蜡油加氢裂化装置掺炼加氢精制柴油的探讨
2017-11-04郑港西曾文钦
方 友,郑港西,曾文钦
(中海油惠州石化有限公司,广东 惠州 516086)
蜡油加氢裂化装置掺炼加氢精制柴油的探讨
方 友,郑港西,曾文钦
(中海油惠州石化有限公司,广东 惠州 516086)
鉴于目前国内柴油产品市场过于饱和且加氢精制柴油经济效益较差,提出了蜡油加氢裂化装置掺炼加氢精制柴油的加工方案。该加工方案拓宽了蜡油加氢裂化装置原料油范围,增加了装置生产方案的灵活性,充分利用了装置加工能力,提高了装置运行效益,降低了综合能耗。工业生产结果表明,蜡油加氢裂化装置所掺炼的精制柴油经反应转化为重石脑油及喷气燃料等高附加值产品,可大幅提高经济效益。
蜡油 加氢裂化 加氢精制柴油 喷气燃料
1 装置生产操作指标分析
惠州石化蜡油加氢裂化装置为国内首套引进壳牌工艺包的加氢裂化装置,采用标准催化剂公司的DN-3551(精制剂)Z-503(深度脱氮剂)Z-3723(裂化剂)催化剂,处理能力为4.0 Mta。装置反应器分成相同的两系列(R101AB),每个反应器设6个床层,分别为3个精制反应床层和3个裂化反应床层。蜡油加氢裂化装置掺炼加氢精制柴油前以减二线蜡油、减三线蜡油和焦化蜡油为原料,实际原料加工质量比为50∶25∶25,掺炼后维持设计的3种蜡油间的比例不变。蜡油转化率控制在87%±0.5%,并尽量维持稳定。
1.1 原料油性质
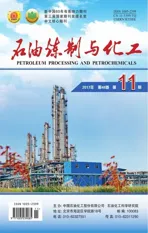
