叶过多接触,不仅生产效率低,而且难以做到清洁化生产。茶叶压扁机虽然提高了压扁工序的自动化程度,但与其他工序之间联系不紧密,造成整个生产过程自动化程度低,劳动强度大,生产效率低。为此,本研究借鉴传统制作工艺,设计开发了基于PLC控制的理条、整形、印字、铺放连续自动化设备,提高了生产效率、降低了劳动强度,同时有利于猴魁茶的清洁化、标准化生产[3,4]。 利用猴魁茶叶片尺寸大的特点,增加了整形过程中在茶叶叶片表面印字或商标的功能,有利于对传统猴魁茶原产地和品牌的保护[5]。
1 总体结构设计
如图1所示,连续自动化设备包括送料、理条、整形印字、自动铺放和控制系统5个部分。在操作台面上,安装有左侧进料盒和右侧进料盒,操作人员将杀青后的猴魁叶片放入进料盒中,利用气流,通过输料管将叶片送到理条部分,之后通过整形和印字部分对猴魁叶片进行轻压整形,并在叶片表面印出商标或文字等标记。整形印字后的猴魁叶片通过自动铺放装置,均匀整齐地排列在木制铁砂网盒上。通过操作台上的触摸屏,可以对设备的运行参数进行设置和调整,利用PLC控制各个部分实现连续自动化生产。

图1 设备总体结构
2 送料、理条、整形、印字、铺放各部分结构设计
2.1 送料装置设计
进料盒结构如图2所示。操作人员将猴魁叶片逐根放入进料盒料槽块的料槽中,进料盒盖板小气缸推动进料盒盖板遮盖住进料盒料槽块。之后气流通过节气阀进入进料盒进气块中,吹动猴魁叶片进入进料盒出料块。进料盒出料块的出料口为圆锥形,保证猴魁叶片从大口被顺畅吹入,进入与进料盒出料块相连的透明塑料输料管中。安全检测反射式光电传感器用于检测操作人员放置猴魁叶片时,手是否离开进料盒盖板,防止夹伤手。茶叶检测反射式光电传感器用于检测操作人员由远到近放置猴魁叶片时,最后一个料槽中是否放置了猴魁叶片。
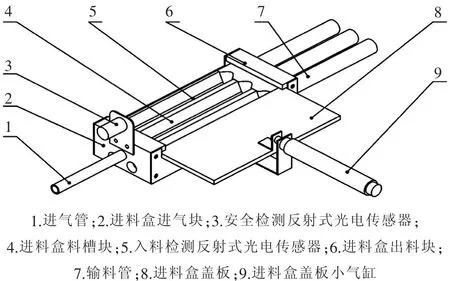
图2 送料盒结构
2.2 理条部分结构设计
