钣金零件展开下料数据准确性研究
2017-08-24魏天娇
魏天娇
摘 要:钣金零件下料数据是利用软件计算等方式得到的初始下料数据,用于零件的外缘切割等。钣金零件展开数据下料的设计过程中,受到材料、弯边高度、成型工艺等各个方面影响,下料成型后的零件与零件理论模型有所不同。为解决这些问题,设计展开数据时不得不人为的添加补偿,但这样又会造成材料浪费。文章通过对某机型飞机科研生产过程中展开数据的分析与测试,提出了新的设计方案,改进并落实到实际生产中用以指导设计展开下料数据。
关键词:钣金;展开下料数据;毛料件
中图分类号:TG38 文献标志码:A 文章编号:2095-2945(2017)22-0192-02
1 概述
在现代飞机制造业中,钣金零部件类型多,数量大,结构复杂,所以飞机的钣金零部件加工精度要求非常高。钣金加工技术的发展,对提高飞机机能,加快飞机产品的发展具有十分重要的意义。现阶段,展开样板作为一种经济、便捷的实用技术,广泛的应用于钣金零件的制造中,虽然存在个别样板偏差的问题,但是在较长的一段时间内,仍将继续发挥重要的作用。作为展开样板的技能难点,展开下料数据的设计已成为了飞机制造技术中急需攻克的难题。因此,展开下料数据的准确性研究势在必行。
传统的钣金展开下料数据主要来源于CATIA软件钣金模块展开、钣金下料数据计算、展开件校正展开数据等方法,考虑延展性及材料流动特点等因素,最终得到的展开数据存在一小部分下料后导致展开料尺寸不足,造成零件报废。为解决这些问题,设计展开数据时不得不人为地添加补偿,但这样又会造成材料浪费。本文将对传统的设计方法进行分析测试,深入的研究展开下料数据的设计方法,为之后的展开数据设计打下扎实的基础。
2 导致下料数据尺寸不足的因素分析
2.1 几何形状特殊的位置易缺料
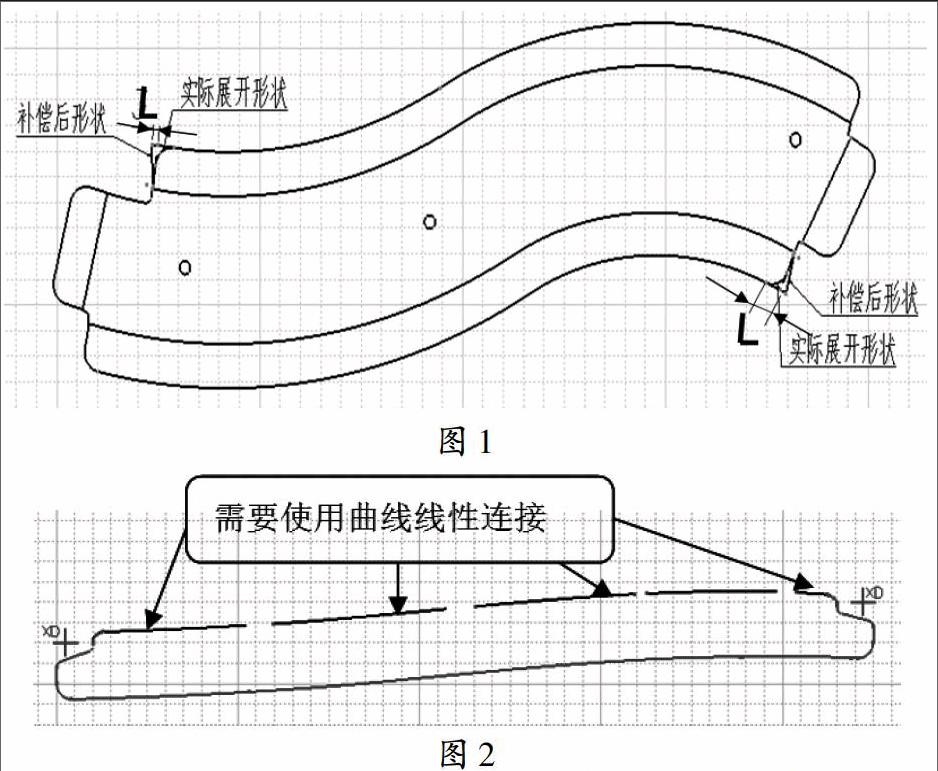
展開数据设计中使用CATIA钣金模块展开后,在一些几何形状特殊的位置易出现缺料的现象,如图1,外形线曲率过大,零件在成形过程中弯边两侧受圆弧外形线张力的影响,需要人为的添加补偿,这种补偿无具体的设计规范,基本上都是由设计员依靠经验设计,添加的补偿通常是本着“给大不给小”的原则,造成材料的大幅度浪费。
2.2 腹板带下陷(加强窝、加强槽)的零件展开下料数据分析
部分钣金零件腹板为带有下陷(加强窝、加强槽),且弯边也不规范,设计展开数据时通常会在下陷(加强窝、加强槽)附近出现缺料现象,得到的展开数据普遍偏小,导致成型后的零件小于理论数模,造成不必要的报废。
2.3 机加模块设计的钣金零件展开下料数据分析
因理论曲面曲率大或结构复杂等原因,为保证效率以及模型准确性,零件模型虽然是钣金零件,但在设计之初往往是采用的是CATIA机加模块设计。在设计展开下料数据时采用中性层曲面展开的方式得到的数据普遍偏大,偶尔会出现曲面扭曲的情况,零件成型后还得做补加工处理,严重影响了零件的生产周期。
