数控铣床加工过程能耗计算预测方法*
2017-07-31侯春宏赵国勇乔建芳
侯春宏,赵国勇,乔建芳
(山东理工大学 机械工程学院,山东 淄博 255049)
数控铣床加工过程能耗计算预测方法*
侯春宏,赵国勇,乔建芳
(山东理工大学 机械工程学院,山东 淄博 255049)
文章分析了数控机床的多源能耗系统,将数控加工过程的能耗分为固定能耗、空载能耗、铣削能耗三个部分,推导构建这类加工过程的能耗估算模型,提出了一种基于MasterCAM和VB的数控机床能耗在线检测方法。利用MasterCAM软件建模并模拟加工生成数控加工程序,运用能耗模型和自行编写VB程序读取数控程序代码,设定不同的铣削参数自动进行能耗计算,并对能耗结果进行比对分析。实验结果表明,上述模型可预测出数控铣床加工过程能量消耗,并能为后续的工艺参数优化和节能等实际问题提供一种理论支持,具有广阔的应用前景。
数控铣床;能耗估算模型;MasterCAM软件;VB程序
0 引言
在制造业能源消耗总量中,能源消耗大部分来自机加工过程,而此过程对环境产生的影响,99%来源于该过程中的电能消耗。制造业在消耗大量能源的同时,对环境造成很大压力,随着全球能源价格上涨以及环境保护重视程度的提高,优化机加工过程中产生的能耗引起格外重视,越来越多的学者将机加工过程中的能耗列为工艺优化的参考指标,通过改变工艺加工路线与工艺参数来提高加工效率,减少能耗。因此一个准确的能耗预测模型不仅能在工艺规划过程中预测能量消耗,还能对工艺参数进行优化,使得机床加工过程中的能量消耗最小[1]。
针对数控机床多能量源的特性,建立数控机床的多源能量流的系统数学模型,本文提出了一种基于数控铣床加工过程中的能耗模型,对机床整体加工能耗实施在线检测[2]。构建数控机床的主传动系统和进给传动系统的功率平衡方程和能耗模型,利用MasterCAM软件建模并进行模拟加工生成数控加工代码,利用VB语言设计开发相应的计算机程序,通过读取和分析数控加工G代码,得到加工过程中的参数及刀位轨迹变化,进而结合已建立的铣削能耗方程,计算得到具体的铣削能耗值,并对结果进行比较研究。
1 数控铣床的能量流模型
一个完整的加工过程应包含3个典型的机床状态:机床待机阶段、空载阶段、加工(切削)阶段[3],如图1所示。因此本文将传动系统的输入功率Pi简化为待机功率Pstandby、空载功率Pu和切削功率Pc三个阶段[8-9]。
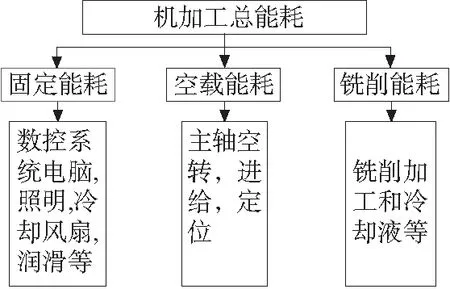
图1 机加工过程能耗构成
(1)待机功率Pstandby的测量
机床的照明系统,冷却风扇,润滑等都是与机加工过程并无直接关系的功能单元,机床加工状态对这部分能耗几乎没有影响,且当机床处于待机状态时,这部分功能单元依旧处于工作状态,所以,也将机床的固定能耗认为是机床的待机能耗,通常认为这部分值为常量[4-5],决定这部分能耗大小的只有这部分功能单元的工作时间。