表1为掺炼加氢精制柴油前后混合原料油的性质对比。掺炼前后原料性质基本保持稳定,加氢精制柴油硫、氮含量很低,掺炼量又较少,不影响混合进料的硫、氮含量,混合进料的硫、氮含量主要受蜡油进料硫、氮含量的变化影响(主要是原油品种的变化)。虽然加氢精制柴油馏程较轻,但因为掺炼量少,并未影响混合原料的馏程,而且混合原料高压进料泵的运行也未受到影响,没有出现振动增大的问题。
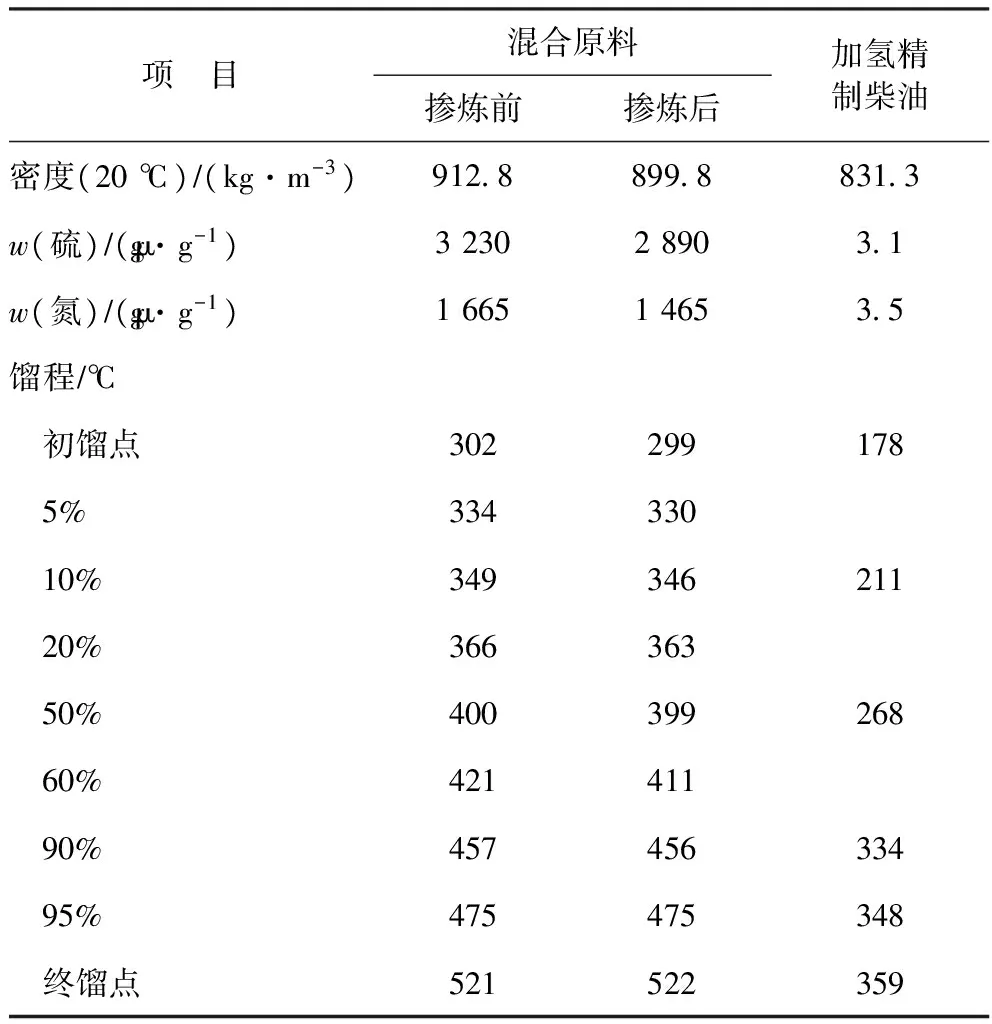
表1 掺炼前后混合原料油性质对比
通过掺炼硫、氮含量很低的加氢精制柴油,有效降低了装置混合进料的硫含量和密度,硫质量分数降至0.3%以下,密度(20 ℃)降至0.9 gcm3以下。调合混合原料的性质,拓宽了加氢裂化装置的原料油范围,保证装置催化剂的长周期运行。
1.2 主要操作参数
表2为掺炼加氢精制柴油前后的主要操作参数对比。在掺炼少量加氢精制柴油的情况下,装置主要操作参数变化不大,具体分析如下:
(1)反应入口温度下降2 ℃左右。掺炼前蜡油加氢裂化装置混合进料温度为131 ℃,而加氢精制柴油温度为80 ℃左右,导致掺炼后的混合进料温度为129 ℃左右,同时由于在360 ℃左右会有部分加氢精制柴油汽化吸收大量汽化潜热,最终导致混合进料的温度降低。
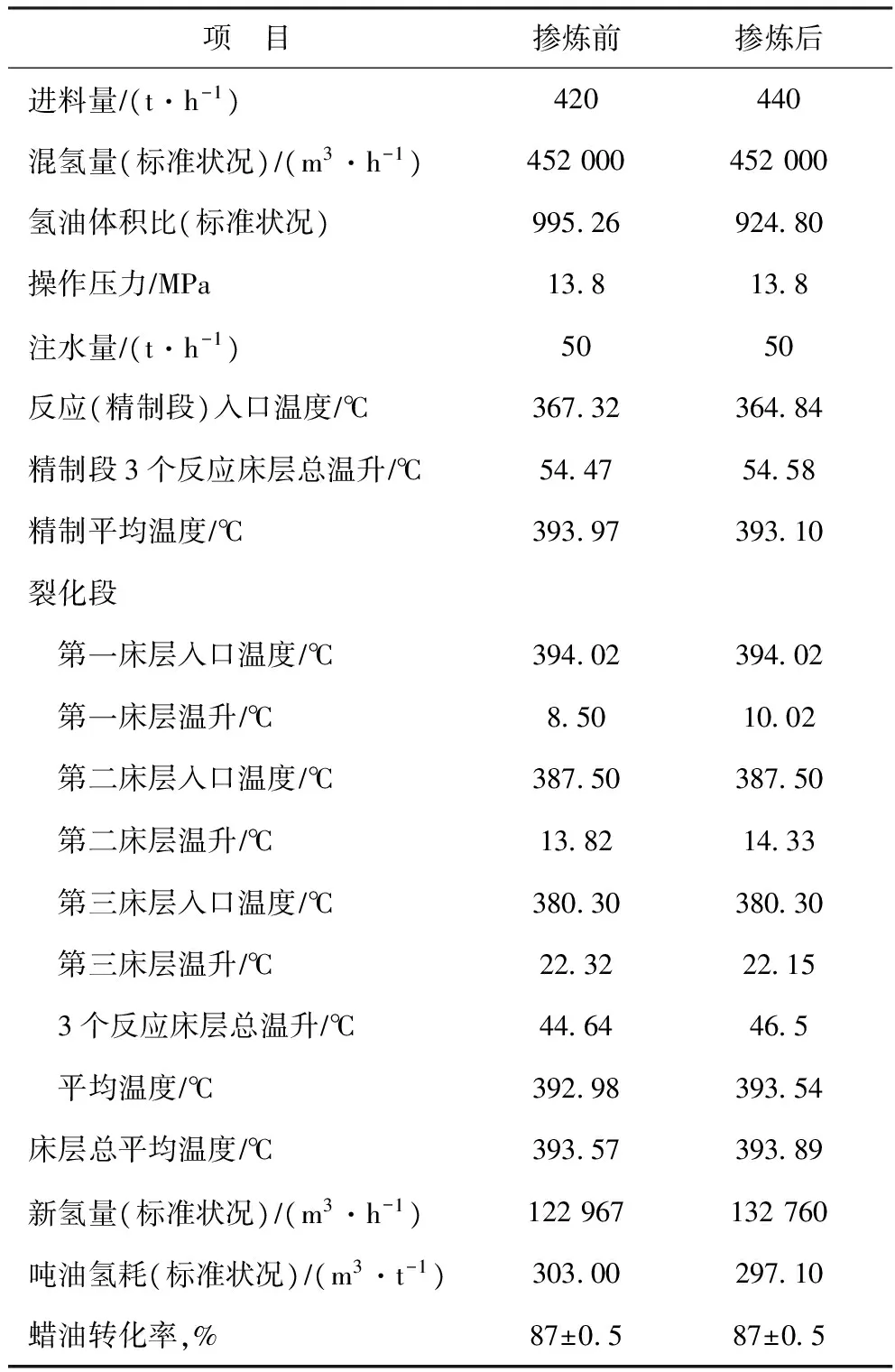
表2 主要操作参数对比
