300mm IC的自动物料搬运系统电气控制系统设计与实现*
2017-07-31李学威
刘 丽,李学威,陈 睿,李 静
(1.沈阳职业技术学院,沈阳 110045;2.沈阳新松机器人自动化股份有限公司,沈阳 110168)
300mm IC的自动物料搬运系统电气控制系统设计与实现*
刘 丽1,李学威2,陈 睿2,李 静1
(1.沈阳职业技术学院,沈阳 110045;2.沈阳新松机器人自动化股份有限公司,沈阳 110168)
在集成电路(Integrated Circuit, IC)制造行业中,自动物料搬运系统(Automatic Material Handling System, AMHS)有效地提高了生产速度、缩短了生产周期,因此设计AMHS具有重要意义。文章分析了AMHS控制功能要求,确定了电气控制总体方案,进行了系统供配电方案设计,尤其是非接触供电,设计了关键设备的电气控制系统方案。通过分析实际装置的技术指标,表明所设计的300mm AMHS满足要求。
自动物料搬运系统;非接触供电;电气设计
0 引言
IC制品生产工艺复杂、生产设备昂贵、物料搬运任务庞大[1],为提高生产设备利用率、降低生产周期、节约成本,对工厂的自动化程度提出了更高的要求,因而快速稳定的物料搬运系统——自动物料搬送系统得到快速发展。AMHS的优化设计[2-3]和调度[4-6]方面的提升,是提高AMHS运行效率的重要方面。性能优良的AMHS具有传递准确、迅速等特点,还可减少晶圆搬运过程中由于震动而产生的品质问题[7-9]。AMHS主要由控制系统、搬运系统、仓储系统和生产系统组成[11]。机械完成各部分的物理结构,软件实现整体系统的运作,而电气则是连接软件与机械结构的关键桥梁,是实现系统各项功能的基础,因此进行电气控制系统设计具有重要意义。
本文针对300mm半导体晶圆生产线的AMHS进行供配电设计,对系统主要设备OHT控制系统,Stocker控制系统以及道岔控制系统进行了详细的电气控制设计,并通过实际装置的性能指标对设计的可靠性进行了验证。该系统可有效的提高晶圆搬运过程的效率。
1 AMHS总体方案设计
AMHS是业界最灵活的集合储存、运输和管控FAB厂不同制程区域之间以及制程设备、量测机台和Stocker之间的制品搬运解决方案。AMHS主要包括洁净轨道系统、OHT和Stocker等。
1.1 系统功能要求
