基于激光三角测距的锯材表面缺陷检测方法
2017-11-28张未吕志娟徐兆军朱南峰
张未,吕志娟,徐兆军,朱南峰
(南京林业大学材料科学与工程学院,南京 210037)
基于激光三角测距的锯材表面缺陷检测方法
张未,吕志娟,徐兆军,朱南峰*
(南京林业大学材料科学与工程学院,南京 210037)
为实现自动在线检测锯材表面钝棱和裂纹等缺陷,提出了一种全新的基于激光三角测距和计算机图像处理相结合的木材表面缺陷检测方法。激光发射器发射扇形光源至传送台上的试件表面,从另一角度由相机对试件表面的激光光斑进行成像。通过图像处理,能自动识别裂纹及钝棱缺陷轮廓线,并得到外材面材宽和裂纹宽度尺寸信息。以7块含钝棱的毛边锯材和7块含裂纹的锯材进行试验,结果表明:在入射激光线与物镜光轴的夹角为60°的情况下,锯材外材面宽度和裂纹宽度检测值与实际值的误差均值都不超过±1 mm,证实了研究提出的锯材表面缺陷检测模型及构建的检测装置的高精度和可靠性。该技术能为木材加工中的自动优选下锯提供基础数据,可用于锯材优选自动化加工生产线。
激光三角测距;木材表面缺陷;在线检测;图像处理;霍夫变换
随着经济和社会的快速发展,我国木材需求量逐年增多,木制品已经是人们生活中不可缺少的物品。木制品的加工基本都是从原木剖解成一定厚度的锯材开始,由于木材自然生长的特性和锯解加工及干燥过程的影响,锯材表面通常都会有钝棱和裂纹等表面损伤缺陷,这些缺陷直接影响锯材的利用价值。如果缺陷去除不彻底,将影响锯材的等级和使用;如果缺陷去除过多,则会造成浪费,因此,几乎所有锯材厂都需要对锯材表面缺陷进行检测后才开始加工[1]。目前,我国绝大部分锯材厂仍采用人工目视的方法进行缺陷标记和齐边等工作,工人的手工操作严重影响了加工精度和效率,造成木材资源的浪费,且不能进行大规模工业自动化生产[2]。若要提高木材资源利用率,提升木材产品的质量,就要精确和连续地检测出木材表面的缺陷。因此,开发出新型和实用的木材表面缺陷自动检测技术具有重要意义。
近几十年来,研究人员一直在探索木材表面缺陷自动识别方法。一些早期的研究开发了扫描系统,认为如果知道锯材的宽度信息,就可以确定一个最佳的锯切方案[3-5]。为了识别钝棱和裂纹等木材表面缺陷,一些学者已经开发出了基于激光扫描技术的检测方法[6-9],也有研究通过应用和改进计算机视觉识别技术对锯材形状及其表面缺陷进行检测[10-13],但都没有真正实现在线检测木材表面缺陷尺寸信息。