(2)因为掺炼加氢精制柴油的硫、氮和芳烃含量低,在反应器精制段反应深度较浅,所以反应精制段温升维持不变。由于加氢精制柴油主要在装置裂化段第一、第二床层发生反应,在维持裂化段入口温度不变的情况下,裂化段第一床层温升增加1.52 ℃,第二床层温升增加0.51 ℃,裂化段床层总温升提高1.86 ℃。加氢精制柴油在此操作条件下的裂化反应并不剧烈。
(3)氢油比和吨油氢耗量略有降低,主要是因为掺炼加氢精制柴油后导致原料变化,以及加氢精制柴油裂化反应耗氢影响。
2 经济技术指标分析
2.1 主要产品性质
表3为掺炼加氢精制柴油前后的主要产品性质对比。因为掺炼的加氢精制柴油品质较好,硫、氮含量低,所以掺炼前后装置的产品质量保持合格稳定;掺炼后重石脑油产品的硫、氮含量保持不变,在保证喷气燃料和柴油抽出馏程不变的情况下,喷气燃料硫含量、冰点、烟点、闪点也未发生变化,柴油硫含量、闪点、十六烷值均基本保持不变。表明掺炼少量加氢精制柴油不会影响装置的产品质量。
2.2 目标产品收率与氢耗分析
为了准确分析掺炼加氢精制柴油后装置的目标产品收率及氢耗情况,对两种工况进行对比:第一种工况是掺炼加氢精制柴油前,减二线蜡油、减三线蜡油和焦化蜡油质量比为49.08∶30.92∶20.00,进料总量为420 th;第二种工况掺炼20 th的加氢精制柴油,但维持减二线蜡油、减三线蜡油和焦化蜡油比例不变(49.08∶30.92∶20.00),且这3种原料总量也不变(420 th),总进料量为440 th。