球团给料机MOX控制系统的技术改造
2017-11-01陈鸿桂
陈鸿桂 付 斌* 廖 亮
(1.武汉工程职业技术学院 湖北 武汉:430080;2.武钢程潮矿业有限公司 湖北 鄂州:436051)
球团给料机MOX控制系统的技术改造
陈鸿桂1付 斌1*廖 亮2
(1.武汉工程职业技术学院 湖北 武汉:430080;2.武钢程潮矿业有限公司 湖北 鄂州:436051)
武钢程潮矿业有限公司的11台圆盘给料机采用MOX(悉雅特)PLC及西门子6ES70变频器控制,由于二者通讯不兼容,造成对变频器的调速及控制非常不方便。为了克服这种弊端,在圆盘给料机MOX控制系统中并入西门子控制系统,由监控计算机和西门子S7-200PLC组成。西门子控制系统具有两大功能,一是监控计算机能够监控圆盘给料机的运行状态并能设置、显示有关参数;二是监控计算机通过S7-200PLC读写西门子6ES70变频器的参数,控制圆盘给料机的运行及速度,从而方便生产技术人员的操作并提高生产效率。
给料机;监控计算机;S7-200PLC;技术改造;球团矿;球团生产;MOX系统
1 研究背景
球团生产工艺是一种提炼球团矿的生产工艺。球团矿是把细磨铁精矿粉或其他含铁粉料加入少量添加剂混合后,在加水润湿的条件下,通过造球机滚动成球,再经过干燥焙烧,固结成为具有一定强度和冶金性能的球型含铁原料。武钢程潮矿业有限公司球团分公司现有3台铁精矿仓圆盘给料机和2台膨润土仓圆盘给料机,用于控制精矿和膨润土给料量的混料配比,还有6台混料仓圆盘给料机控制混料仓的原料通过皮带机送入造球机与水滴生成生球。整个生球成球系统料量的配比是由上述11台给料机完成的,11台给料机是由西门子6ES70变频器(电动机)驱动。从原料到成品球团入库的整个生产工艺流程由球团分公司主控室的MOX(悉雅特)PLC控制,由于MOX PLC与西门子6ES70变频器通讯不兼容,只能通过变频器的外部端子或外部模拟量通道控制变频器的启停和速度调节。MOX控制系统中变频器的模拟量调速方式有两种:一是利用电位器调速,二是通过皮带称输出4~20mA的标准电流信号调速,皮带秤的流量则由MOX PLC控制。