AP1000核电厂废物最小化浅析
2018-04-10倪依雨付亚茹王鑫伊成龙朱来叶
倪依雨 付亚茹 王鑫 伊成龙 朱来叶


摘要:核电厂的废物最小化作为放射性废物管理的基本原则之一,近来越来越受到社会的关注。AP1000作为三代先进核电的典型代表,从设计到运行上,都充分考虑废物最小化的原则。本文从源头控制、再循环再利用、减容技术和优化管理四个方面,开展AP1000废物最小化的简要措施描述,为在役电厂及新建的其他电厂提供一定的参考价值。
Abstract: As one of the basic principles of radioactive waste management, the waste minimization of nuclear power plants has attracted more and more attention recently. AP1000, as the typical representative of three generations of advanced nuclear power, fully considers the principle of minimization of waste from design to operation. In this paper, from the source control, recycling, reduction technology and optimized management from four aspects, briefly outline measures of AP1000 waste minimization, providing certain reference value for other new plants and the plants in service.
關键词:废物最小化;源头控制;再循环再利用;减容技术;优化管理
Key words: waste minimization;source control;recycle and reuse;reduction technology;optimal management
中图分类号:TL94;TM623 文献标识码:A 文章编号:1006-4311(2018)11-0209-03
0 引言
废物最小化是指废物量(体积和重量)和活度(废物中放射性核素含量)合理可达到的最小。废物最小化是放射性废物管理基本原则之一[1]。为了保护人类健康和生态环境,不给后代带来不适当的负担,促进核工业的可持续发展,应该尽可能节省资源,实行再利用和再循环,使废物最小化。废物最小化是整个废物管理水平提高和安全文化素质提高的结果,它始于核设施的规划与设计,终于核设施的退役和/或厂址开放。涉及设计、采购、建造、调试、试运行、运行、关闭和退役的生命周期全过程,是一个系统、连续、反复的过程。在放射性废物最小化战略实施过程中,实施效率从高到低,成本从低到高依次为管理、源头控制、再回收再利用、废物减容和废物处置。
2016年10月21日批准发布了核安全导则《HAD 401/08-2016核设施放射性废物最小化》[2]中明确要求,“应通过采取切实可行的设计和管理措施,并与国际最佳实践比对,使得核设施放射性固体废物产生量可合理达到尽量低”。根据标准中附录A.2中《美国核电厂用户要求文件》URD和《欧洲核电厂用户要求文件》EUR中,都要求单台百万千瓦压水堆核电机组废物包年产生量目标值不超过50m3。该指标无论对于国内在役还是新建电厂,都是相对比较严格的指标,需要通过多重管理手段和技术方法来满足。
本文结合AP1000系列电厂的特点,阐述在废物最小化在电厂中的应用,为国内新建及在役电厂提供一定的参考指导。
1 源头控制
1.1 优化源项
1.1.1 堆芯控制方式
AP1000系列在堆芯控制方式上与其他电厂不同,采用先进的机械补偿(MSHIM)运行模式。对于传统核电厂,在负荷跟随运行期间,主要依靠堆芯可溶硼浓度进行功率水平的控制,从而产生大量的调硼排水。而MSHIM的控制方式可实现在绝大多数情况下实现不调硼的负荷跟随运行,从而减少调硼排水量。而且也大大简化了系统的设计,无需再设置大型的硼回收系统来实现硼的重复利用。
1.1.2 源项控制
为减少下游废物处理量,可以从源头上减少主要放射性核素(裂变产物、腐蚀产物、氚和C-14等核素)的产生或沉积,减少废物处理的经济代价,从而减少运行和退役等过程中向环境排放的放射性物质的释放量,有利于废物最小化目标的实现。