测量方法为:数控铣床在开机回参考点后,主轴、各进给轴不运动情况下,用功率分析仪可测得机床的待机功率。
(2)主轴空载功率Psu的计算
Psu=Pidle-Pstandby=an+bn2
(1)
Pidle:设置特定的主轴转数,启动铣床主轴,机床系统进入空转状态,待铣床主轴转速稳定后其功率即为空转状态的数控铣床系统实际空转功率。
Pstandby:开启数控铣床系统电源,机床辅助系统即被激活而进入工作状态,此时数控铣床系统的功率为实际待机功率。
参数a,b的求法:以主轴转速n为自变量,以实际测量得到的主轴机械损耗Pidle-Pstandby为因变量,输入多组实验数据,利用统计软件二次拟合求得。
进给轴空载功率:
Pzu=cn+dn2
(2)
参数c,d的求法,也利用多组实验数据,二次拟合求得[6]。
(3)主轴铣削功率Pc的计算
加工过程中需要主轴系统和进给系统的相互配合才能完成材料的切除。因此在铣削过程中,主轴电机和进给电机的功率也就是材料去除所需要的功率。而对于铣削加工,加工参数包括主轴转速、进给速度、轴向切深和径向切深四个因素,因此,材料去除率可用公式(3)表达:

(3)
式中,MRR—材料去除率;
F—进给速度;
ap—轴向切深;
ae—径向切深。
铣床的铣削功率模型为:
Pc=k·MRR
(4)
其中,k是系数,可通过多组实验拟合测得。
由上述分析可得,数控铣削加工过程中能源消耗功率模型为:
Pi=Pstandby+Psu+Pzu+Pc
(5)
根据功率平衡方程创建的数控机床系统的能耗模型如下:
Ei=(Pstandby+Psu+Pzu+Pc)·(Te-Ts)
(6)
2 基于MasterCAM的数控编程
对于复杂几何形状的零件,可以首先利用MasterCAM模拟加工软件中的CAD模块进行建模,创建出零件的几何模型,并通过工艺分析来制定加工过程方案[9];利用软件的CAM功能,选择铣削参数、刀具及参数,指定合理的加工路线,软件程序就能自动计算出刀具的加工路径,最后可利用自己改写的后处理功能得到相应数控系统的数控加工程序。
根据加工零件的几何形状、尺寸精度、技术要求等进行综合分析制定不同的工艺路线。采用不同的刀路轨迹,设定不同的切削用量模拟出的加工路线,如图2和图3所示。
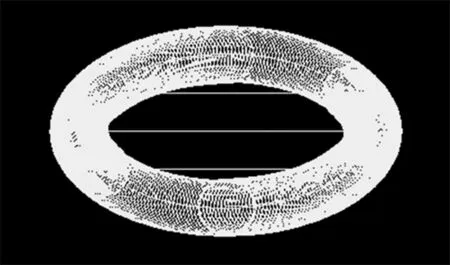
图2 双向切削的方式
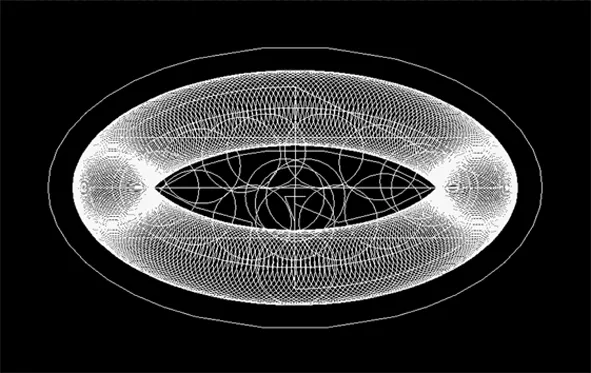
图3 由内而外的等距环切
3 基于VB的数控G代码加工参数的读取