因此,不能在主控室对变频器进行调速,生产技术人员只能跟据现场生产情况的变化和需要,频繁进入配电室,在变频器的BOP面板上修改参数进行调速;或者打开生产现场的操作箱,调节箱内电位器的阻值进行调速。这二种调速方式不仅非常麻烦,而且存在安全隐患。因此,必须对球团圆盘给料机MOX控制系统进行技术改造,新增西门子控制系统,实现变频器的快捷方便控制及调速。
2 西门子控制系统的硬件配置及工作原理
保持原有的圆盘给料机MOX控制系统不变,新增西门子S7-200PLC及监控计算机(监控上位机),组成对圆盘给料机的西门子控制系统,监控计算机显示有关参数并通过S7-200PLC读写6ES70变频器的参数。圆盘给料机MOX控制系统+西门子控制系统组成如图1所示。
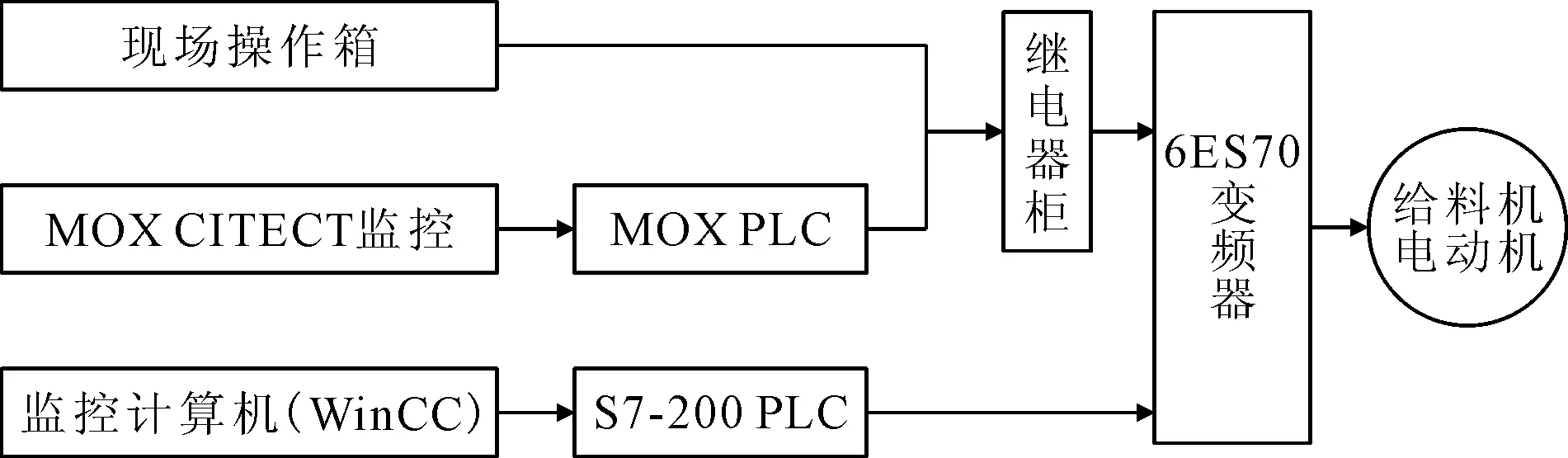
图1 圆盘给料机(电动机)MOX控制系统+西门子控制系统方框图
2.1 西门子控制系统的硬件配置
将监控计算机、S7-200PLC及6eS70变频器连接,监控计算机与S7-200PLC采用以太网通讯,S7-200PLC与变频器采用USS通讯。监控计算机、S7-200PLC及变频器三者的连接方式如图2所示。监控计算机显示S7-200PLC采集的中间变量,达到监控变频器的目的。但是在实际应用中遇到了监控计算机与S7-200PLC通信驱动问题,由于S7-200PLC比WinCC组态软件推出晚,因此WinCC软件中没有集成S7-200PLC的通信驱动程序,需要安装S7-200PLC的OPC通讯软件PC ACCESS,由OPC通道将S7-200PLC与监控计算机连接,二者的连接分三步进行:
(1)在STEP7-Micro/WIN软件中完成以太网通讯模块CP243-1的配置,注意第一次配置完成后只能使用PPI/PC电缆下载程序。完成配置后需要在程序中调用以太网向导ETHx_CTRL块,将程序下装到S7-200PLC,然后将PLC断电再重新上电后,上述配置才能生效。
(2)在S7-200.OPCServer软件中配置与S7-200PLC相同的通讯协议并建立连接,将S7-200PLC符号表中的变量全部导入S7-200.OPCServer项目文件中,进行项目测试并保存后监控计算机才能调用。