笔者针对钝棱和裂纹等木材表面缺陷,提出了一种全新的基于激光三角测距和计算机图像处理相结合的木材表面缺陷检测方法。利用一束扇形激光聚焦在被测物体表面,然后从另一角度对物体表面的激光光斑进行成像,通过大津算法[14-15]、概率霍夫变换[16-17]等图像处理和识别技术,获得锯材外材面材宽与裂纹宽度尺寸信息。通过含有钝棱和裂纹的锯材试验检测,对检测模型与方法进行验证和分析,为实现锯材齐边与优选下锯、自动化和智能化木材加工、木材资源利用率最大化提供新的木材表面缺陷检测方法。
1 材料与方法
1.1 试验材料
试验所用试件为7块含有钝棱的杉木(Cunninghamialanceolata)毛边锯材(简称毛边锯材)和7块含有裂纹的非洲金丝柚(Testuleagabonensis)锯材(简称裂纹板),毛边锯材及裂纹板如图1所示。毛边锯材厚度分别为20,25,30,35,40,45和50 mm,试件编号为A1~A7。裂纹板厚度及数量同毛边锯材,试件编号为B1~B7。

图1 毛边锯材及裂纹板Fig. 1 The unedged sawn timber and crack plate
1.2 试验设备
试验装置主要由相机、激光光源、机架、控制装置和计算机等构成。D-660-010-0250-L01-S-90-S-S-2型激光光源,波长660 nm,出光扇角90°,功率10 mW,Prophotonix公司提供;GS3-U3-23S6C-C型相机,分辨率1 920×1 200,每秒最大采集162帧,USB3接口,Point Grey公司提供;ML-U1614MP9型镜头,焦距24 mm,Nikon公司提供。检测装置结构如图2所示,试验装置如图3所示。
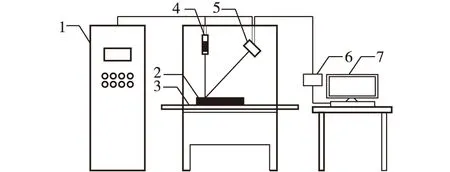
1.控制装置;2. 被测试件;3. 传送带;4. 激光光源;5. 相机;6. 采集卡;7. 计算机图2 检测装置结构图Fig. 2 Structure diagram of detection device
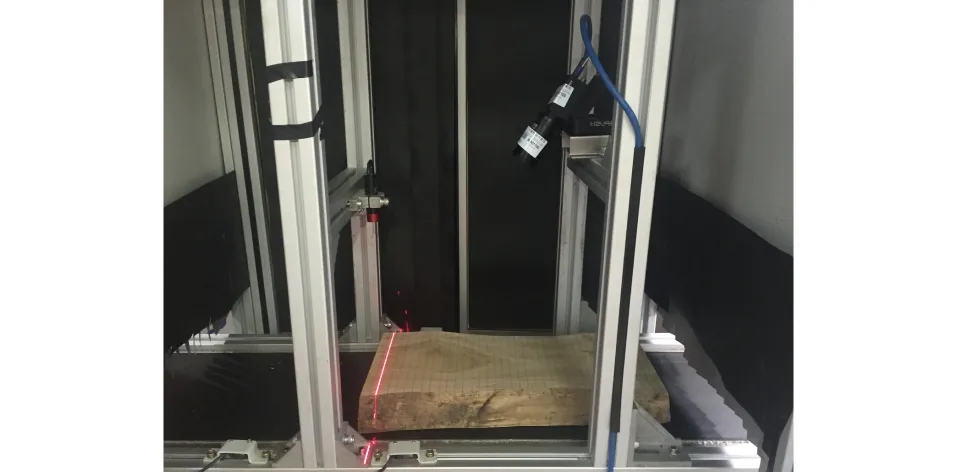
图3 试验装置图Fig. 3 Diagram of the test device
1.3 试验原理
1.3.1 厚度测量数学模型
从几何光学角度推导检测数学模型,认为成像系统满足近轴光学条件,不考虑相机和镜头的畸形、相差等因素,相机成像过程可简化为针孔相机成像。
激光发射器发射扇形光源,照射到水平传送台上,测量时先将激光线在相机中成像并调至最清晰,成像原理如图4所示。激光发射器发射激光光源至被测试件表面,O点是镜头透镜的中心,即光心;B点是没有试件时激光照射到传送台上的点,此时检测厚度值为0 mm;B点在相机成像平面上的像点是B′,BB′的连线通过光心垂直于透镜,即光轴。当放置试件时,激光照射在试件表面A点处,此时,在相机成像平面上的像点是A′。kc为相机常数,f为相机镜头焦距,θ为入射激光线与物镜光轴的夹角。设:
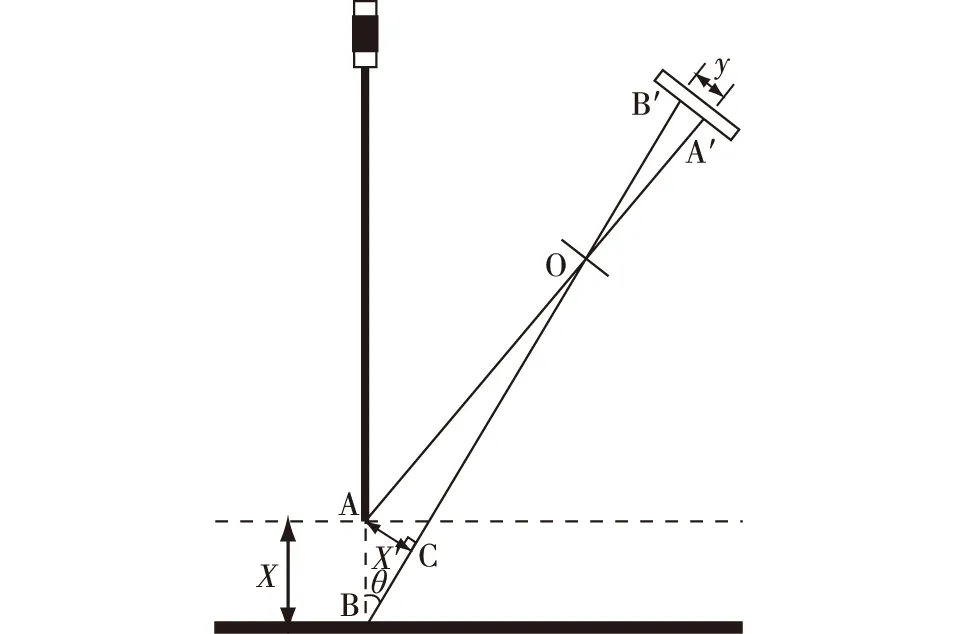
图4 厚度测量原理简化图Fig. 4 Diagrammatic sketch for thickness measurement
x=AB
(1)
y=A′B′
(2)
L=OB
(3)
L′=OB′
(4)
x′=AC
(5)
L″=OC
(6)
在式(1)~(6)中:x为被测试件的实际厚度值,mm;y为相机成像中的厚度值,像素;L为未放置试件时成像的物距,L′为像距,L″为放置试件后成像的物距。当相机位置固定时,L、f和θ均为固定值,即可推导出:

(7)
式中:k1为高度方向分辨率,即试件在相机成像上的厚度y与实际厚度x的线性关系系数,mm/像素。从公式(7)可以看出,高度方向空间分辨率由检测系统中透镜焦距f、未放试件时的物距L和入射激光线与光轴的夹角θ共同决定。
1.3.2 宽度测量数学模型
宽度测量原理简化图见图5,即图4的俯视图。由厚度方向测量模型推理中可以看出,当在水平传送台上放置厚度为x的试件时,成像的物距由OB变成了OC。设k2为未放置试件时的宽度方向空间分辨率,即此时相机成像中单位像素的宽度值;设k2′为x高度处宽度方向的空间分辨率,即可推导出:

图5 宽度测量原理简化图Fig. 5 Diagrammatic sketch for width measurement

(8)
从公式(8)可以看出,当相机位置固定时,宽度方向空间分辨率主要由未放置试件时的宽度分辨率k2、入射激光线与光轴的夹角θ和试件厚度x共同决定。
1.4 试验方法
激光发射器发射扇形激光光源至传送台上的试件表面,从另一角度由相机接收试件表面的反射光,对试件表面的激光光斑进行成像,通过图像处理与识别获得锯材外材面材宽和裂纹宽度尺寸信息。图像处理与识别分析流程如图6所示,分析流程大致如下:
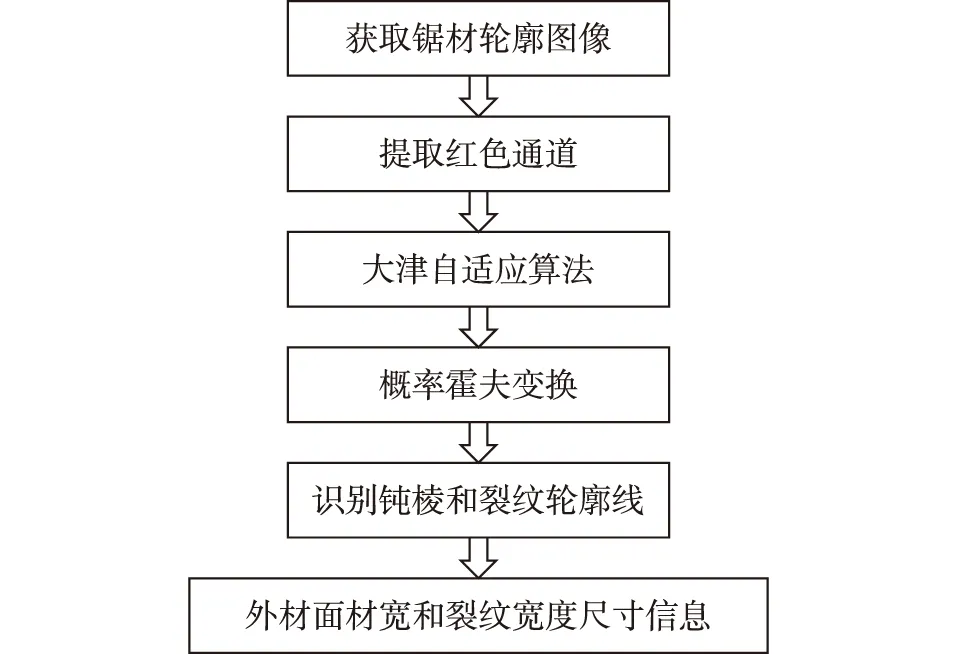
图6 图像处理与识别分析流程图Fig. 6 Analytical flowcharts of image processingand recognition
1)在检测系统中,首先获取未放入试件时的图像,此时被视为对厚度为0 mm的试件进行检测,图像中的激光轮廓线作为试验测量中试件厚度检测的基准线。其次获取被测试件轮廓图像,并提取红色通道。
2)采用大津自适应算法对图像进行二值化处理,并只保留锯材轮廓线。
3)对二值化后的图像取中心线,采用霍夫变换来选取直线,检测出一系列直线族。
