真空加压钎焊FGH96/DD6接头的组织和性能
2017-08-08邹文江程耀永熊华平
邹文江, 陈 波, 程耀永, 毛 唯, 熊华平
(北京航空材料研究院,北京100095)
真空加压钎焊FGH96/DD6接头的组织和性能
邹文江, 陈 波, 程耀永, 毛 唯, 熊华平
(北京航空材料研究院,北京100095)
采用Ni-Cr-B钎料分别在1120 ℃/10 min和1120 ℃/10 min/2 MPa的工艺下实现FGH96与DD6的钎焊连接。测试两种工艺下接头的抗拉强度,通过光学显微镜(OM)、扫描电子显微镜(SEM)和电子探针(EPMA)分析接头的组织、成分和断口。结果表明:真空加压钎焊所得接头的室温平均抗拉强度达到1187 MPa,远高于真空钎焊接头621 MPa的强度;与不加压的真空钎焊相比,真空加压钎焊所得FGH96/DD6接头的钎缝中心没有平行于被焊面的晶界,而是单个晶粒贯穿整个钎缝,并与母材连接面发生韧性断裂;真空钎焊接头中存在Ni3B相,而真空加压钎焊钎缝中并没有残留的Ni3B相,主要由(Ni, Cr)固溶体组成。
FGH96;DD6;加压钎焊;性能;组织
随着航空工业的发展,航空发动机的推重比不断提高,在整体叶盘的制造中亟需粉末高温合金与单晶高温合金的先进连接技术,以满足高温、高应力、长时间等恶劣条件下的工作需求。作为第二代粉末高温合金的FGH96具有组织均匀、晶粒细小、屈服强度高、疲劳性能好等优点,是先进航空发动机涡轮盘和档环等结构件的首选材料[1];而第二代镍基单晶高温合金DD6具有高温强度高、综合性能好、组织稳定、生产成本低等优点,适合制作1100 ℃以下工作的具有复杂内腔的燃气涡轮工作叶片等高温部件[2],因此,实现FGH96和DD6的高水平连接,对航空发动机热端部件的研制具有重要的意义。