(3)在WinCC软件的变量管理器中添加OPC.CN驱动程序,然后右击“OPC GROUPS”,选择“系统参数”,在OPC条目管理器中查找“S7-200.OPCServer”,将S7-200.OPCServer里建立的PLC变量添加到条目中。
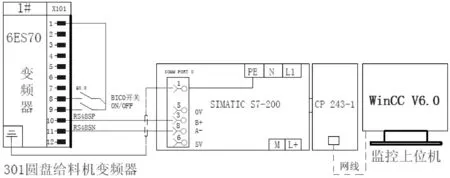
图2 变频器、PLC、监控计算机连接示意图
2.2 西门子控制系统的工作原理
监控计算机通过OPC通道完成了与S7-200PLC的通讯连接,最后在WinCC软件中组态监控画面,组态监控画面时可以直接使用OPC服务器中的项目名称,相当于调用了S7-200PLC中对应的变量地址进行变频器控制,其监控画面如图3所示。画面中RUNOFF按扭是控制变频器的起停按钮、报警复位按扭可进行变频器故障复位,这两个按扭只有在BICO按扭置1时才有效。当BICO按扭为0时,变频器的起停由原MOX控制系统经变频器
外部端子控制。画面中变频器的工作指示、报警指示、状态指示及转速反馈显示,不受BICO按扭状态的影响。变频器状态指示可随机显示变频器工作时的参数。如果要在线进行变频器的转速设定,则转速调节按扭需置1才有效,转速设定值对应变频器频率附加值给定参数P433,输入正数在变频器主给定频率参数P443的基础上加速,输入负数则减速。读写变频器参数时根据参数的数据类型,选择对应参数栏输入变频器的参数,单击写或读按扭就可对变频器中对应的参数行修改。

图3 监控计算机WinCC软件中的监控画面
3 西门子控制系统的控制程序及有关参数
完成西门子控制系统的硬件配置后,还要进行S7-200PLC的USS通讯控制程序设计及6ES70变频器的有关参数设置。
3.1 控制程序设计
S7-200PLC通过西门子USS通信协议与6eS70变频器通讯。首先在编程软件STEP7-Micro/WIN中安装西门子的USS指令库,编程时可直接使用库中USS Protocol提供的指令来控制变频器的启停及参数的读写,通讯控制程序流程图如图4所示。
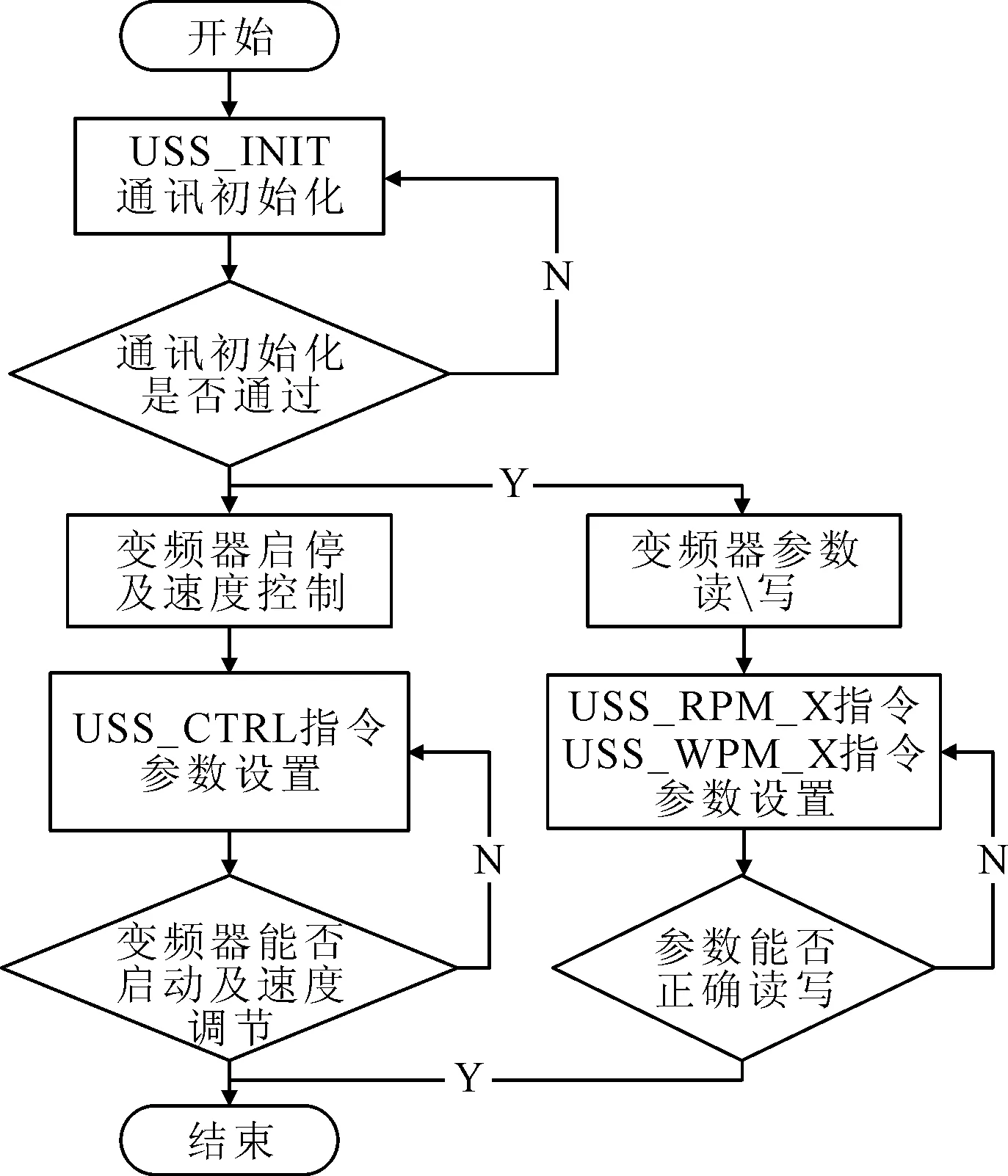