①裂变产物。
压水堆核电站燃料棒破损是造成裂变产物释放的主要原因,根据近年来的经验,燃料棒破损的主要影响因素有燃料棒流致振动磨损、反应堆异物以及由制造缺陷引起的破损。针对这三种影响因素,AP1000电厂通过增大燃料棒与锆合金格架弹簧的接触面积来减少磨损量从而减少燃料棒流致振动磨损;通过采用防异物下管座及保护格架的结构设计减少进入燃料组件的异物数量以及质保控制降低包壳破损的可能性。
②腐蚀产物。
核电厂中放射性废物中主要的核素为腐蚀产物,而腐蚀产物中主要的核素为Co-58和Co-60,分别来自于Ni和Co的活化。AP1000电厂中将采用加锌技术,该技术可以减少材料腐蚀,控制一回路应力腐蚀开裂(PWSCC),减少剂量率。运行经验表明,加天然锌几个循环后剂量可减少45%,而采用贫锌则可减少55%。加锌是控制腐蚀产物最经济的方法。运行经验表明,加锌运行几个循环后,剂量率可以减少到50%。AP1000通过添加贫化锌,可以有效地减少材料腐蚀。
③活化源。
材料中的成分控制是控制活化源的主要方法之一,尤其是材料中的杂质元素,如镍、钴等,活化后形成的放射性核素半衰期相对比较长,随着辐照时间增加不断累积。因此,在结构材料选择时,一方面需要严格控制材料类型,如设计中避免高钴含量的材料使用,使用锆合金材料替代铬镍铁合金材料,另一方面需尽量减少材料部分杂质含量,如严格控制钢中钴含量。通过优化材料选取和材料杂质含量控制,可以较好地降低结构材料活化导致的放射性。如堆本体与冷却剂接触的主要设备的主要零部件设计所用材料钴含量要求不超过0.05%,从而有效减少了活化放射性源。
④氚。
在除氚方面,AP1000采用性能比较先进的燃料棒,电厂正常运行时,燃料棒发生破损的风险较小;燃料棒和可燃毒物棒的包壳材料均为锆合金;要求在反应堆冷却剂中添加的LiOH中Li-7的富集度不能低于99.9%;设置了专门贮存破损燃料棒的格架,从一定程度上对破损燃料棒进行了隔离;采用了优良的水化学控制和腐蚀产物控制等措施;在烟囱排气辐射监测管上设置了氚连续取样装置。
⑤C-14。
向环境排放的放射性C-14的量主要由反应堆冷却剂中的O-17和N-14反应生成的,故限制反应堆冷却剂O-17和N-14的浓度,为控制C-14向环境排放的主要出发点。从更符合工程实际的角度,AP1000减少反应堆冷却剂中N的量(包括:很多采用联氨做pH值控制剂的电厂采用LiOH作为控制剂,化学和容积控制系统的容积控制箱等水箱中的覆盖气体不采用氮气等);采用LiOH作为控制剂,并取消了化学和容积控制系统的容积控制箱,避免了正常运行过程当中由于容积控制箱扫气导致一回路中N浓度的增加。
1.2 先进技术
在传统成熟的压水堆核电技术基础上,AP1000广泛应用非能动安全系统,即执行安全功能靠重力、自然循环和压缩空气膨胀这些自然力而不依赖能动设备,使得核电厂安全系统的设计发生了革命性的变更。在设计中采用非能动的严重事故预防和缓解措施,简化安全系统的配置,减少了安全支持系统。由于采用了非能动的安全系统,大大降低了发生人因错误的可能,使得AP1000安全性能显著提高,减少了因误操作所带来的放射性污染。AP1000安全系统及其设备数量大量减少,阀门、管道、电缆、泵、控制装置、抗震厂房在总量上分别减少了50%、80%、85%、35%、70%和45%。
1.3 防止污染扩散
AP1000在设计上充分考虑从源头控制泄漏的发生,包括设备设计时注意密封性、尽量采用焊接形式、增强废液的包容能力,并对池体的泄漏及时进行监测。合理的辐射分区也是减少放射性污染扩散的主要方式。
除此之外,放射性废物的合理分类是实现废物最小化最直接的方式之一,尤其是对于解控废物。解控[3]是指固体废物的免于监管向公众开发,其本质上是辐射防护最优化原则在放射性废物管理中的应用,即在考虑经济和社会因素之后,保证个人剂量的大小、辐照人数以及不一定受到但可能遭受的辐照,全部保持在可合理达到尽量低的程度。因此,在电厂运行过程中,应加强废物的分类与管理,重视豁免在废物管理中的应用,尽可能减低电厂产生的废物量。
2 再循环再利用
再循环再利用是保障废物最小化战略实施的另一重要环节。如果废物的产生不可避免,则尽量执行物料的循环或再利用减容手段,通过建立并执行清洁解控技术指导程序,使用适当的去污技术,严格地执行废物分拣、废物流分离、塑料、金属和建筑材料的再循环再利用,来减少废物的产生。其重要效益不是材料的再利用带来的直接价值,而是在于处置成本节约。一般而言,可重复利用的设备包括装卸料设备操作工具、堆本体结构相关专用操作工具及热车间清洗后的设备。除此之外,洗衣房清洗达标后的衣物也是再利用的主要物品。