4)钝棱轮廓线和外材面轮廓线的斜率不同,裂纹处轮廓线与外材面轮廓线的厚度不同,利用这个差异特征识别钝棱和裂纹缺陷轮廓线,滤去直线族中斜率大于给定值的直线段,最终得到锯材外材面轮廓线信息。
5)结合标定所得的测量计算公式以及检测所得的图像中试件厚度和宽度像素值,经计算可得锯材外材面材宽和裂纹宽度尺寸信息。
根据上述的检测模型和图像处理与识别方法,首先利用标定量块对试验系统进行厚度方向和宽度方向的标定,得到试件厚度测量计算公式和宽度分辨率测量计算公式。其次进行试验测量,在待测锯材的外材面上沿宽度方向画一条记号线。为了验证模型的正确性和检测的精度,在传送带静止状态下,使激光线与记号线重合,在此位置上检测系统获得外材面材宽和裂纹宽度尺寸检测值。用游标卡尺测量记号线的长度以及记号线方向上裂纹的宽度,并认为是准确的,即为实际值。最后比较检测值与实际值之间的差值,即检测误差值,来衡量检测系统的可靠性和精确度。
2 结果与分析
毛边锯材和裂纹板放至检测工位,入射激光线与物镜光轴的夹角为60°时,由相机接收试件表面的反射光并成像,得到锯材轮廓图像,如图7a、b所示。提取红色通道,将图像中的所有红色像素点提取出,并采用大津算法进行二值化处理,在图像中的光强服从正态分布基础上,利用阈值将图像分离成前景和背景两个图像信息,得到图7c、d,锯材轮廓线信息和表面剧烈散射信息都被完整提取出。对二值化后的图像取中心线,为克服由木材表面粗糙所引起的激光散射干扰问题,采用霍夫变换改进方法,即概率霍夫变换,通过遍历所有的点来选取直线,与经典霍夫变换相比,概率霍夫变换在处理木材表面图像中明显具有较快的速度。经过霍夫变换处理的图像,消除了激光散射干扰,检测出一系列直线族,图像中仅剩一条清晰的木材表面轮廓线。
轮廓线上相邻像素点的坐标分别设置为(x1,y1)和(x2,y2),像素点间线段的斜率为δ,若|δ|gt;0.1,则认为该线段非外材面轮廓线并滤去该线段,以此类推得到锯材外材面轮廓线,如图7e、f所示,得到锯材外材面以及裂纹位置信息。
最后将图像导入开发的专用计算软件,得出锯材外材面材宽以及裂纹宽度尺寸信息。在整个图像处理流程中,根据木材表面粗糙的特殊性质,处理方法均选取适于这种特点的各种最优算法并进行组合,图像处理速度较快,识别精度较高,可直接用于木材实际生产与加工的自动化检测。
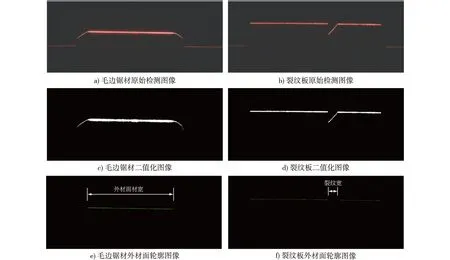
图7 毛边锯材及裂纹板图像Fig. 7 Images of unedged sawn timber and crack plate