图4 通讯控制程序流程图
在图4中,USS_CTRL指令用于控制变频器,每台变频器有一条USS_CTRL指令,有几台变频器就有几条USS_CTRL指令。该指令中的参数Drive(驱动器地址)输入变频器的地址,填写的地址在USS_INIT指令的ACTIVE(激活)参数中,变频器参数设置P700要与该地址一一对应,当指令中OFF2、OFF3、Fault(故障)和Inhibit(禁止)为0,RUN(运行)为ON时,变频器收到命令,按指定的速度和方向开始运行。USS指令库中共有6种参数读写功能块,分别用于读写驱动装置中不同格式的参数,各功能块的功能如表1所示。
变频器参数读写指令采用与USS_CTRL功能块不同的数据传输方式。由于多台驱动装置把参数读写指令中用到的PKW数据处理作为后台任务,参数读写的速度要比控制功能块慢一些,执行这些指令需要更多的等待时间,且在任一时刻USS主站
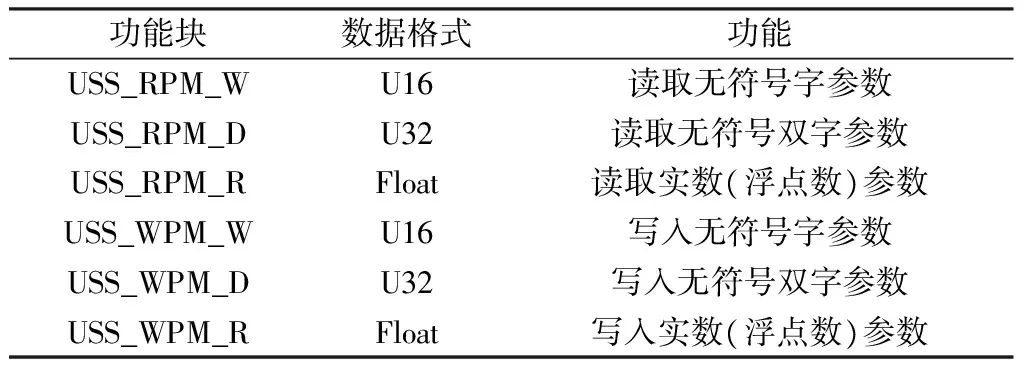
表1 USS库中功能块的功能
内只能有一个参数读写功能块有效,否则会出错,因此,如果需要读写多个参数(来自一个或多个驱动装置),必须在编程时进行读写指令之间的轮替处理,将三组读写指令触点联锁,每种参数指令只调用1条,在监控计算机中将在线变频器参数集中读写控制,确保在同一时刻只有一台变频器一种参数进行读写操作,变频器参数读写画面如图5所示。
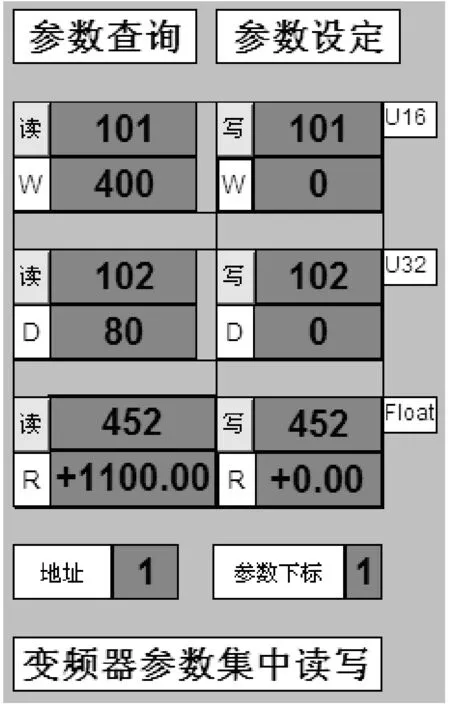
图5 变频器参数读写画面
3.2 变频器参数设置
要实现S7-200PLC与6ES70变频器USS通讯,除了要进行PLC程序设计外,还要在变频器中进行参数设置,变频器的主要参数见表2。
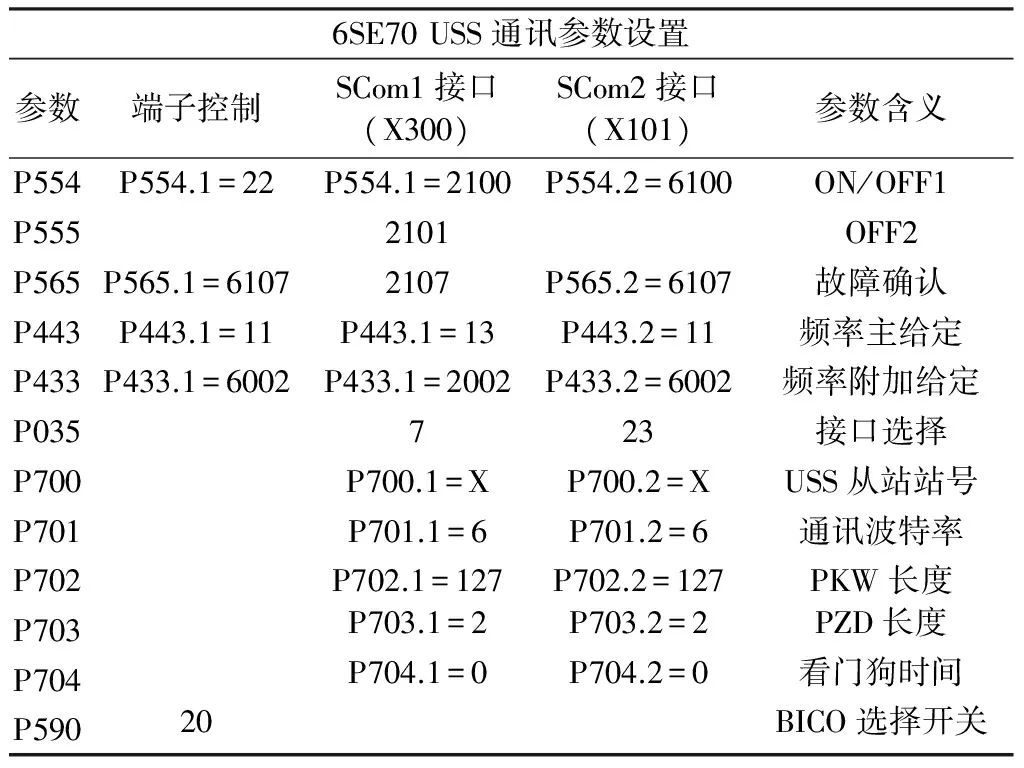
表2 变频器的主要参数
在表2中,变频器的启动信号源于P554,设置了两种控制方式。
方式一:P554.1=22为外部端子起停变频器,保持原MOX控制系统中的控制方式;
方式二:P554.2=6100为串行通讯端口2控制变频器的起停。