由于粉末高温合金的焊接性能较差,而单晶高温合金有再结晶的倾向,传统的焊接工艺很难实现FGH96和DD6的有效连接。有学者采用过渡液相扩散焊(TLP)和线性摩擦焊(LFW)对高温合金自身的连接进行了一定的研究[3-5],但对于FGH96和DD6异种材料连接的相关报道极少。其他研究表明[6-8],采用Ni基合金作为中间层的过渡液相扩散焊(TLP)连接高温合金的接头可达到母材性能指标的90%,在焊接温度下较长的持续时间能提高接头强度;但是,FGH96的固溶处理温度较低,过强的TLP扩散焊工艺会削弱母材的性能,因此钎焊方法更具应用前景。钎焊具有工艺简单、成本低、量产效率高等特点,非常适合异种材料和具有复杂结构零件的连接。采用钎焊连接粉末高温合金与单晶高温合金的主要问题是钎料成分的选择,同时钎焊温度与保温时间对接头性能也有较大的影响。
作者前期采用Ni-Cr-B钎料真空钎焊成功实现了FGH96和DD6的连接,并通过扩散热处理的方式来提高接头的强度,经1000 ℃/16 h热处理后接头的室温抗拉强度达到913 MPa[9]。虽然扩散热处理能有效提高接头强度,但过长的处理时间不利于接头的实际工程应用。因此,本研究在分析真空钎焊与TLP焊各自优缺点的基础上,采用真空加压钎焊对FGH96和DD6进行连接,对比研究真空及加压钎焊FGH96/DD6接头的性能和组织。
1 实验材料及方法
实验中所使用的粉末冶金高温合金FGH96和单晶高温合金DD6的化学成分见表1和表2,Ni-Cr-B钎料的名义成分为Ni-15Cr-3.5B(质量分数/%),该钎料的熔化温度区间为1055~1105 ℃,通过快淬技术将钎料制成厚度约为40 μm的急冷态箔带。