理条部分结构如图3所示。理条固定块将输料管和弹性理条锥管连接在一起。在气流的吹动下,猴魁叶片从输料管通过弹性理条锥管大端进入锥体和小圆柱端,之后猴魁叶片柄部进入压扁部分的主动压辊与从动压辊之间,将猴魁叶片柄部夹住,主动压辊和从动压辊转动时,对猴魁叶片产生拖动作用,理条原理结构如图3a所示。弹性理条锥管用弹簧片制成,上下两端为圆柱管,中间部分为圆锥管,小圆柱管轴向均匀的开出4个槽,弹性理条锥管结构如图3b所示。在气流吹动和压辊拖动的双重作用下,猴魁叶片通过弹性理条锥管的小圆柱端,弹性理条锥管在轴向被分割成的4片弹簧片模仿人的4个手指头,抱住猴魁叶片,完成理条动作,即右手拉住猴魁叶片柄部向前拖动,左手4指完成对猴魁茶叶片部分的抱紧捋直,使猴魁茶成条索状。

图3 理条原理结构(a)和弹性理条锥管结构(b)
2.3 整形和印字结构设计
整形和印字部分结构如图4所示。压扁整形由主动压辊和从动压辊完成。主动压辊和从动压辊上沿轴向均匀设置6个相同的压扁整形槽,一次可以完成6根猴魁叶片的压扁整形。猴魁叶片通过弹性理条锥管理条后,首先猴魁叶片叶柄部分进入主动压辊和从动压辊上的压扁整形槽之中,步进电机通过联轴器驱动主动压辊转动,主动压辊和从动压辊转向相反,相互挤压,通过摩擦力带动猴魁叶片完成从叶柄到叶尖的压扁整形。拧动从动压辊压力调整滚花螺钉,通过安装在左挡板和右挡板顶部的从动压辊压力调整固定块,实现从动压辊压力调整块的压紧和放松,从而实现对猴魁叶片压扁力的调整。海绵吸湿块模仿传统猴魁茶制作中压扁工序中棉布的作用,把海绵吸湿块分别压在主动和从动压辊表面,用于吸附压辊表面的茶汁。在整形落料挡板的两侧安装有落料检测传感器的发射端和接收端,用以检测整形印字后的茶叶是否落下。
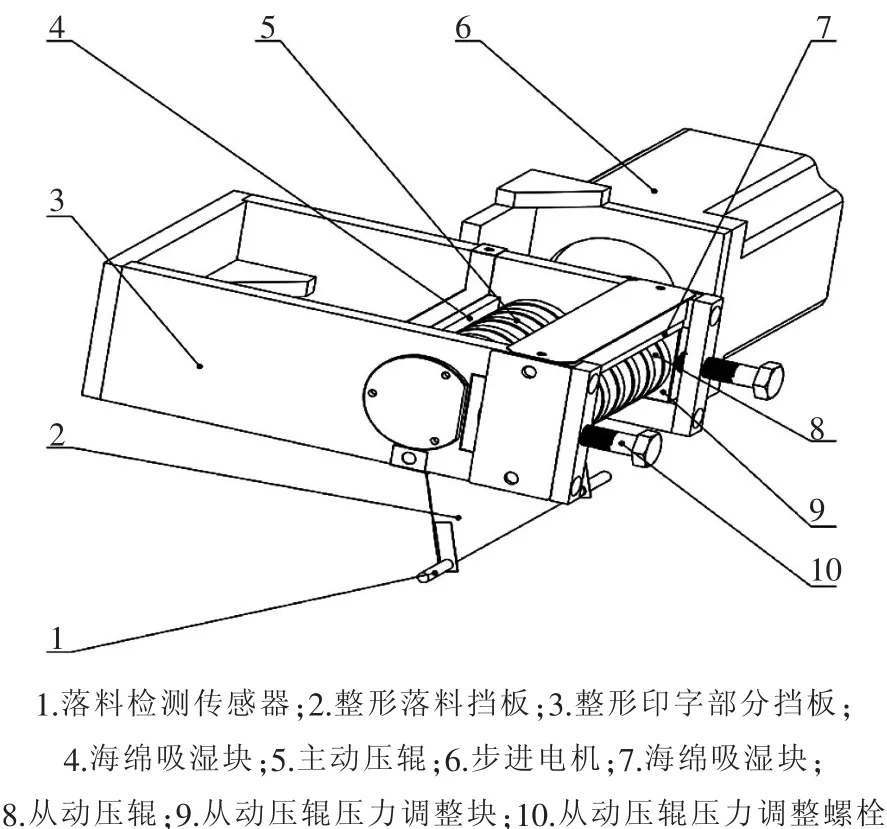
图4 整形和印字部分结构
印字部分结构如图5所示。印字块镶嵌在主动压辊上,与压扁整形槽相对应。在压扁整形的过程中,通过印字块上凸起的文字或商标,完成猴魁叶片的印字。每个印字块用固定螺钉固定在主动压辊上。

图5 印字部分结构
2.4 铺放部分设计