2.4 毛料件校正展开数据偏差分析
个别零件由于展开下料数据准确性差,需要校正,但校正后得到的毛料件尺寸还不如原展开下料数据尺寸准确,虽不会出现缺料现象,但是准确度低,导致校正后的展开下料数据同样存在偏差,且大量提供毛料件,严重影响零件生产的周期。
2.5 销钉位置不合理导致零件成型时变形
部分零件模型几何形状并不复杂,但是由于设计添加的销定位置不合理,不能有效的控制零件成型过程由于外力引起的零件变形,如此设计的展开下料数据准确性再高也不能保证零件的精度。
3 高精度下料数据的设计方案
为了说明新的设计方案,列举了几个典型的零件从不同的角度来阐述一下设计的思路和方法。
3.1 以固定补偿方式保证展开下料数据的准确性
应用钣金模块展开设计的展开下料数据中,对有缺料的地方采用固定补偿设计,除去我们已做标准设计规范的下陷补偿外,还有腹板补偿、弯边补偿。
3.1.1 弯边补偿
此类补偿主要针对凹弯边零件的展开下料数据的设计,如图1零件模型,上下两侧为凹弯边,弯边端头处易缺料,经过大量的实践和反馈,我们得到新的弯边补偿设计方法。应用模块进行展开后,在凹弯边两侧向外延伸弯边补偿L(L=1/4弯边高度),可以保证生产要求,且无需后期补加工。
3.1.2 腹板补偿
此类补偿主要针对腹板带下陷(加强窝、加强槽)的零件模型。首先,此类零件销钉孔设计时要尽量设计在腹板下陷区域(加强窝、加强槽处)附近,不要设计在零件端头,便于用销钉定位减少零件成型过程中的变形。另外在腹板展开数据设计完成后,需额外在零件缺料两侧增加腹板补偿L(L=1/3下陷深度、加强窝深度、加强槽深度)。
3.2 以线性连接的方式设计高精度展开下料数据
对于机加模块设计的钣金零件模型,我们可以按弯边角度的不同将弯边分为几段,再分别设计展开数据,最后将设计好的展开数据进行线性连接,重新接成形,得到展开下料数,后经过试验对比,按此方法设计的展开下料数据下料的零件成型后与胎线完全符合,如图2。
3.3 减少毛料件的申请,按展开数据合理增加补偿提高展开精度
通过与生产厂工作人员沟通协调并进行大量的试验,可以通过按理论展开数据增加补偿的方式来提高展开效率数据的精度,补偿方式弯边端头增加L(L=弯边高度),弯边方向再增加H(H=弯边R),既防止缺料,方便零件加工,又能减少零件生产周期,保证生产任务节点。
3.4 合理添加销定位置以确保零件精度
零件销钉的添加必须合理,符合生产应用,有效的控制零件端头处等特殊结构,避免零件成型中受到外力挤压而导致的变形。
4 结束语
本文对于常规类型的钣金零件展开下料偏小的问题进行了分析,经多方测试和实验,通过采用固定补方式、线性设计的方式,提高毛料件方式,合理化添加销钉等技术方法对解决上述问题进行了基础试验和初步应用,目前已在生产实践中改善钣金零件展开下料数据精准度的问题上取得了显著的成效。
参考文献:
[1]董庆华.钣金下料及应用实例[M].北京:化学工业出版社,2011.