本文主要是针对300mm晶圆自动搬运系统的功能要求进行分析。供配电系统主要功能包括实现OHT和Stocker堆栈机的非接触供配电,OHT维护系统交流供配电设计,Stocker库存管理控制系统供配电以及道岔控制系统供配电。电气控制系统主要功能是进行OHT搬运系统控制,Stocker存储系统控制和道岔系统控制的实现。
1.2 AMHS控制系统组成
AMHS中的物料管控系统(Material Control System, MCS)负责从上层制造执行系统(Manufacturing Execution System, MES)端接收指令,并发指令给搬送控制器(MCP)执行,主要功能为查询系统中晶舟(Front Opening Unified Pod, FOUP)的信息,控制FOUP在系统中的搬送;MCP从MCS端接收并执行搬送命令,负责分配小车在各区域的分布,制定最优搬送路径,同时监控每辆小车运行状态及监控搬送指令的执行情况。AMHS控制系统结构图如图1所示。
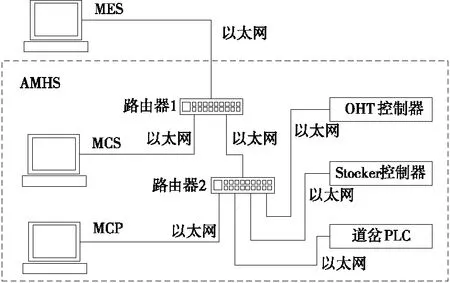
图1 300mm AMHS控制系统结构图
MCS与MCP、MES和Stocker间采用以太网通信,使用两个路由器级联,将通信网络分为两层,MES和MCS在同一层,便于MES垂直下达命令和掌握现场工况。MCP、Stocker、OHT和道岔PLC在同一层,方便MCP接到MCS下达的任务后对OHT、Stocker和道岔PLC进行调度。该控制结构缩短了从MES到执行设备间的通信距离,扁平化的控制结构可以尽量提高调度任务下达和生产状态反馈的效率。
2 AMHS电气系统设计
AMHS系统庞大,电气功能繁多,本文只从主要功能及大的设备系统进行分析,主要包括供配电系统设计,电气控制系统设计。
2.1 配电系统设计
2.1.1 非接触供电系统设计
非接触供电技术将空气作为松耦合介质,以高频辐射的方式为相关电气设备提供电能[12]。因其灵活便利、免维护、不受环境影响等优点而得到广泛应用。在洁净度100级的无尘室内,采用电缆为移动设备供电会因摩擦而产生粉尘污染,不能保证室内洁净度。因而为保证洁净度,AMHS中的OHT和Stocker的堆栈机均采用非接触供电方式供电,系统结构图如图2所示。

图2 非接触供电系统结构图