由于人工记录数控加工程序X、Y坐标及其它加工参数较为繁琐,利用计算机自动读取并储存能耗公式所需参数[10],设计的程序流程如图4所示。
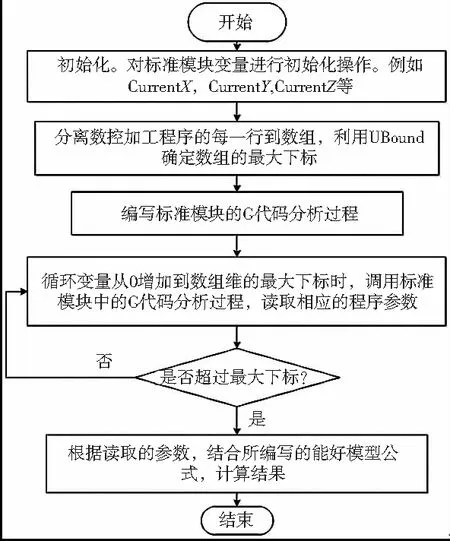
图4 参数读取流程图
4 数控铣床能耗优化实例
现用由双向铣削的方法铣削椭圆槽,为验证所提出的能耗估算模型,采用不同的加工参数[11],在三轴CINCINNATI数控立式铣床上进行多组铣削加工实验,铣削参数见表1。所用铝合金毛坯块尺寸是100mm×60mm×20mm,椭圆槽尺寸如图5所示;将MasterCam生产的数控加工程序载入编写的VB程序,程序界面如图6、图7所示。
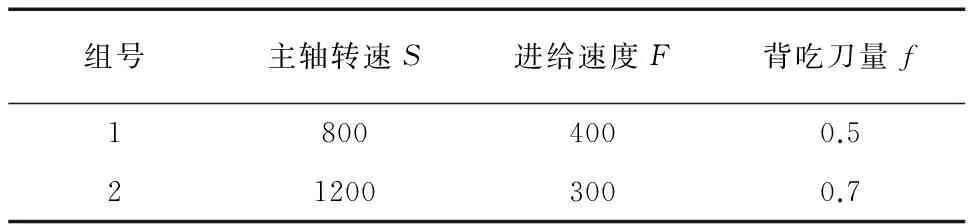
表1 铣削参数
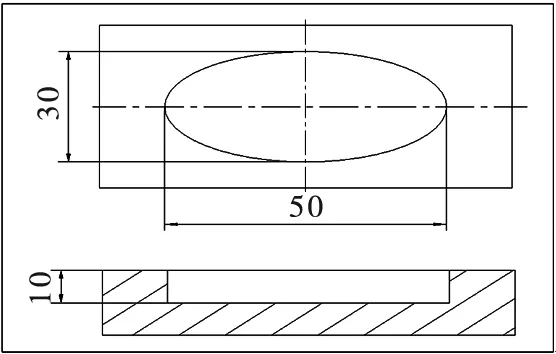
图5 椭圆槽尺寸图
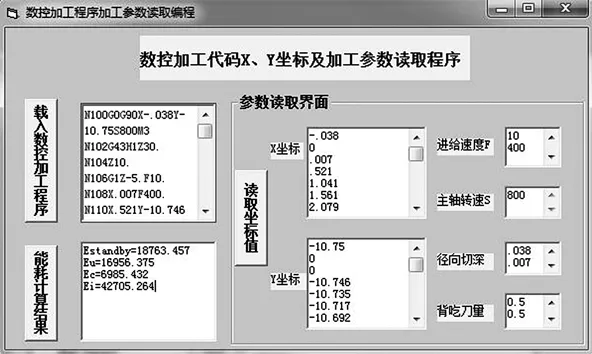
图6 组号1 的能耗计算程序界面
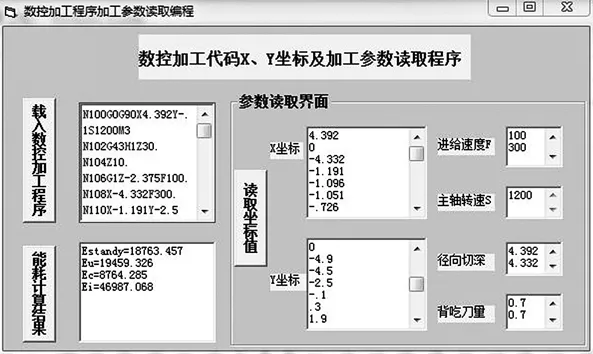
图7 组号2的能耗计算程序界面
图6和图7是基于不同加工方式和加工参数下产生不同的数控加工程序,从而利用VB编写的数控G代码读取和能耗计算软件,进行自动计算预测数控铣削过程产生的能耗结果。从图中结果可看出数控铣床加工过程中参数不同能耗结果也有所区别,在针对三轴CINCINNATI数控立式铣床进行的2组铣削验证实验中,实际测得的能耗值和模型估算能耗值较为接近:2组铣削验证试验的实际能耗分别为43957、48752,由图6和图7可知,通过模型估算的能耗分别为42705.36、46987.07,误差分别为-2.847%、-3.620%。误差较小,进一步证明了能耗估算模型在数控加工过程中作为能耗估算方式的可行性。
5 结论
本文针对数控铣床加工过程中的能耗问题,将机加工过程分为固定能耗、空载能耗和铣削能耗,建立了机加工过程的能耗估算模型,并运用MasterCam软件进行模拟加工生成数控加工代码,利用高级语言VB编写自动读取加工参数并计算能耗结果的程序,能够自动预测出加工过程中的能源消耗,并在立式铣床证明了该估算模型的准确性和实用性,为后续的工艺参数优化及确定合理的加工工艺奠定基础。
[1] Duflou J R,Sutherland J W,Dornfeld D ,et al.Towards energy and resource efficeient manufacturing: a processes and systems approach [J]. CIRP Annals-Manufacturing Technology,2012,61(2):587.