试样装配前依次用200#,400#,600#,1000#砂纸对两种母材被焊面进行打磨,去除表面的氧化膜,之后将母材与钎料置于丙酮中进行超声清洗并吹干。接头的金相试样和性能试样均采用对接的方式进行钎焊,图1所示为拉伸试样的尺寸和装配形式,试样两端为FGH96,中间与2 mm厚的DD6圆片进行钎焊,之后加工成图中的尺寸。实验中将两层Ni-Cr-B钎料点焊固定在被焊面之间,试样装配好后置于真空炉中,真空炉以10 ℃/min的加热速率升温至1120 ℃,并保温10 min,升温及保温过程中炉内真空度不低于1.0×10-2Pa,保温结束后试样随炉冷却到室温后出炉;真空加压钎焊是在上述钎焊的过程中对试样稳定施加2 MPa的压力。分别测试真空钎焊与真空加压钎焊FGH96/DD6接头的室温抗拉强度,进一步测试加压钎焊接头在750 ℃下的抗拉强度。用4 g CuSO4+ 20 mL HCl + 20 mL H2O配成的腐蚀液对两种规范下的接头抛光截面浸蚀6~8 s,并通过光学显微镜(OM)、扫描电子显微镜(SEM)和电子探针(EPMA)分析钎缝的组织形貌、元素分布和拉伸断口。

表1 粉末高温合金FGH96的化学成分(质量分数/%)[10]Table 1 Composition of nickel-based P/M superalloy FGH96 (mass fraction/%)[10]

表2 单晶高温合金DD6的化学成分(质量分数/%)[11]Table 2 Composition of single crystal superalloy DD6 (mass fraction/%)[11]
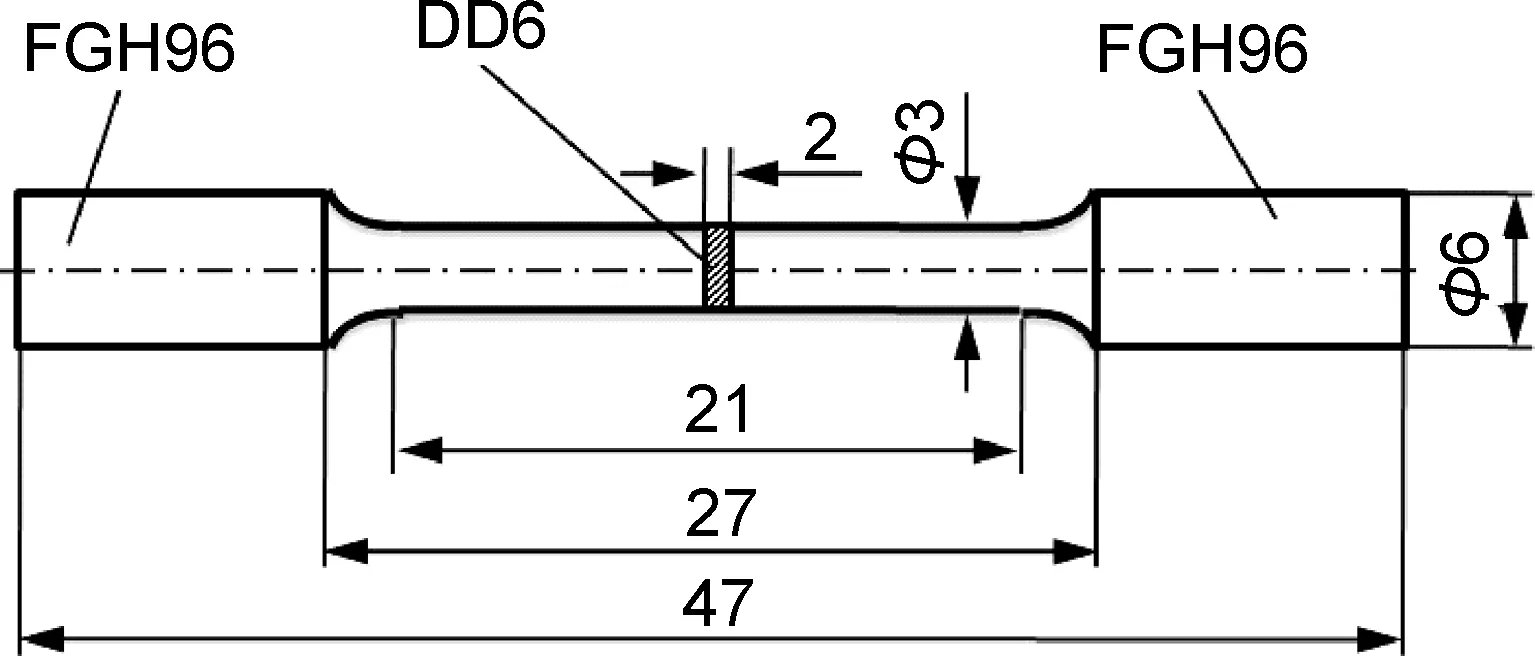
图1 拉伸试样尺寸和装配形式Fig.1 Tensile specimen size and assembly mode
2 结果与分析
2.1接头抗拉强度