本次设计非接触供电容量为8台OHT和1套Stocker,OHT功率为1.2kW,Stocker功率为1.55kW,非接触供电电缆线路损耗按总功率的5%计算,且由于OHT和Stocker各轴不同时运动,故非接触供电总功率设计为11kW即可满足要求。该非接触供电系统相对于电刷型接触式供电,可避免颗粒与噪音产生,电能损耗低,节能环保;无电池结构,大大减轻车身重量,节约成本。
2.1.2 常规供配电设计
AMHS的交流供配电对象是OHT维护系统、道岔控制系统、Stocker库存管理系统及MCS/MCP控制系统,均为单相220V交流。24V直流电则用于控制柜内的控制器及驱动器板卡等设备供电。系统供电如表1所示。
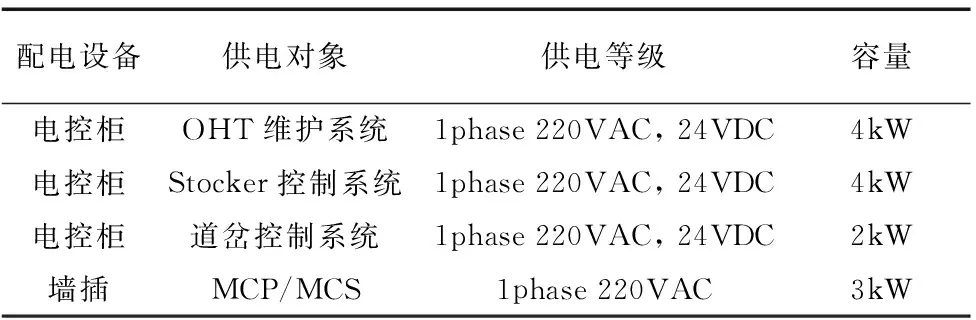
表1 AMHS供配电表
2.2 控制系统设计
AMHS控制系统主要包括OHT控制系统,Stocker控制系统以及道岔控制系统。各部分由控制器、驱动板卡以及相关元器件构成。
2.2.1 OHT控制系统设计
OHT控制系统由新松公司机器人控制器(RC)、位控板、IO板以及电机驱动器板卡、电机及码盘、传感器等设备构成,控制系统互联图如图3所示。
OHT系统可实现通讯、定位、行走和抓取等功能。
(1) OHT通讯功能
OHT作为搬运FOUP的载体,既需要与MCP系统进行通讯,也需要与半导体前端模块(EFEM)设备进行通讯。OHT与MCP系统通讯采用无线以太网技术,由TCP协议实现OHT位置和状态等信息的可靠传输;OHT与EFEM设备基于E84协议进行通讯,通过红外线传感器检测FOUP下方是否有人或障碍物,保证取放FOUP动作安全。
(2) OHT定位功能
OHT通过轨道上铺设密集的条形码进行定位,每个条形码都有唯一编码地址。OHT经过条形码后读取条形码信息,将读取到的条形码信息发送给MCP,MCP系统通过该信息每隔一段时间刷新一次OHT位置,由此定位OHT在轨道上的位置。
由于OHT在轨道上行走时可能出现打滑现象,故只对行走电机进行码盘闭环控制不能实现OHT在轨道上的准确定位。因此需要增加对轨道上铺设的条码进行整车的全闭环控制。条码闭环在RC中实现,码盘闭环在位控板1中实现,速度环和电流环在行走驱动器中实现,控制结构框图如图4所示。
(3) OHT运动功能