3 减容技术
3.1 废气处理
普遍的放射性废气处理系统包括压缩贮存衰变和活性炭延迟衰变两种处理技术。虽然压缩贮存衰变更加成熟、稳定,但相比较而言,由于活性炭延迟衰变技术不需要在加压下就可直流运行,而且系统使用的活性炭一般可以长时间使用,最终也可以有条件进行豁免,较大程度减少了二次废物量,成为推荐的废气处理技术[4]。
3.2 废液处理
离子交换树脂床是在废液中运用最为广泛的处理技术,而且由于树脂是固体废物的关键组成部分,因此,若能尽可能减少树脂产生量,将有效实现废物最小化。AP1000在树脂选型上特别关注颗粒度、交联度、全交换容量等关键参数,而且对于树脂的处理能力也进行了论证,从而保证在同样的树脂装填量的基础上,获得最大的树脂处理能力。
除此之外,移动式废液处理设备也是AP1000特有的处理设备。该处理手段结合固定式处理设备,能处理0.25%燃料破损工况下的废液和二回路沾污水。由于这些工况下的废液产生的概率很低,因此,移动式的设备能够减少固定设备的成本,从而降低二次废物的产生。
3.3 废固处理
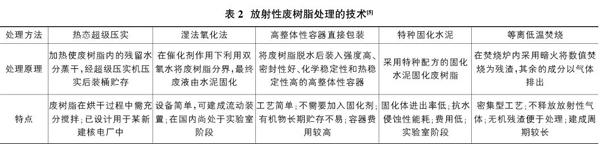
放射性固体废物是废物最小化中最为关键的一部分。因为无论是废气、废液,最终会以废固的形式将放射性核素稳定化。因此废物处理技术的减容比直接影响电厂产生的废物量,而且也是现在三废技术研究的重点发展方向。比如,对于放射性活度浓度高、减容能力弱的废树脂而言,采用技术路线包括热态超压、湿法氧化、高整体性容器直接包装、特种水泥固化等方式,其特点参见表2。
4 优化管理
4.1 管理与宣传
各相关部门共同组成放射性废物管理机构,对废物的产生、收集、转运、处理、贮存等各个环节进行行政和技术管理。包括建立废物顾问委员会或顾问组,定期评审和评价废物管理活动;建立废物处理中心或废物处理站,把分散的处理和整备变为集中的处理和整备;建立废物处理、处置的文档、数据库、废物的计量和跟踪系统、质量保证和质量控制体系、应急响应和应急准备措施等,除此之外,也需要加强现场控制手段,包括辐射防护人员把关、监督,避免包装材料进入控制区;设备维修、改造单位负责人,明确废物控制责任,实施对固体废物的源项监督与控制,减少跑、冒、滴、漏现象发生等措施。
此外,通过对管理人员和工作人员进行培训,使其了解放射性废物管理和最小化的意义,提高文化素养,掌握减少放射性废物的方法,树立废物最小化的自觉意识。使每位涉及放射性废物产生、收集、转运、处理、贮存等的工作人员切实地将废物最小化原则落实到实际工作中。此外,通过公司媒体发送废物处理指南性文件、定期出版宣传栏、规范、系统地制作现场指南性或廢物管理方面的标语等,也可有效地进行废物最小化的宣贯。
表3是田湾核电厂在积极学习同行经验后,不断总结提升废物最小化的管理能力后,实现废物量的不断减少。
4.2 经验反馈与先进技术
关注最新技术的发展:运行、去污、监测、管理等有利于废物最小化的技术革新。如焚烧处理、玻璃固化作为高效的减容技术都有着非常优越的减容和相对成熟的运行经验,因此经济因素和技术在本地的应用成熟度就成为决定采用哪种具体减容方案的关键。另外,使用高温可溶解(分解)聚乙烯醇(PVA)等新型可循环利用材料,及其深远影响也应进行深入的评估,以决定最小化战略的发展方面的工作进程。
5 总结
废物最小化作为废物管理中重要的原则,从设计阶段开始,在建造阶段实施,在运行管理中贯彻,并在退役阶段实现,从而贯穿电厂的整个寿期。而且,废物最小化要设计结合实践,不断学习总结,才能不断完善,最终有效推进废物最小化的进程。
参考文献:
[1]GB 14500-1993,放射性废物管理规定[S].中华人民共和国国家标准.
[2]国家核安全局.HAD 401/08-2016,核设施放射性废物最小化[S].
[3]林晓玲,董永和,等.清洁解控在反应堆退役放射性废物最小化管理中的应用[C].北京:中国核科学技术进展报告(第一卷),2009:40-42.
[4]倪依雨,王鑫,等.核电厂放射性废气系统专用活性炭的性能研究[J].核安全,2014,13(3):73-77.
[5]康云鼎.秦山核电基地放射性废物减容技术研究[J].核动力工程,2012,33(6):118-120.
[6]张远,李广华,等.田湾核电站放射性固体废物管理与最小化实践[J].辐射防护通讯,2010,30(1):35-39.