采用Ni-Cr-B钎料在真空钎焊(1120 ℃/10 min)和真空加压钎焊(1120 ℃/ 10min/ 2MPa)两种工艺下获得的FGH96/DD6接头抗拉强度见表3。由表3可以看出,真空加压钎焊所得接头的室温平均抗拉强度达到了1187 MPa,远高于无压力状态下真空钎焊接头621 MPa的强度,加压钎焊接头在750 ℃时仍有851 MPa的抗拉强度。分析表3数据发现,真空加压钎焊不仅使接头抗拉强度提高了近2倍,其数据的稳定性也优于无压力真空钎焊,大大提高了FGH96/DD6接头的可靠性。
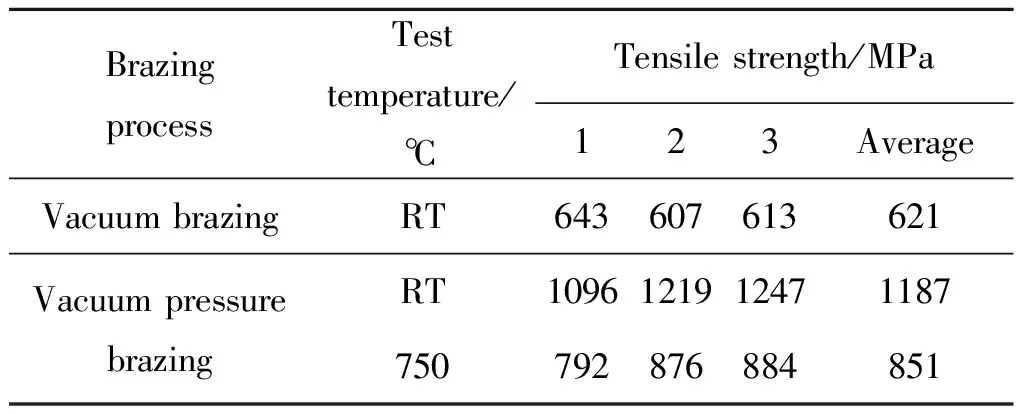
表3 两种工艺下的FGH96/DD6接头抗拉强度
2.2接头组织及成分
图2给出了光学显微镜(OM)下观察到的FGH96/DD6接头微观组织,图2(a)为无压力状态下真空钎焊所得接头的金相组织,图2(b)为真空加压钎焊所得接头的金相组织。从图2可以看出,两种接头中钎料都与两侧母材结合良好,靠近DD6侧界面处均形成了具有一层薄薄的反应层,靠近FGH96侧都分布着灰色渐变的扩散反应层。真空加压钎焊所得接头在DD6侧的界面反应层要比真空钎焊的厚,FGH96侧的扩散反应层厚度也明显增加,且组织更为细小致密。
观察图2中二者钎缝组织发现,真空钎焊所得接头的钎缝中央有一道连续的晶界,该晶界两侧分布着大小不一的等轴晶;而真空加压钎焊所得接头的晶粒贯穿于整个钎缝,且其钎缝厚度明显要比真空钎焊的小。推测是由于压力作用使钎缝中焊料与母材贴合更为紧密,元素更有利于向母材扩散,且成长空间的限制也使钎缝晶粒由双层转变为单层。
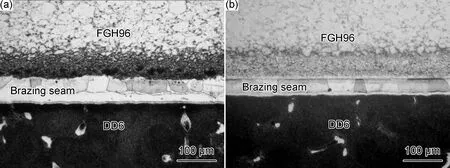