收集两种工况下的原料(包括氢耗)和产品48 h的累积数据,计算得到加氢精制柴油的氢耗及产品收率,结果见表4。由表4可见:所掺炼加氢精制柴油的吨油氢耗约为2.28%,转化率为100%;加氢精制柴油转化后的高附加值产品收率很高,喷气燃料收率为51.17%,重石脑油收率为39.01%,其它轻组分收率仅为9.82%。
表3 主要产品性质对比
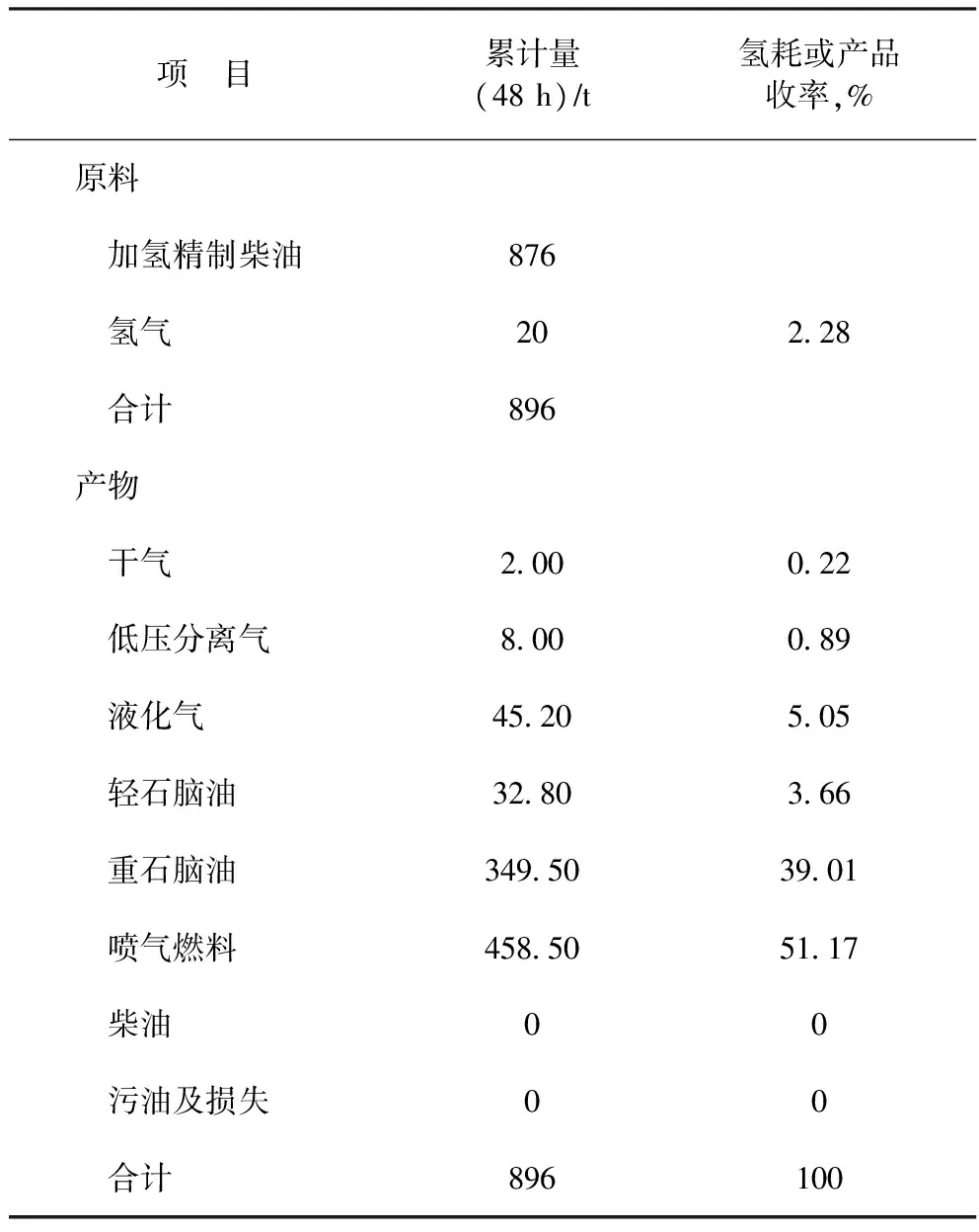
表4 加氢精制柴油的氢耗及产品收率
2.3 装置能耗
蜡油加氢裂化装置的能耗主要是来自燃料气消耗和电耗,所以主要对比分析了电耗和燃料气消耗,结果见表5。由表5可见:掺炼加氢精制柴油后,燃料气单耗稍有增加,主要是因为所掺炼柴油的组分较轻,温度偏低,所以反应加热炉负荷增加;且柴油转化的产品都是轻组分,也会使分馏加热炉负荷增大;掺炼加氢精制柴油后,装置的整体负荷增加,电耗大幅下降,所以掺炼后装置的吨油能耗反而下降。
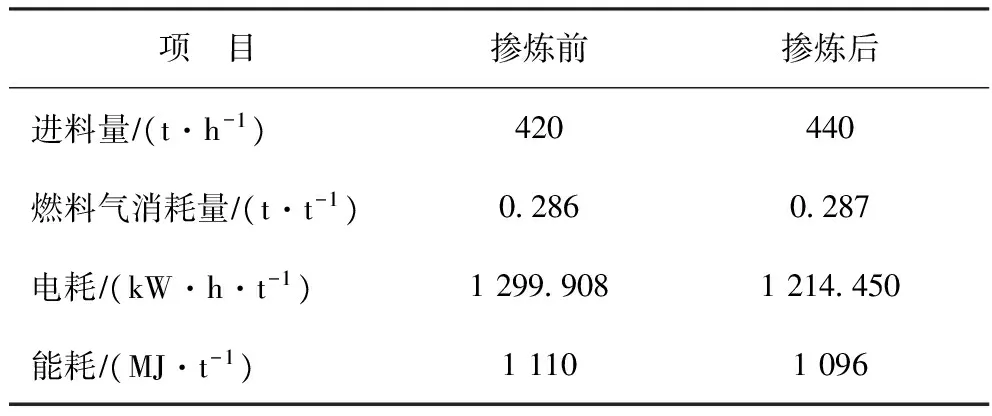
表5 掺炼加氢精制柴油前后的能耗对比
2.4 经济效益分析
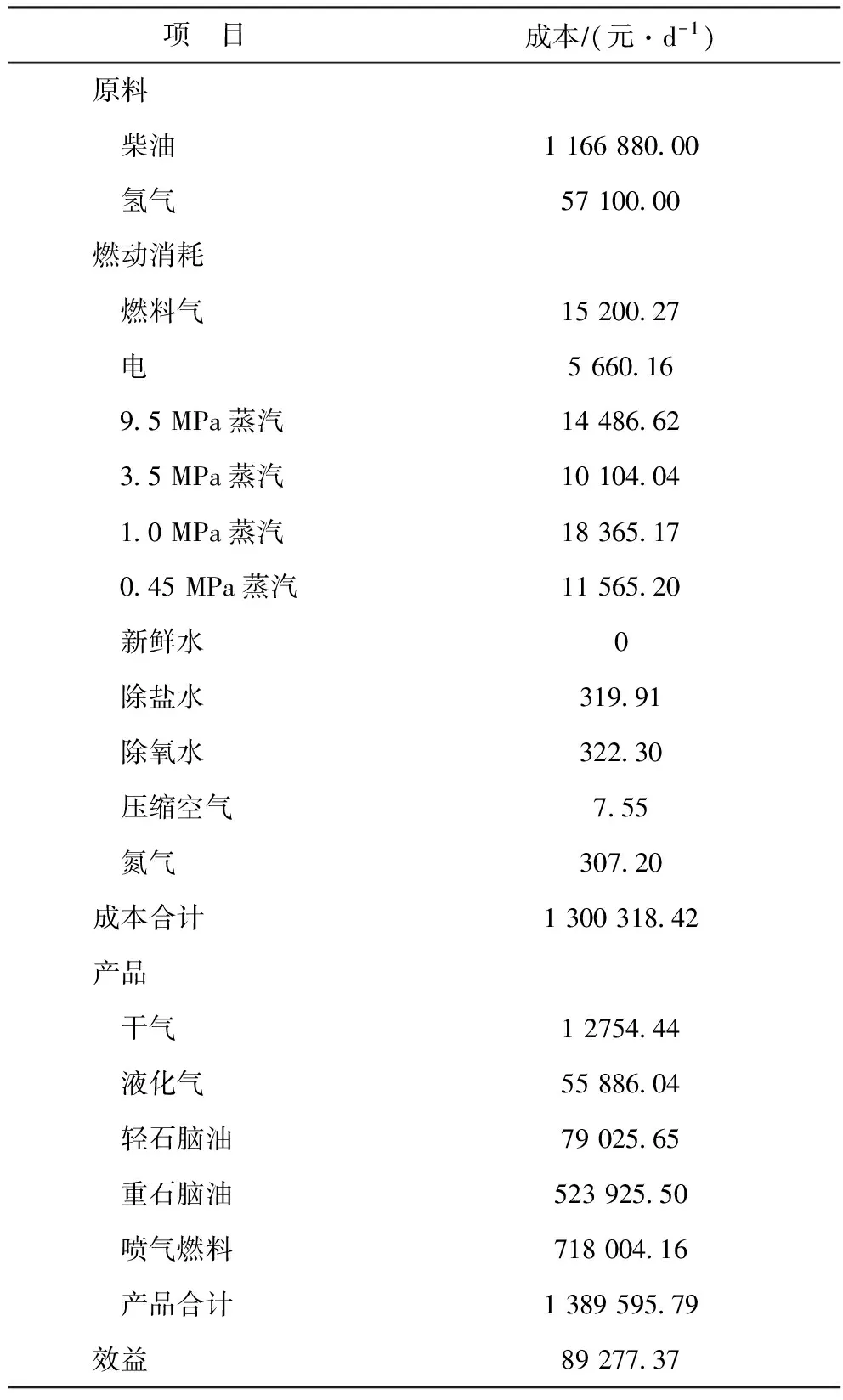
表6 掺炼加氢精制柴油的经济效益
注:因为加氢精制柴油硫、氮含量很低,加氢过程所产生的硫化氢和氨气可以忽略不计,所以不考虑其对装置物料平衡的影响,以及其产生的硫化氢和氨气的处理对加工成本的影响。
3 结 论