自动铺放部分结构如图6所示。铺放网板托盘上的3个固定框边用于定位铺放网板。铺放网板托盘固定在铺放网板托盘托板上,横向移动装置固定在纵向移动装置的托板上。移动装置由步进电机驱动同步带主动轮带动同步带传动,同步带固定板与托板连接,同步带运动时,带动托板沿两侧的直线光轴移动。在两端的直线光轴支架旁安装有接近开关,用于托板原点位置的确定和极限位置的保护。横向移动装置和纵向移动装置的结构相同,这样就构成了自动铺放机构,在程序的控制下使猴魁叶片整齐落入到网板上。
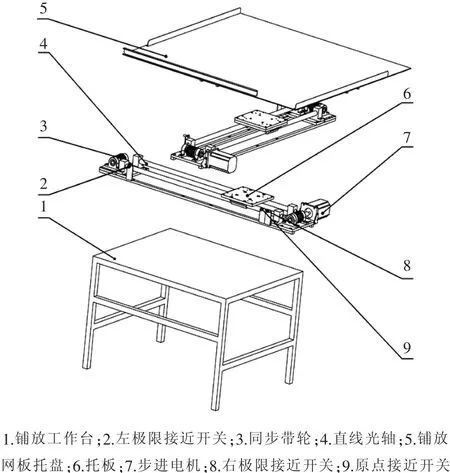
图6 自动铺放部分结构
3 基于PLC的控制系统设计
3.1 控制系统功能分析和硬件结构
控制系统的硬件主要包括PLC、触摸屏、步进电机、步进电机驱动器、光电传感器[5]。由于步进电机具有结构简单、运行可靠、控制方便、控制性能好等优点,能将脉冲信号变换为相应的位移,其位移量与脉冲数成正比,移动速度和脉冲频率成正比,所以,用步进电机带动整形印字机构、自动铺放机构,不仅能实现精确定位,还能调节运行的速度。设定的进给脉冲数、频率和方向经过步进驱动器到达步进电机,转化为主动压辊的转速和铺放网板的位移量、前进速度和进给方向[6-10]。 通过控制电磁阀的通断,实现进料盒盖板的闭合和打开、进料盒吹料动作。控制系统以PLC为中心,触摸屏和PLC进行双向通信。在触摸屏上设定主动压辊电机的转速、铺放装置的移动速度、移动距离和次数等。加工的总盘数可以在触摸屏主界面上显示出来。在机组运行的中若遇到紧急情况,可以通过外部的急停按钮来切断电源。
3.2 控制系统硬件系统设计
PLC输入点包括启动、停止、复位,横向和纵向铺放装置的原点开关、左极限开关、右极限开关等14个数字量输入信号。输出点包括整形印字步进电机、横向和纵向移动步进电机的脉冲信号、方向信号,进料盒盖板电磁阀、进料盒吹料电磁阀等9个数字量输出信号。从I/O点数、性能要求、可靠性和成本等角度综合考虑,最终选用台达DVP14SS211T和一个扩展模块DVP16SP11T。该自动化设备控制系统组成如图7所示。
3.3 控制系统的软件和人机界面设计