图2 光学显微镜下FGH96/DD6接头的金相组织 (a)真空钎焊;(b)真空加压钎焊Fig.2 Microstructures of FGH96/DD6 joints by OM (a) vacuum brazing;(b) vacuum pressure brazing
为了进一步分析接头组织和成分,图3给出了FGH96/DD6接头显微组织的背散射图像,图3(a)为无压力状态下真空钎焊所得接头的图像,图3(b)为真空加压钎焊所得接头的图像。从图3(a)可见,钎缝中心存在块状的浅灰色相“1”,图3(b)的钎缝中无该颜色的相存在,而是较为均匀的深灰色相。真空钎焊所得接头的钎缝和靠近FGH96一侧的扩散层厚度都为60 μm左右,真空加压钎焊所得接头的钎缝变窄为40 μm,扩散层增厚到80 μm左右,二者钎缝+扩散层的整体厚度差别不大,这说明在加压的过程中钎缝厚度减小的同时部分元素向FGH96基体的更深处扩散。
表4为对应图3中各特征区域的EPMA分析结果,可以看出,图3(a)中“1”区域的半连续浅灰色相为钎料合金残留在钎缝中心的Ni-B相,根据微区“1”中Ni和B元素的原子比,推断该物相为Ni3B。
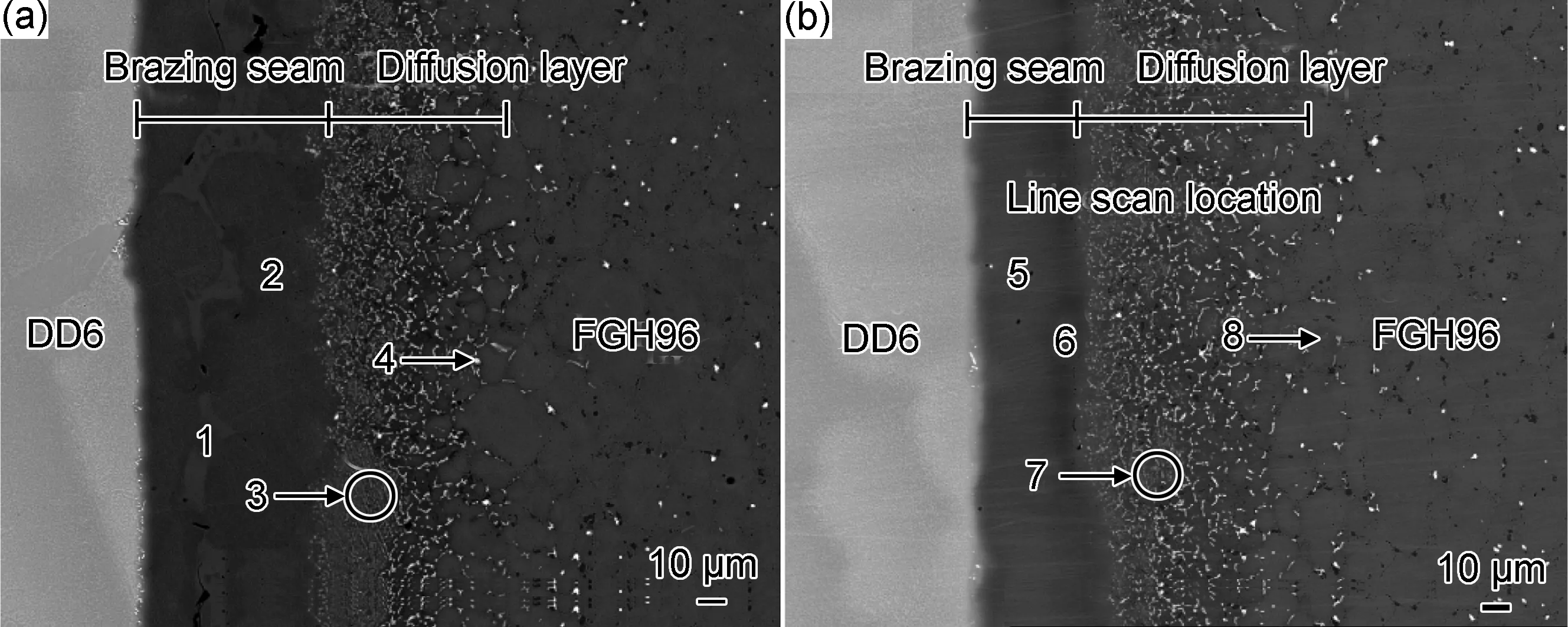
图3 FGH96/DD6接头显微组织的背散射图像 (a)真空钎焊;(b)真空加压钎焊Fig.3 BSE images of FGH96/DD6 joints (a) vacuum brazing;(b) vacuum pressure brazing
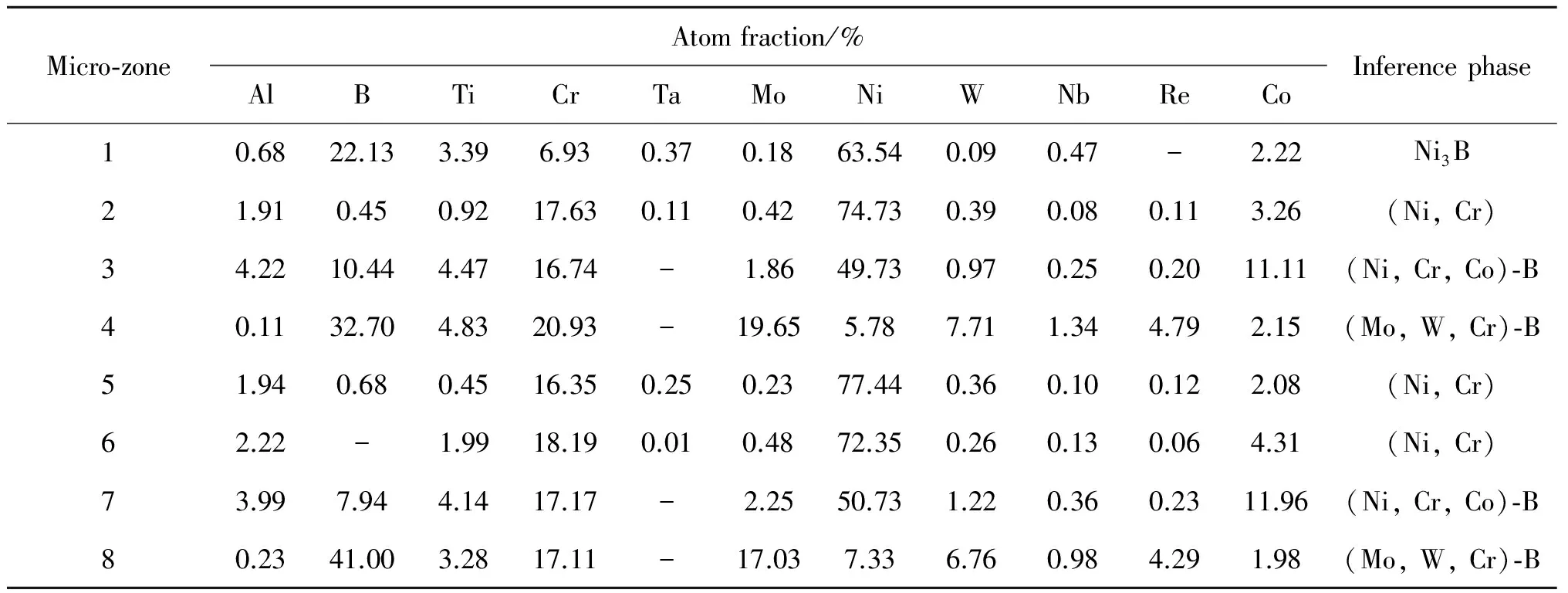
表4 对应图3中各特征区域的EPMA分析结果Table 4 EPMA analyzed results of microzones marked in Fig.3
