针形名茶连续自动化理条机组控制技术研究
2019-04-17钟应富吴全李中林罗红玉王奕袁林颖杨娟邬秀宏
钟应富, 吴全 ,2, 李中林,2, 罗红玉, 王奕, 袁林颖 , 杨娟 , 邬秀宏
(1.重庆市农业科学院茶叶研究所,重庆永川 402160;2.重庆云岭茶业科技有限责任公司,重庆永川 402160)
针形名茶是我国名优茶中的一大品类,也是重庆茶业特色和主导茶类,重庆针形名茶现已形成永川秀芽、巴南银针、太白银针等优势品牌。以永川秀芽为代表的重庆针形茶始创于20世纪60年代,经过几代科技人员的不懈努力,其适宜品种、栽培技术、加工工艺等方面得到了系统研究,加工工艺已获两项发明专利:“一种针形绿茶的制备方法”(ZL03117589.9)和“一种针形茶的制备方法”(ZL200710092841.X)。
由于振动理条机具有运转平稳、结构简单等优点,在针形名茶理条造型过程中有着广泛应用[1]。理条造形是形成针形名茶独特品质的关键工序[2],虽然目前已实现机械化加工,但多数情况下仍需手工操作和人工干预,在理条过程中,需要合理控制理条温度、时间、投叶量、振动频率等,对人的技术要求高,劳动强度大,且成茶品质主要取决于操作者的技术水平和经验,不利于连续化、规模化生产。因此,研究开发适宜的连续自动化控制装备及工艺技术显得尤其重要。
1 试验材料与方法
1.1 试验材料
名山山峰茶机厂6CLZ-80理条机、304不锈钢、方钢(35 mm×35 mm)、西门子 S7-200 PLC、西门子Smart触摸屏、德力西三线PNP接近开关、S型重力传感器、PT 100温度传感器、SC63-50气缸、7.5 kW空压机等。
1.2 试验方法
1.2.1 单机理条自动化改造
针对传统理条机温度控制不稳定、下料不方便等问题,试验设置了4个温度传感器,均匀分布于理条槽下面,以4点温度的平均值作为开关加热器的控制信号。采用气缸下料代替人工下料,增设下料拉杆、空压机等。
1.2.2 连续理条作业改造
针对单机理条存在效率低、不连续、成本高等问题,在单机自动化理条装备基础上,通过研发配套装备,根据生产线前一道工序物料供应速度,采用多台(一般为4、6、8等双数台)理条机联动,实现理条过程的连续化运行。
1.2.3 配套装备研发
为实现理条过程的全程可控,定制提升机[3]、振动出叶槽和用于物料输入输出装备。针对已有的理条机投料装置特点[4-7],研制具有贮料、称量、均匀布料、往复行走下料的投料小车。
1.2.4 自动化控制试验
采用模块化功能程序设计理念,将自动化理条设计为备料模块、理条模块、投料模块和出料模块4个功能块。首先进行单机的自动控制模块设计,试验多点平均温度控制理条差异率,当理条差异率低于5%时,将此理条控制过程设计为单机的自动化理条程序模块,然后进行分析设计其它功能块的运行逻辑、信号采集等,利用PLC控制技术编写程序[8],建立人机对话窗口、管理员及操作员作业界面、工艺参数输入界面等,完成控制系统研发。
1.2.5 设计控制电路
根据自动理条工艺及连续化作业需要,分析并建立各环节的控制关系,设计控制电路。
1.2.6 开发控制程序
根据自动理条工艺要求,编写控制程序,实现该工序连续自动化。
1.2.7 人机界面设计
根据控制程序作业需要,按照有利于操作和管理、有利于生产应用的原则,开发人机对话界面,实现人机对话和自动控制。

图1 连续理条机结构图Fig.1 Structure diagram of continuous shaping machine
2 结果与分析
2.1 研究形成连续自动化理条机结构组成
如图1所示,经单机改造采用4台理条机联用,增设投料、输送、下料、控制等辅助装备,形成连续化理条控制系统装备,包括提升机、多功能备料小车、均料平输机、理条单机等主要组成部分。
2.2 连续自动化理条控制方案
如图2所示,系统由提升上料系统、自动理条系统、下料系统、操作控制系统等部分组成,其控制逻辑顺序为:(1)管理用户输入密码进行管理系统,输入工艺参数保存后,操作人员输入密码进入操作系统,启动自动理条;(2)提升机上料系统开始工作,小车首先自动回到始点,提升机开始向备料小车输送在制品原料,电子称称重并计算重量,当达到设计重量后,发出指令,提升机停止工作,小车将物料载到满足条件的理条机上方对其下料,下料结束,小车自动回到起始位置,发出提升指令,提升机系统对其投料;(3)理条机接收到物料后,按设定的理条工艺参数进行自动化理条;(4)理条结束后,发出指令,气缸或电机带动理条槽下料到振动出叶槽,同时,振动出叶槽启动振动输送及风机冷却,将理条好的茶叶输送到集料装备上。整个控制过程既独立运行,又相互联系通信,实现了理条的自动化运行。
采用模块化功能程序设计理念,将自动化理条拆分设计为备料模块、投料模块、理条模块和出料模块等功能块。为实现自动连续化理条,可根据之前工序物料供给速度,设计多个理条机单元。系统由4台茶叶理条单机组成,整个机组通过提升机、多功能备料小车、理条单机、振动输送机各装备与控制系统相连。整个机组通过PLC控制系统实现多机协同联动。每台理条机的工作步骤都分别有各自的PLC程序独立操控,不受其它理条机操控程序的影响,控制系统主要由数据采集系统、电气控制系统、人机界面、软件系统组成。控制系统采用PLC作为控制中枢,电子称、接近开关、温度传感器为信号采集装置,提升机电机、料车行走电机、下料电机、槽体振动电机、加热开关等作为执行机构;以重量、温度、时间、振动频率控制输出信息。人机对话界面设计可人工输入工艺参数、启停任何一台机械等。
2.3 控制程序开发
根据针形茶自动理条控制要求,根据各理条运行环节的时间或逻辑关系,采用梯形图设计控制程序,自动化理条机组包含多个环节,主要环节的控制框架如图3所示:

图2 自动理条控制系统逻辑关系图Fig.2 Logical relationship diagram of automatic shaping control system

图3 自动化理条主要环节控制图Fig.3 The main link control diagram of automatic shaping
2.4 产品样机及控制系统
产品样机及控制界面如图4和图5所示。
试验研发的自动化理条机满足了该装备的自动化控制理条,将传统看茶制茶转变为参数控制理条。该控制系统采用PLC控制技术,建立人机对话控制界面,通过预存工艺参数,将复杂的理条工艺简单化,既方便实用,又易于操作。为保护控制系统及工艺参数不被人为破坏,系统程序及操作界面还采取加密处理。

图4 试验研发的产品样机Fig.4 The product prototype researched and developed in the test
2.5 自动理条机装备检测结果
自动理条机在重庆云岭茶业科技有限责任公司正式投入生产运行,为验证该机组生产效果,委托重庆市农机鉴定站进行了农机检测,理条产品到送重庆市食品药品检测检验研究院检验分析,自动理条机运行效果参见表1,自动理条和人工理条的感官品质对照和性能对照所表2和表3所示。从表中可以看出,自动理条机机组各项指标均达到了设计要求,实现了理条过程自动化运行。
采用连续自动化理条机作业,由于理条投叶量、温度、时间、振动频率等参数相同,成品茶均匀一致,且条索更紧细直、破碎率少,色泽绿润,较好的保障了优质针形名茶品质特色。与人工干预机械理条相比,产品质量明显提高,投叶量差异率低于4.5%,生产效率提高14.3%,而能耗仅增加了4%,以4个理条机单元为一组的全自动理条机,每天可节约人工2个,且产品质量更标准一致、重复性更好,便于规模化、标准化生产。
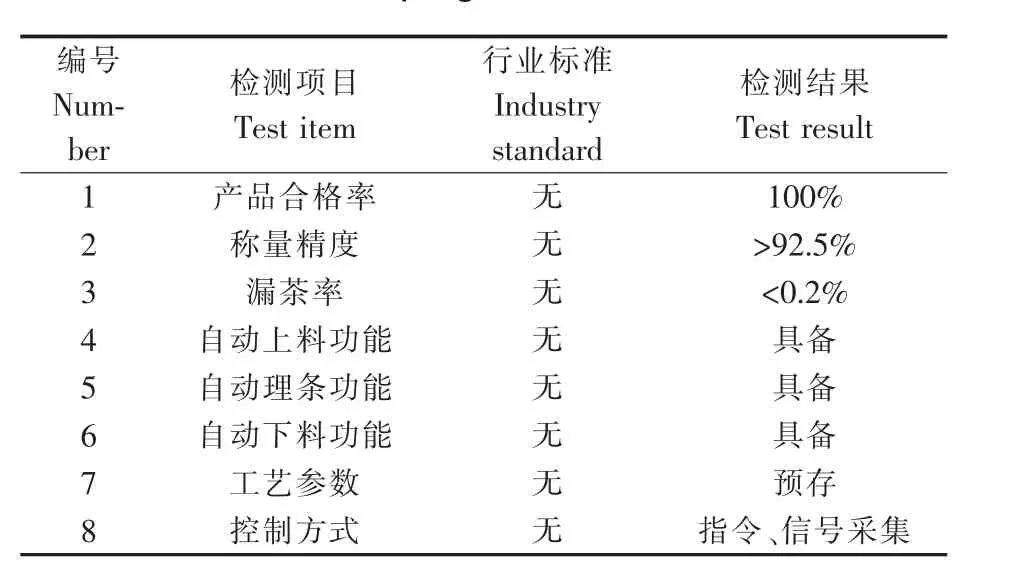
表1 自动理条机运行效果Table 1 The operational effect of automatic shaping machine

表2 自动理条与人工理条茶叶感官品质对照Table 2 The comparison of the tea sensory evaluation between automatic shaping and man-made shaping
3 结论
试验通过增设投料、输送、下料、控制等装备,采取PLC控制系统,可实现多台理条机协同联动,实现理条过程的连续自动化运行,与传统的人工辅助理条机比较,该装备具有以下优点:

表3 自动理条与人工理条性能对照Table 3 The comparison of performance between automatic shaping and man-made shaping
(1)显著提升成茶品质。自动连续理条机组的投叶方式较人工投叶方式更均匀,投叶量差异率低于4.5%,人工投叶则高于10%。由于理条机的投叶量、温度、时间、振动频率等参数相同且稳定,通过合理的参数设置,可保证理条机的每槽在制叶受力、受热均匀,避免过多投叶量、过高温度、过长时间的理条,使得成品茶条索紧直、色泽绿润、滋味鲜醇。
(2)明显提高理条作业效率。通过四台联动,实现了连续自动化理条,理条单机的空闲时间少,台时产量提高14.3%。
(3)降低理条作业成本。采用多台联动理条,虽然增加了投料、输送、下料、控制等装备,能耗增加4%,但是理条操作用工由2人减少为无人操作,理条作业成本显明降低。