控制系统的软件包括PLC控制程序和人机交互界面,控制流程如图8所示。根据程序模块化的设计思想,PLC程序分为系统初始化(参数清零、电机回原点)、系统参数设置、手动操作(电磁阀控制、自动铺放机构控制)、自动操作4个子程序。触摸屏程序包括手动运行、自动运行、参数设置和报警显示4个功能模块[10-15]。下面简要介绍触摸屏各个功能模块的开发。
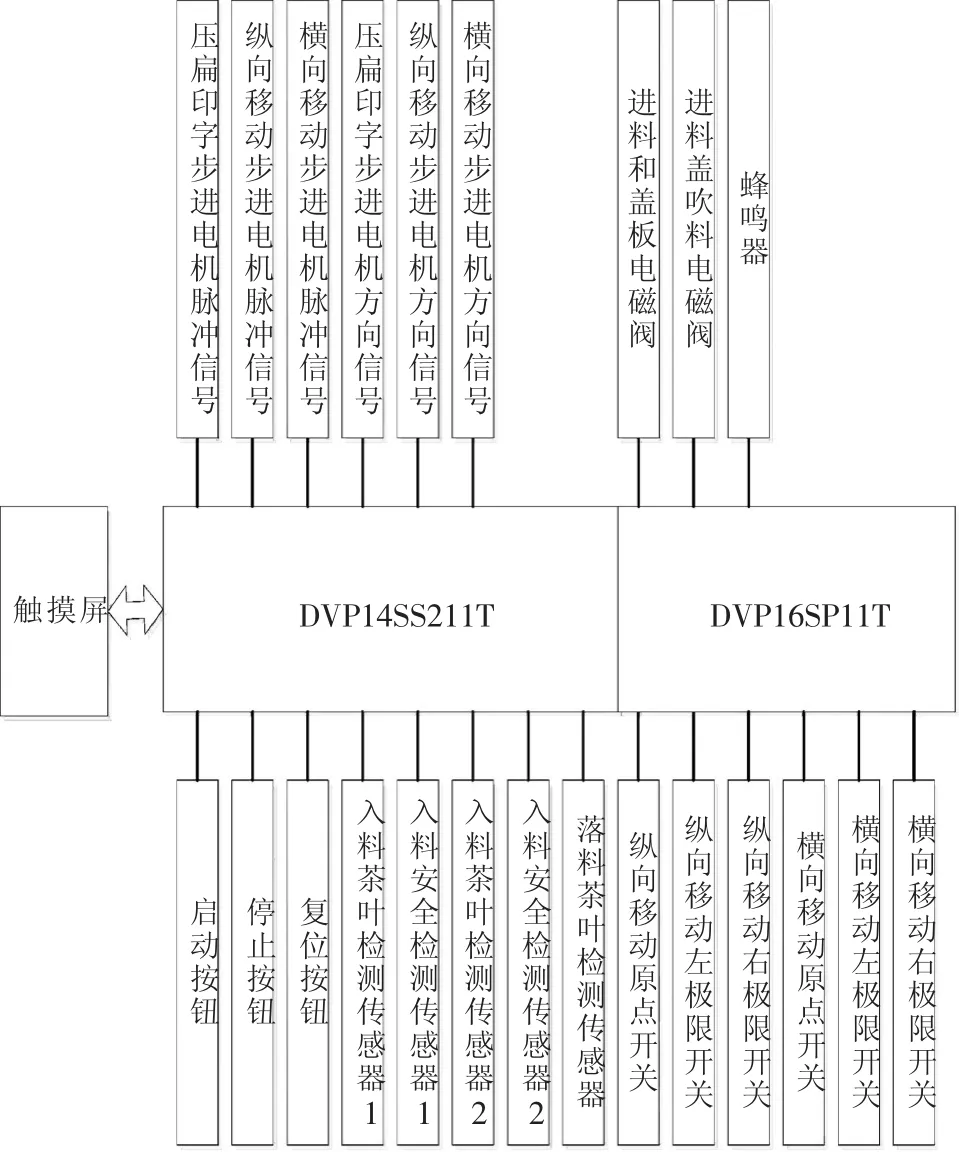
图7 猴魁茶理条整形印字铺放自动化设备控制系统组成
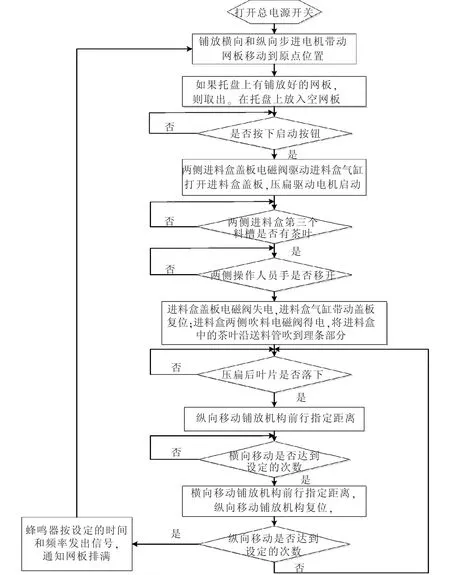
图8 控制流程
1)手动运行模式可对每一部分机构进行单独操作。通过进料盒盖板电磁阀按钮实现盖板的闭合,进料盒吹料电磁阀按钮实现单独送料,横向移动和纵向移动实现自动铺放机构的进给运动。手动运行模式还可用于调试设备,故障诊断等。
2)自动运行模式供一般工作状态下使用。在该模式下按下启动按钮,系统便开始进入连续循环的工作状态,直到按下停止按钮。
3)参数设置模块用于设定系统运行参数,触摸屏系统参数设置界面如图9所示。
4)报警显示模块中,当自动铺放机构在移动的过程中超过安全位置,触碰到极限开关时,蜂鸣器会立即报警,触摸屏上会显示报警信息。
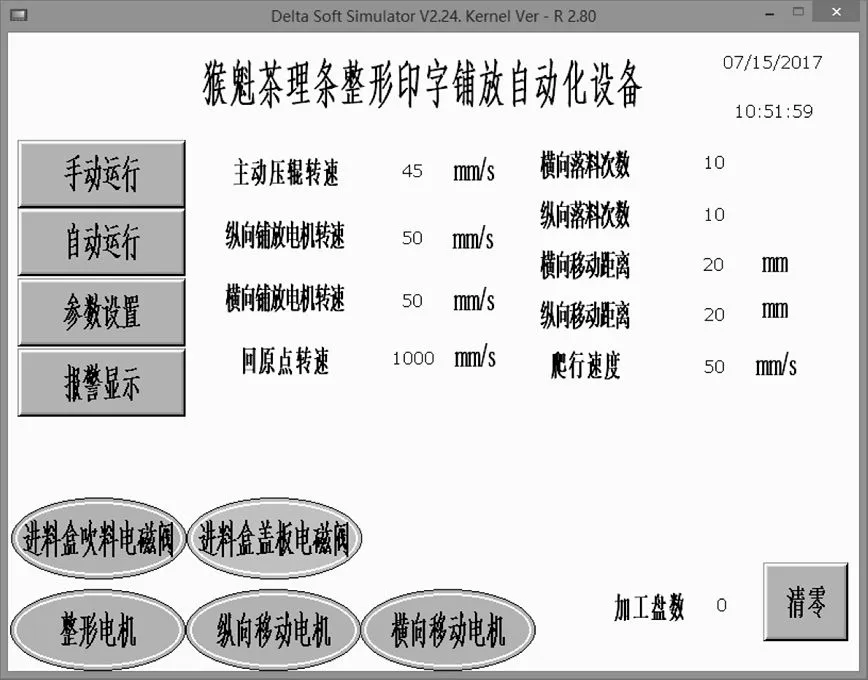
图9 触摸屏参数设置界面
4 小结
在分析猴魁茶制作工艺基础上,模拟传统手工制作工艺,设计和开发了猴魁茶送料、理条、整形、印字、铺放连续自动化生产设备,结合猴魁叶片大的特点,在整形过程中增加了猴魁茶叶片表面印字或商标的功能,同时讨论了送料、理条、整形、印字、铺放部分的结构设计。通过采用触摸屏和PLC相结合的控制方式,在触摸屏人机界面上设置相关运行参数,实现了猴魁茶杀青后到烘干前各工序的连续自动化生产,解决了传统猴魁茶加工中劳动强度大、自动化程度低、难以实现清洁化生产等缺点,大大提高了生产效率和产品质量。猴魁茶理条整形印字铺放自动化设备的研制,对于其他扁形茶叶的加工也具有一定的参考意义。目前,该自动化设备已投入市场,具有广阔的应用前景。