图3(b)中“5”,“6”区域主要含Ni,Cr两种元素,可以推断其主要成分为(Ni, Cr)固溶体,这与3(a)中“2”区域成分一致,同时证明真空加压钎焊所得钎缝并没有钎料熔化后残留的Ni3B相。由于B元素的原子直径小,很容易扩散到FGH96的基体当中,图3中扩散层的白色网状组织就是B元素扩散所产生的,这从表4中“3”,“4”,“7”,“8”微区B元素的含量可以得到证明,其中“4”,“8”为代表的白色组织为(Mo, W, Cr)-B相。
2.3拉伸断口分析
在SEM下观察了两种工艺所得拉伸试样的断口,以进一步分析加压对接头性能极大提升的原因。观察两种拉伸断口发现,真空钎焊所得接头断于钎缝的中部,而真空加压钎焊所得接头主要断于钎料与母材的连接面。图4为FGH96/DD6拉伸断口的形貌,可以看出真空钎焊的断口中分布着大量平滑断裂的形貌,其形状为等轴晶状,与图2(a)中观测到的中央晶界相对应,这说明该晶界为钎缝的薄弱环节,其存在降低了接头的强度。图4(b)中布满韧窝,并没有脆性断裂的迹象,这说明在压力的作用下钎缝组织较为均匀且与母材发生了充分的扩散。
综合金相观察、元素分析和拉伸断口分析可以发现,真空钎焊接头的钎缝中央存在明显的晶界线,该处区域主要由Ni3B相组成,而试样的拉伸断口就是从这一位置产生脆断。真空加压钎焊接头的钎缝由整个晶粒贯穿,无中央晶界和Ni3B相,为均匀的(Ni, Cr)相,其试样拉伸断口均是与母材处的韧性断裂。可以得出,由于压力的作用使FGH96和DD6之间钎料的晶粒生长受到限制,促进了钎缝中B元素向FGH96侧进行扩散,消除了钎缝中心平行于被焊面的多余晶界以及Ni3B相,从而大大提高了接头的强度。不仅如此,压力的作用还能部分挤出低熔点相,减少钎缝中缺陷的产生,增加扩散反应层的厚度,进一步提高了接头的强度和性能的稳定性,这正与前面真空加压钎焊接头抗拉强度比真空钎焊大幅提高的结果相一致。