[2] 王信锐. 数控机床能量模型及其应用研究[D].大连:大连理工大学,2013.
[3] 徐立云,邓伟,高翔宇,等. 机加工过程一类能耗估算模型[J]. 同济大学学报(自然科学版),2015,43(9):1367-1372.
[4] 胡韶华. 数控机床通用能耗模型及其应用[J]. 组合机床与自动化加工技术,2013(10):113-115.
[5] Gutowski T, Dahmus J, Thiriez A. Electrical energy requirements for manufacturing processes [C]//13thCIRP International Conference on Life Cycle Engineering. Lueven:CIRP, 2006:31-35
[6] 黄拯滔,张超勇,罗敏,等. 一种基于能量守恒原理的数控车削能耗模型[J]. 中国机械工程,2015,26(18):2419-2426.
[7]陈俊超,孔露露,徐敬通,等. 数控机床切削比能建模及其参数影响分析[J]. 组合机床与自动化加工技术,2016(1):24-28,32.
[8] 李涛,孔露露,张洪潮,等. 典型切削机床能耗模型的研究现状及发展趋势[J]. 机械工程学报,2014,50(7):102-111.
[9]陈乃峰. 基于MasterCAM的数控铣削刀路工艺[J]. 中国科技信息,2007(7):81-82.
[10]李静,吴小凡,王敏,等. 基于可视化程序设计语言的数控自动编程研究[J]. 金属加工(冷加工),2012(1):68-70.
[11]陈俊超. XH715数控铣床的能耗建模及其参数影响分析[D].大连:大连理工大学,2015.
(编辑 李秀敏)
本刊欢迎订阅!
欢迎在线投稿!
欢迎刊登广告!
http:∥www.zhjcz.com.cn
Calculation and Prediction of Energy Consumption in the Process of CNC Milling Machine
HOU Chun-hong, ZHAO Guo-yong, QIAO Jian-fang
(School of Mechanical Engineering,Shandong University of Technology,Zibo Shandong 255049,China)
Accordingto characteristics of large CNC machine tool energy source, of the NC machining process ,the energy consumption could be divided into three parts: the fixed energyconsumption, non-load energy consumption and milling energy consumption, derived construction in this kind of process energy consumption estimation models,Proposed a kind of online monitoring energy consumption optimization method,based on MasterCAM and VB. Using MasterCAM software for modeling and simulation processing generate NC program and use energy consumption model and write your own VB program to read the NC program code, according to the different milling parameters, automatic calculation of energy consumption, and the energy consumption of the results of the comparative analysis.The experimental results show that the model can be used to monitor the energy consumption of CNC milling process, and provide a theoretical support for the follow-up process parameters optimization and energy saving and so on, which has a broad application prospects.
CNC milling machine;energy consumptionestimation model;MasterCAM software;VB program
1001-2265(2017)07-0086-03
10.13462/j.cnki.mmtamt.2017.07.020
2016-08-15;
2016-10-27
山东省自然科学基金项目“大型铣削加工中心完整功率特性及加工能耗预测理论研究”(ZR2016EEM29)
侯春宏(1990—),男,山东烟台人,山东理工大学硕士研究生,研究方向为数控技术与装备,(E-mail)570575357@qq.com;通讯作者:赵国勇(1976—),男,山东淄博人,山东理工大学教授,博士,研究方向为机械制造自动化技术,(E-mail)zgy709@126.com。
TH164;TG547
A