驾驶室锁止机构售后故障整改
2017-10-24徐然然秦斌龙郭佳丽
徐然然,秦斌龙,郭佳丽
(陕西重型汽车有限公司,陕西 西安 710200)
驾驶室锁止机构售后故障整改
徐然然,秦斌龙,郭佳丽
(陕西重型汽车有限公司,陕西 西安 710200)
文章针对驾驶室锁止机构售后失效进行整改说明,经过对售后失效模式进行分析,并结合整车运行情况,识别出影响锁止机构失效的根本原因,并制定出对应更改措施,有效解决了驾驶室锁止机构售后失效率高问题。
驾驶室锁止机构;失效模式;售后失效率
CLC NO.: U471 Document Code: A Article ID: 1671-7988 (2017)20-120-03
前言
重卡市场的竞争日益激烈,整车产品的质量将直接影响企业的竞争力,而作为整车重要构成的驾驶室锁止 DZ1********85/90的制造质量和装配质量不仅直接影响到整车的质量,影响公司产品的品牌形象,而且不良零部件造成的不良成本,还会增大企业成本,影响企业的经济效益。
1 问题提出
1.1 问题描述
锁止机构不能正常工作,导致车辆驾驶室翻转功能无法实现。自 2015年 3月份开始批量供应左/右液压锁总成(DZ1********85/90)产品市场索赔很高,售后故障率故障率指标高达12.5%、14.7%,且有明显上升趋势。为提升产品品质、解决客户抱怨,多次组织技术、质量人员对三包旧件库故障件进行复核查找原因,针对失效问题组织分析。
1.2 数据统计
贴心服务系统三包数据收集
通过查看公司三包系统,得之该产品从2015年3月份开始出现三包索赔,截止到12月份的损失情况见下表(数量共计1400件、三包金额512567元)。
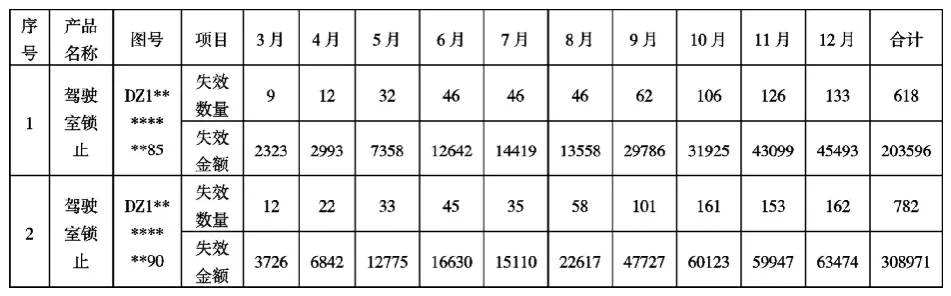
图1 2015年驾驶室锁止三包情况
1.3 实物分析
售后失效产品返回我司后做实物分析见图 2,从实物上可以清晰的看出锁扣处被明显磨损,锁轴与锁扣间的距离变大,造成驾驶室异响、发卡,磨损严重的情况造成锁体打不开。通过旧件分类整理及故障模式统计,得出结论如下:返回公司失效件锁扣处100%此处磨损,所有产品的失效车型均为新M3000。

图1

图2
2 失效分析
通过旧件分类整理及故障模式统计得出了失效模式(液压锁锁销槽异常磨损)及失效车型(M3000)后,我公司通过分析产品结构及产品使用环境等因素进行分析。
DZ1********85/90 左/右侧液压锁,在实际使用过程中出现液压锁锁销槽异常磨损,磨损状态如下图3:

图3
新M3000驾驶室后悬置结构如下图4所示:

图4
其中摘取液压锁部分如图5进行分析如下:
(1)车辆在静止状态,锁座锁销位于“点1”处,锁销“点1”到摆臂旋转中心“点3”的距离为L1;
(2)当车辆在行驶过程中,驾驶室会不断的上下跳动,以驾驶室上跳为例,锁销上跳至“点2”,锁销“点2”到摆臂旋转中心“点3”的距离为L2;
(3)很明显L2>L1;设L3=L2-L1,则L3只能由摆臂旋转中心处的橡胶衬套的橡胶变形来弥补,如果橡胶变形量L4<L3,那么锁销与锁座相互之间会产生大的应力,使二者之间产生强烈的摩擦,导致液压锁磨损。
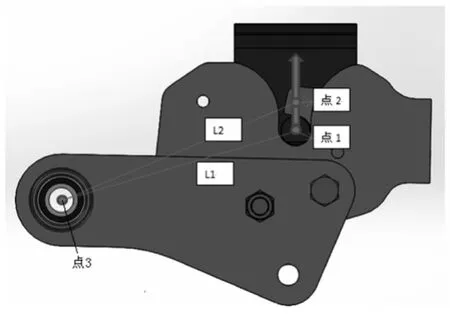
图5
下面以摆臂、橡胶衬套、液压锁的实际尺寸为例,如下图6进行分析。

图6
(1)车辆在静止状态,以驾驶室落锁后的位置为平衡位置,摆臂旋转中心到锁销的距离L1=161.3mm;
(2)车辆在行驶中,驾驶室在不断的上下跳动。在一般工况下驾驶室是垂直上下跳动,即锁销(卡在液压锁内)垂直上下跳动,当驾驶室上跳至最大行程(30mm)时,锁销到摆臂旋转中心的距离L2=172mm,比平衡位置长L3=10.7mm;而摆臂旋转中心处的橡胶衬套厚度L4=3.5mm,L3>L4,即橡胶的压缩量远远满足不了上跳时锁销到摆臂旋转中心距离的增大。此时锁销和液压锁就会产生强烈的摩擦;
(3)上跳11.4mm时,此时L3=3.5mm,此时理论上橡胶衬套就会被压缩到底,而实际橡胶是不能压缩到底的,所以实际当驾驶室上跳小于11.4mm时,锁销就会与液压锁产生强烈的摩擦,此种问题使得车辆在比较好的工况下都会使得液压锁与锁销产生摩擦。
3 整改措施及效果验证

图7 驾驶室后悬置图

图8 摆臂衬套结构
综合以上分析,为改善此问题建议将摆臂衬套橡胶厚度增大,并设计为两侧中空设计(具体结构设计须根据边界条件设计),以满足驾驶室上下跳时锁销到摆臂旋转中心的距离的变化,减小锁销和液压锁的摩擦;经过8月份试装车跑路试验证,该失效问题已得到解决。经过一年多市场验证,截止2017年上半年左/右液压锁总成(DZ1********85/90)售后故障率由12.5%、14.7%降低至4.53%、4.78%,整改结束后12个月索赔金额共计减少:19.4万元。
通过降低DZ1********85/90故障率项目的推进,降低了该产品的售后故障,对公司产品的品牌形象提供了支持。
通过项目的实施,深刻领会到数据统计技术在工艺设计和质量问题解决过程中的重要性。所有的生产表现、执行能力等,都可以量化为具体的数据,通过数据分析,我们能够找出问题的主要影响因素。这种方法改变了以往在工艺改进和质量问题解决过程中凭经验的模式,提高了工作效率和质量。
[1] 李仁光.汽车构造:北京人民交通出版社.
[2] 苏志朴.汽车产品结构工艺性基本要求:西北工业大学出版社.
[3] 左付山.汽车维修工程:东南大学出版社.
Failure rectification of cab locking mechanism after sale
Xu Ranran, Qin Binlong, Guo Jiali
( Shaanxi Heavy Duty Automobile Co., Ltd. Shaanxi Xi'an 710200 )
Recitication bridge locking mechanisn, the auther of this paper after failure, through the analysis of failure mode,and connecting with the vehicle running status, identify the root cause causing the failure of the locking mechanism, and formulate corresponding corrective measures, effectively solve the cab locking mechanism after-sale is aproblem with high efficiency.
Bridge locking mechanisn; Failure mode; After sale is efficiency
U471 文献标识码:A 文章编号:1671-7988 (2017)20-120-03
10.16638/j.cnki.1671-7988.2017.20.042
徐然然,就职于陕西重型汽车集团公司。