两种控制方式通过WinCC监控画面中的BICO按钮进行切换。变频器主给定频率参数P443的标号1和标号2(P443.1=P443.2=13)都设置由外部模拟量2给定,保持原MOX控制系统中的控制方式;而变频器附加给定频率参数P433的标号1和标号2(P433.1=P433.2=6002)都设置由串行通讯端口2控制,该参数设置方式保证在BICO参数变换下,变频器的主给定频率和附加给定频率的给定源不变,且两种频率给定方式同时存在,共同控制变频器的实际运行频率,实现了在原MOX控制系统控制方式不变的情况下,将新增的西门子控制系统作为补充,并入MOX控制系统中,共同对圆盘给料机进行监控和操作。
4 改造效果
改造后的新控制系统运行已经一年多时间了,通过实践检验,西门子系统优点显著,其运行可靠、故障率小。既能对圆盘给料机(变频器)的运行进行控制,又能对圆盘给料机(变频器)的运行状态进行监视,还能非常方便地调节圆盘给料机(变频器)的运行速度及读写变频器的参数。不仅降低了生产技术人员的劳动强度,还大大提高了生球的成球率及成品球的产量和质量,生球的成球率由原来的85%提高到95%,球团回转窑中结块或结圈的现象由以往的每年10多次降为现在的每年4次左右。经济效益十分明显,应用前景十分广阔。
[1] 廖常初.S7-200PLC编程及应用[M].北京:机械工业出版社,2013.
[2] 李军.WinCC组态技巧与技术问答[M].北京:机械工业出版社,2013.
[3] 孟晓芳等.西门子系列变频器及其工程应用[M].北京:机械工业出版社,2008.
TechnicalTransformationofMOXControlSystemforPelletFeeder
Chen Honggui1Fu Bin1Liao Liang2
(1.Wuhan Engineering Institute, Wuhan 430080, Hubei; 2.Chenchao Mining Co., Ltd., Ezhou 436051, Hubei)
The 11 disc feeders of Chenchao mining company are under the control of MOX PLC and SIEMENS 6ES70 inverter. Because these two systems are not compatible in communication, it is very inconvenient to regulate speed and control the inverter. To overcome these drawbacks, disc feeder in MOX control system is incorporated into the SIEMENS control system which is composed of a monitoring computer and SIEMENS S7-200PLC. SIEMENS control system has two functions, one is to monitor the running state of the disc feeder and display related parameters; the other is to monitor the computer through S7-200PLC to read and write parameters of SIEMENS 6ES70 inverter control and to control disk feeder operation and its speed, so as to make it friendly to operate and improve production efficiency.
feeder; monitoring computer; S7-200PLC; technology transformation; pellet; pellet production; MOX system
TP273;TF351.2
A
1671-3524(2017)03-0032-04
2017-06-06
2017-07-10
陈鸿桂(1981~),男,大学,讲师;*
付 斌(1958~),男,大学,副教授.E-mail:mcs8031fb@163.com
(责任编辑:李文英)