参考文献:
[1] 桂梅花.太平猴魁茶的采制工艺[J].农技服务,2010,27(8):1030-1031.
[2]方平汉.太平猴魁茶叶成型机的引进与思考[J].茶业通报,2014,36(1):45-46.
[3]汪辉进,谢四十.名优茶智能化加工生产线与工艺研发[J].广东农业科学,2011,38(18):147-148.
[4]张正竹,李尚庆,吴卫国,等.茶叶现代化加工技术和装备的研究与推广[J].中国茶叶,2009,31(2):4-6.
[5]殷华文,于兆和,马志刚.PLC对步进电机的控制技术[J].组合机床与自动化加工技术,2003(8):65-67.
[6]毛 昀,杨 峰.基于PLC的步进电机控制系统设计[J].工业仪表与自动化装置,2014(4):87-89,98.
[7]郭和伟.基于PLC的茶叶匀堆机控制系统设计[J].湖北农业科学,2013,52(4):933-936.
[8]邢晓熙,徐 澄.台达PLC与触摸屏在细编穿刺机上的应用[J].中国制造业信息化,2013(2):84-85.
[9]崔 延.采用PLC控制步进电机实现点位控制[J].组合机床与自动化加工技术,2009(4):61-63,66.
[10]王京琛,刘旭红,张先伯,等.基于PLC食用油灌装生产线的电气控制[J].湖北农业科学,2013,52(10):2423-2426.
[11]肖春芳.基于PLC数控螺旋锥齿轮研齿加工的自动控制[J].机械设计与研究,2013,29(4):88-92.
[12]吕 品.PLC和触摸屏组合控制系统的应用[J].自动化仪表,2010,31(8):45-47,51.
[13]王由伟,邱自学,王国伟.基于PLC的温度保险丝自动上料机的设计[J].组合机床与自动化加工技术,2015(4):115-118.
[14]卢 尧.智能仓储控制系统的设计与实现[J].自动化仪表,2017,38(2):28-30,35.
[15]戴 飞,杨 梅,张锋伟,等.基于PLC控制的气动射种机构设计[J].湖北农业科学,2010,49(6):1461-1463.