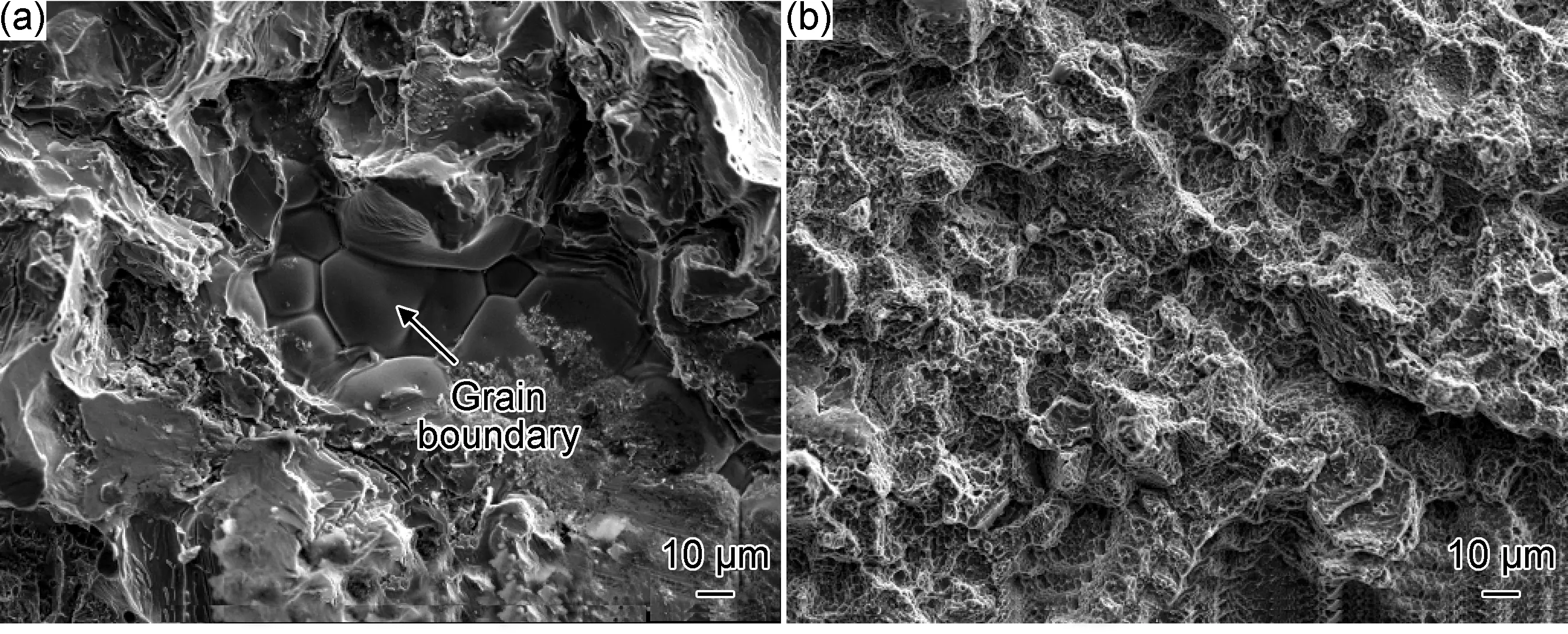
图4 FGH96/DD6拉伸断口的形貌 (a)真空钎焊;(b)真空加压钎焊Fig.4 Microstructures of FGH96/DD6 tensile fracture surfaces (a) vacuum brazing;(b) vacuum pressure brazing
3 结 论
(1)采用Ni-Cr-B钎料分别在1120 ℃/10 min和1120 ℃/10 min/2 MPa的工艺下实现了FGH96与DD6的连接,真空加压钎焊所得接头的室温平均抗拉强度达到1187 MPa,远高于真空钎焊621 MPa的强度,加压钎焊接头在750 ℃下抗拉强度为851 MPa。
(2)常规FGH96/DD6钎焊接头中存在Ni3B相,而真空加压钎焊钎缝中并没有残留的Ni3B相,主要由(Ni, Cr)固溶体组成。在压力的作用下钎缝明显变窄,FGH96侧的扩散层厚度增加,扩散层中白色网状组织由(Mo, W, Cr)-B相组成。
(3)压力促进了钎缝中B元素向FGH96侧进行扩散,消除了钎缝中心平行于被焊面的多余晶界,减少了钎缝中缺陷的产生,大大提高了接头的强度。
[1] 刘建涛,陶宇,张文义,等.FGH96合金的热塑性变形行为和工艺[J].材料热处理学报,2009,30(6):103-107.
(LIU J T, TAO Y, ZHANG W Y,etal. Hot deformation behavior and process of FGH96 superalloy[J]. Transactions of Materials and Heat Treatment, 2009, 30(6):103-107.)