OHT接收MCP的指令,从源地址运动到目的地址。轨道采用单轨设计,MCP通知小车OHT前进,OHT在正常工作时,只有前进方向。MCP实时向OHT发送目的点,道岔由MCP控制,MCP预先规划OHT减速区。OHT出现故障时,MCP通过上位调度封闭一条路径,而不会导致整条生产线停止工作。
(4) OHT抓取功能
OHT运动到EFEM设备上方,通过精确定位调整后,接收MCP指令,抓取硅片装载系统(LoadPort)上的FOUP,通过卡抓上的光电传感器判断是否抓住FOUP,抓取后进行旋转、并且通过两个卡手将FOUP卡紧,同时通知MCP抓取FOUP成功。
(5) OHT传感器功能
安全行车光距离传感器,在行车过程中检测是否与前车碰撞的危险,通过反馈信号系统可以采取防撞车策略;激光雷达分别检测前方和下方是否有障碍物,避免小车在前行或夹手下降过程中对生产人员造成伤害;横向限位和旋转限位确保夹手到达FOUP上方后可实现精准定位。
2.2.2 Stocker控制系统设计
Stocker控制系统采用PC作为控制器,对Stocker中所有库存中FOUP和晶圆的ID、货位状态进行监控、管理并调度堆栈机、自动载入口、手动载入口的动作;堆栈机采用新松公司的RC控制器,对堆栈机的行走、升降和手臂部分等进行控制;货位状态监控系统利用PLC采集货位状态信息。控制系统结构图如图5所示。
堆栈机控制器控制行走电机完成堆栈机在轨道上行进,具有较高定位精度;控制升降电机完成机械手提取和下放FOUP;控制旋转电机和横移电机分别完成机械手调整货位上FOUP的水平方向角度和垂直于轨道方向距离。货位监控PLC完成货架状态信息的采集、手动/自动出入口处传感器信号的采集以及信号灯和蜂鸣器等的控制。利用条形码技术和无线射频识别技术(Radio Frequency Identification, RFID)完成自动载入、载出口及手动载入、载出口的FOUP的存取。
2.2.3 道岔控制系统设计
AMHS的轨道道岔系统位于轨道附近,执行装置为气缸,为减少从地面到空中控制器部分的电缆数量,且提高控制系统的可靠性,采用PLC作为道岔系统的控制器,控制系统结构图如图6所示。
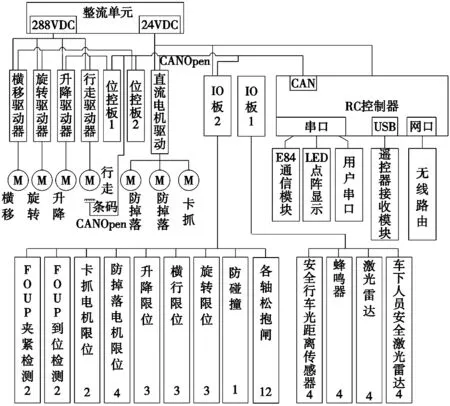
图3 OHT控制系统结构图
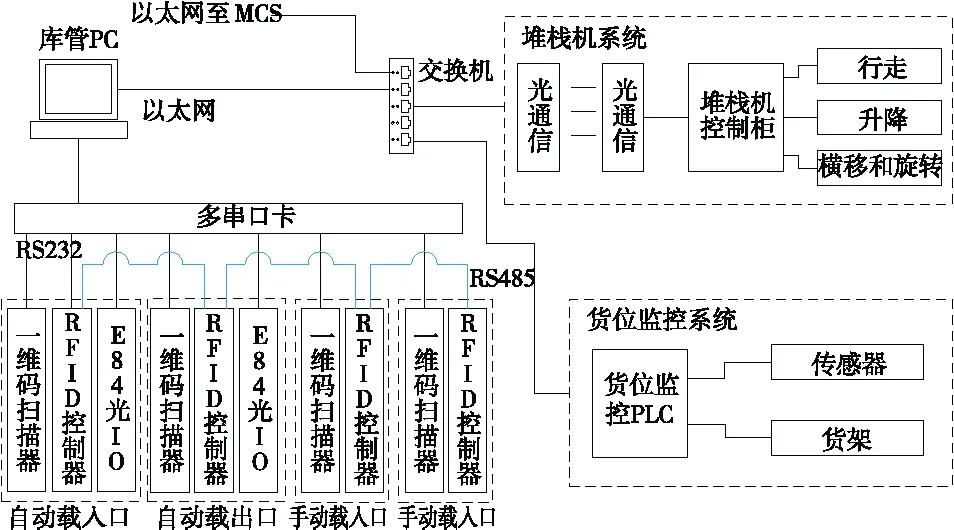
图5 Stocker控制系统结构图
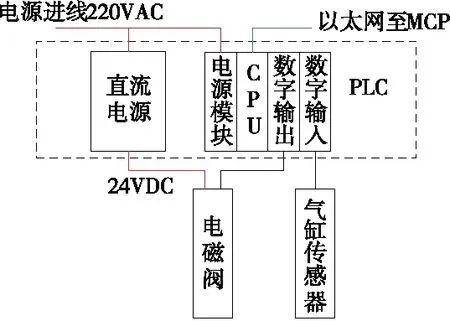