检测试验中进行7块含钝棱的毛边锯材和7块含裂纹锯材的测量。由于木材的天然特性,同一锯材表面不同截面的轮廓线都不尽相同,为验证此方法在木材检测方面的普遍适用性,设定每一块毛边锯材和裂纹板外材面上的检测数目均为55条线,检测得出55个检测值和检测误差值。经统计分析得到的每一块锯材的检测误差平均值和相对误差平均值如表1所示。由表1可见,毛边锯材外材面材宽检测的相对误差平均值均在±1%以内,裂纹板裂纹宽度检测的相对误差平均值均在±6%以内,锯材外材面材宽和裂纹宽度检测误差均值都不超过±1 mm,检测精度完全满足GB/T 4822—2015《锯材检验》标准的宽度检量要求。试验结果表明,本研究提出的木材表面缺陷检测模型及构建的检测装置,对锯材外材面材宽和裂纹宽度尺寸的检测可以满足我国锯材检验标准。实际生产中,设置匹配的相机快门与拍摄像素、传送带运动速度等参数,就可用于自动化优选下锯生产线中,为木材加工中的优选下锯提供基础数据。
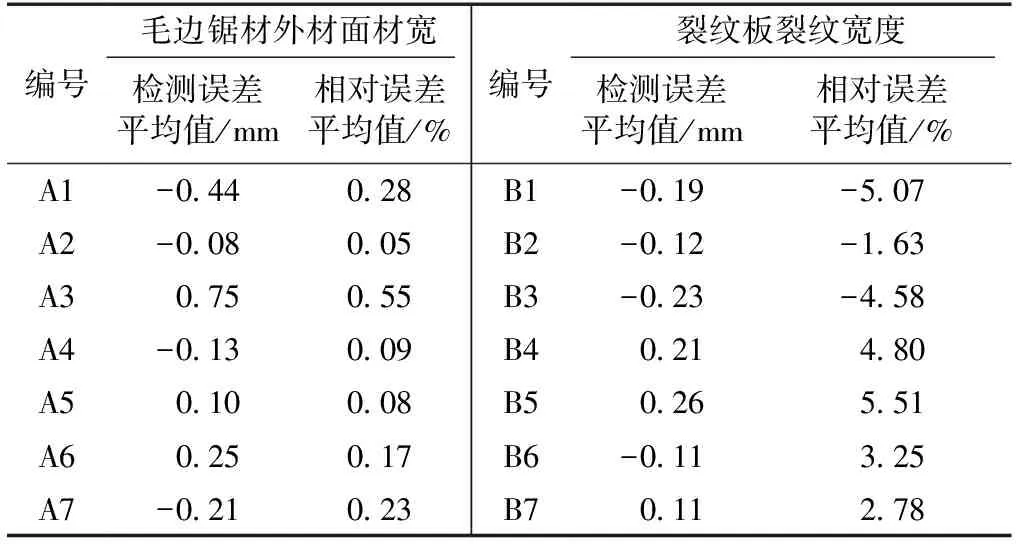
表1 毛边锯材与裂纹板检测误差平均值与相对误差平均值Table 1 The mean value of detection error andrelative error for the unedged sawntimber and crack plate
3 结 论
以激光三角测距为基础,建立了板材厚度和宽度的测量模型,通过标定,得到不同厚度的锯材表面宽度方向空间分辨率,并通过试验证明了模型的正确性。
根据锯材钝棱和裂纹的特征信息,结合一系列图像处理方法,在线获得了图像中毛边锯材外材面材宽和裂纹板裂纹宽度信息。以不同厚度的7块毛边锯材板和7块裂纹板进行试验,检测误差均值都不超过±1 mm。
基于激光三角测距的锯材表面缺陷检测方法的研究,能实现自动在线精确地识别钝棱和裂纹等表面损伤缺陷,并得到锯材外材面材宽和裂纹宽度尺寸信息,检测精度满足木材加工需求,可用于自动优选下锯生产线,并为优选下锯提供锯材和裂纹等尺寸信息。
[1]陈永光, 王国柱, 撒潮, 等. 木材表面缺陷边缘形态检测算法的研究[J]. 木材加工机械, 2003, 14(3):18-22.
CHEN Y G, WANG G Z, SA C, et al. A study of morphology arithmetic for lumber surface defects’ edge detection[J]. Wood Processing Machinery, 2003, 14(3):18-22.
[2]WU L T, XU X D, SHEN C. Eye detection and tracking using IR source[J]. Optoelectronics Letters, 2006, 2(2):145-147.