[2] SHI Z X, LI J R, LIU S Z,etal. High cycle fatigue behavior of the second generation single crystal superalloy DD6[J]. Transactions of Nonferrous Metals Society of China,2011,21(5):998-1003.
[3] 李晓红,毛唯,郭万林,等.DD6单晶合金过渡液相扩散焊工艺[J].焊接学报,2005,26(4):51-54.
(LI X H, MAO W, GUO W L,etal. Transient liquid phase diffusion bonding of a single crystal superalloy DD6[J]. Transactions of the China Welding Institution,2005,26(4):51-54.)
[4] HUANG Z W, LI H Y, BAXTER G,etal. Electron microscopy characterization of the weld line zones of an inertia friction welded superalloy[J]. Journal of Materials Processing Technology,2011,211(12):1927-1936.
[5] PREUSS M, WITHERS P J, BAXTER G J. A comparison of inertia friction welds in three nickel base superalloys[J]. Materials Science and Engineering: A,2006,437(1):38-45.
[6] 李晓红,叶雷,钟群鹏,等.冷却速率、保温时间对DD3单晶合金TLP连接接头组织和性能的影响[J].航空材料学报,2015,35(1):1-7.
(LI X H, YE L, ZHONG Q P,etal. Effects of cooling rate and holding time on microstructure and property of TLP bonded joints for DD3 single crystal superalloy[J]. Journal of Aeronautical Materials, 2015, 35(1):1-7.)
[7] LAUX B, PIEGERT S, RÖSLER J. Braze alloy development for fast epitaxial high-temperature brazing of single-crystalline nickel-based superalloys[J]. Metallurgical and Materials Transactions A,2009,40(1):138-149.
[8] LIU J D, JIN T, ZHAO N R,etal. Effect of transient liquid phase(TLP) bonding on the ductility of a Ni-base single crystal superalloy in a stress rupture test[J]. Materials Characterization,2008,59(1):68-73.
[9] CHEN B, XIONG H P, MAO W,etal. Dissimilar joining of P/M superalloy and single crystal superalloy using Ni-Cr-B brazing alloy[J]. Welding in the World,2015,59(6):911-915.
[10] ZHANG M J, LI F G, CHEN B,etal. Investigation of micro-indentation characteristics of P/M nickel-base superalloy FGH96 using dislocation-power theory[J]. Materials Science and Engineering: A,2012,535(5):170-181.
[11] XIONG J C, LI J R, LIU S Z. Surface recrystallization in nickel base single crystal superalloy DD6[J]. Chinese Journal of Aeronautics,2010,23(4):478-485.
(责任编辑:徐永祥)
MicrostructuresandPropertiesofFGH96/DD6JointsBrazedatVacuumPressureState
ZOU Wenjiang, CHEN Bo, CHENG Yaoyong, MAO Wei, XIONG Huaping
(Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Ni-Cr-B brazing filler was used to braze FGH96 and DD6 at 1120 ℃/10 min and 1120 ℃/10 min/2 MPa. The tensile strength of the joints was tested, the microstructures and fractures were observed by OM and SEM, and the reaction products were analyzed by EPMA. The results show that the joints brazed at vacuum pressure process offer the average tensile strength of 1187 MPa, outclass the joints brazed without pressure which has average tensile strength of 621 MPa. Compared with vacuum brazing, the grains of FGH96/DD6 joints brazed by vacuum pressure state penetrate the brazing seam without grain boundary and ductile fracture occurred in the parent metal surface . The Ni3B exists in the joints brazed by vacuum brazing, but it is (Ni, Cr) solid solution in the joints brazed by vacuum pressure brazing instead of Ni3B.
FGH96;DD6;pressure brazing;property;microstructure
2016-12-18;
2017-02-28
国家自然科学基金(51305414)
邹文江(1988—),男,硕士,工程师,主要从事钎焊及扩散焊技术研究, (E-mail) 1140zwj@163.com。
10.11868/j.issn.1005-5053.2016.000227
TG454
: A
: 1005-5053(2017)04-0014-05