(2)掺炼加氢精制柴油的硫、氮含量很低,对蜡油加氢裂化装置反应的精制温度没有影响,加氢精制柴油在裂化段完全裂化反应,使装置裂化段温升提高1.86 ℃。
(3)掺炼加氢精制柴油的吨油氢耗约为2.28%,加氢精制柴油的转化率为100%,而且主要是转化为高附加值产品(喷气燃料和重石脑油收率达90%以上)。
(4)掺炼加氢精制柴油后,蜡油加氢裂化装置的吨油能耗为1 096 MJt,与掺炼前相比略有下降;经济效益较为可观,每掺炼1 t加氢精制柴油可收益186元。
[1] 张振.柴汽比问题综述与对策探讨[J].石油炼制与化工,1995,26(5):54-58
[2] 张成.优化生产方案增产汽油措施分析与应用[J].石油炼制与化工,2012,43(4):5-9
[3] 张成,钟湘生.降低柴汽比潜力分析与措施[J].炼油技术与工程,2013.43(6):22-25
[4] 田景惠.2011年我国成品油市场回顾及2012年展望[J].国际石油经济,2012,20(1):77-82
[5] 田景惠.2012年我国成品油市场回顾及2013年展望[J].国际石油经济,2013,21(4):70-75
HYDROCRACKINGWAXOILBLENDINGWITHHYDROTREATEDDIESEL
Fang You, Zheng Gangxi, Zeng Wenqin
(CNOOCHuizhouPetrochemicalCompanyLimited,Huizhou,Guangdong516086)
In view of the current domestic diesel market,hydrocracking wax oil with hydrotreated diesel was commercially practiced to broaden the range of raw materials,make full use of the capacity,improve the operation efficiency and reduce the comprehensive energy consumption of the hydrocracking unit.The commercial results showed that the hydrotreated diesel is converted into high value-added products such as heavy naphtha and jet fuel,which can greatly improve the economic benefit of the unit.
wax oil; hydrocracking; hydrotreated diesel; jet fuel
2017-05-16;修改稿收到日期2017-07-16。
方友,从事加氢裂化工艺管理工作。
方友,E-mail:fangyou@cnooc.com.cn。