[3]CONNERS R W, CHO T H, NG C T, et al. A machine vision system for automatically grading hardwood lumber[J]. Industrial Metrology, 1992, 2(3/4):317-342.
[4]CONNERS R W, KLINE D E, ARAMAN P A, et al. Machine vision technology for the forest products industry[J]. Computer, 1997, 30(7):43-48.
[5]KHALID M, LEE E L Y, YUSOF R, et al. Design of an intelligent wood species recognition system[J]. International Journal of Simulation System, Science and Technology, 2008, 9(3):9-19.
[6]LEE S M, ABBOTT A L, SCHMOLDT D L. Surface shape analysis of rough lumber for wane detection[J]. Computers and Electronics in Agriculture, 2003, 41(1/2/3):121-137.
[7]THOMAS L, SHAFFER C A, MILI L, et al. Automated detection of severe surface defects on barked hardwood logs[J]. Forest Products Journal, 2007, 57(4):50-56.
[8]韩玉杰, 朱国玺, 田中千秋. 木材表面缺陷的激光在线检测技术[J]. 木材工业, 2002, 16(3):28-29.
HAN Y J, ZHU G X,CHIAKI T. Method of on-line detecting wood surface defects by laser[J]. China Wood Industry, 2002, 16(3):28-29.
[9]胡传双, 廖红霞, 赵俊石,等. 基于激光扫描成像技术的锯材裂缝和孔洞缺陷视觉识别系统[J]. 木材加工机械, 2008,19(5):7-11.
HU C S, LIAO H X, ZHAO J S, et al. Locating and identifying splits and knots on sawn lumber by a laser scanning technology[J]. Wood Processing Machinery, 2008, 19(5):7-11.
[10]李绍成, 王宝金, 丁建文,等. 基于图像的原木去弯截断方法[J]. 林业科技开发, 2014, 28(6):127-129.
LI S C, WANG B J, DING J W, et al. Research on method for log cutting off by image optimizing[J]. China Forestry Science and Technology, 2014, 28(6):127-129.
[11]马慧良, 马岩. 原木形状识别技术的探讨[J]. 林业科技, 2005, 30(1):37-39.
MA H L, MA Y. Discussion about the inspecting technique of the log’s shape[J]. Forestry Science amp; Technology, 2005, 30(1):37-39.
[12]高珊, 谢婉欣, 王立海,等. 应用红外热像技术检测木材孔洞缺陷[J]. 林业科技开发, 2013, 27(5):98-101.
GAO S, XIE W X, WANG L H, et al. An experiment on application of infrared thermal imaging for non-destructive testing of wood defects[J]. China Forestry Science and Technology, 2013, 27(5):98-101.
[13]卫宏, 丁建文, 曹平祥,等. 基于图像处理的树干弯曲度自动测量方法[J]. 林业科技开发, 2012, 26(6):70-73.
WEI H, DING J W, CAO P X, et al. An automatic trunk curvature measuring method based on image-processing technology[J]. China Forestry Science and Technology, 2012, 26(6):70-73.
[14]OTSU N. A threshold selection method from gray-level histograms[J]. IEEE Transactions on Systems, Man amp; Cybernetics, 1979, 9(1):62-66.
[15]SHA C S, HOU J, CUI H X. A robust 2D Otsu’s thresholding method in image segmentation[J]. Journal of Visual Communication and Image Representation, 2016, 41:339-351.
[16]DUDA R O, HART P E. Use of the hough transformation to detect lines and curves in pictures[J]. Ipsj Magazine, 1972, 15(1):11-15.
[17]MUKHOPADHYAY P, CHAUDHURI B B. A survey of hough transform[J]. Pattern Recognition, 2015, 48(3):993-1010.
Detectingmethodforsurfacedefectofswantimberbasedonlasertriangulation
ZHANG Wei, LYU Zhijuan, XU Zhaojun, ZHU Nanfeng*
(College of Materials Science and Engineering, Nanjing Forestry University, Nanjing 210037, China)
In order to achieve the automatic online detection of wood surface defects, such as wane and crack, a new method based on laser triangulation and computer image processing for surface defects of sawn timber was proposed. The laser triangulation measurement was conducted by a laser beam focused on the object surface to be measured, and the laser spots on the timber surface were imaged from another angle. Through the image processing, the profile of wane and crack defects were identified and removed, the profile of external face was retained, and the information of the external face and crack width were obtained. The experiments were carried out with seven pieces of unedged sawn timber with wane and seven pieces of sawn timber with crack. The results showed that, when the incident angle of the laser beam was 60°, the average error of the measurement for external face and crack width were all not more than ±1 mm, indicating that the proposed detection model and the detection device for surface defects of sawn timber had high detection accuracy. This detecting model for surface defects of sawn timber can meet the requirements of the sawn timber detection, provide the basic data for the optimum sawing in the wood processing, improve the utilization ratio of wood resources, and can be directly used in the automatic and intelligent production line of wood processing.
laser triangulation; wood surface defects; on line detection; image processing; hough transformation
2017-04-14
2017-06-16
江苏省科技支撑计划项目(BN2015142)。
张未,女,研究方向为生物质材料测试技术。
朱南峰,男,教授。E-mail:znanf@njfu.edu.cn
S784
A
2096-1359(2017)06-0116-05