图6 道岔控制系统结构图
道岔控制器PLC接收MCP指令,通过控制电磁阀来控制气缸伸展收缩,完成变轨操作。考虑到安全性,采用带有抱闸的气缸,通过气缸抱闸的锁紧力保持变轨机构的位置。
3 AMHS控制系统实现
基于上述电气系统设计方案,AMHS在上海某公司进行示范应用,现场整体示意图如图7所示,主要由OHT,洁净Stocker,洁净轨道系统等构成。
上海线的AMHS采用一个interbay与一个intrabay的形式,两bay之间由四个道岔进行贯穿连接,另附有通往维修间的道岔构成全部轨道。整体的轨道将各个设备、Stocker、维修机、UTS等通过OHT小车本体相互串联。现场有3台OHT和1套Stocker。
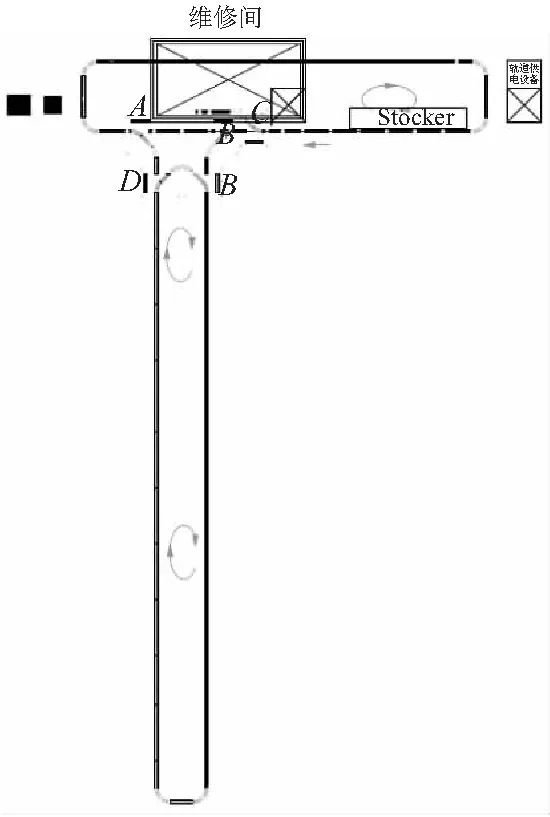
图7 上海现场轨道布局示意图
OHT和Stocker的综合性能指标如表2和表3所示。
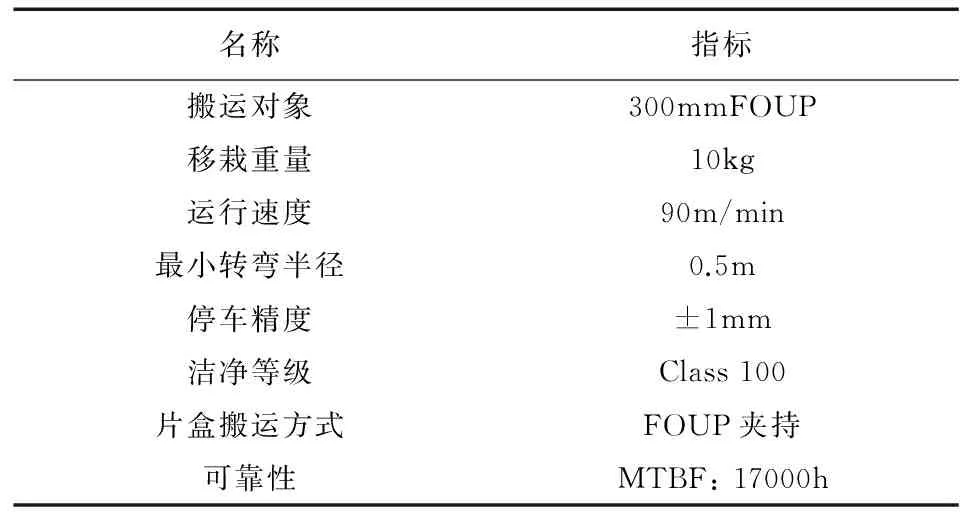
表2 OHT性能指标
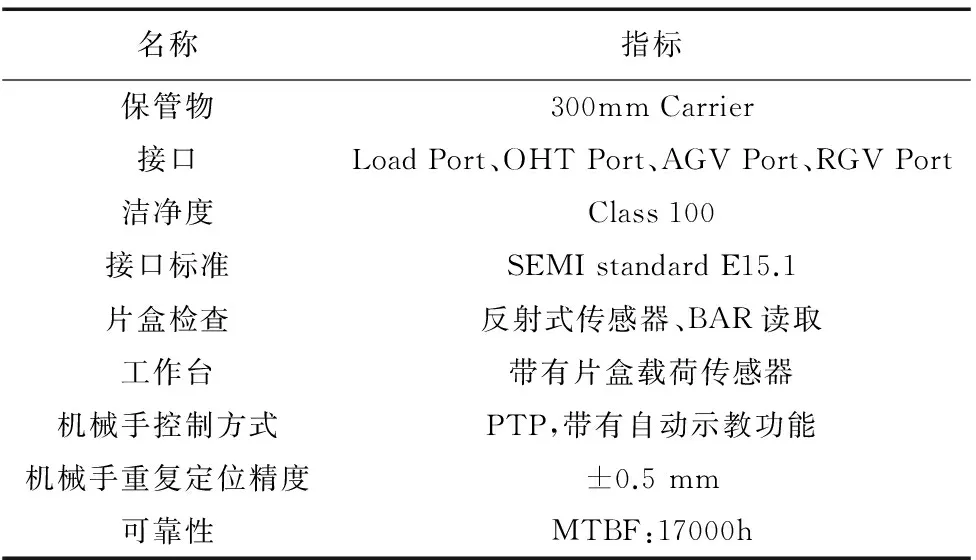
表3 Stocker 性能指标
表2和表3的性能指标表明本文所设计的AMHS满足IC搬运要求,OHT和Stocker等设备洁净等级及可靠性等指标均达到实际要求。其运行速度可达90m/min,显著提高了系统生产速度、缩短了生产周期。
4 结论
本文针对300mm IC制品的AMHS进行电气控制系统设计,进行了系统供配电设计,包括非接触供电系统设计和常规供配电设计,完成了OHT、Stocker和道岔系统等几个重要部分的电气控制系统设计,并通过基于此设计的实际AMHS装置验证了系统的可靠性可达17000h,运行速度可达90m/min,满足了系统对晶圆搬运生成效率的要求。
[1] Mönch L, Fowler J W, Dauzère-Pérès S, et al. A survey of problems, solution techniques, and future challenges in scheduling semiconductor manufacturing operations[J]. Journal of Scheduling, 2011, 14(6): 583-599.
[2] Kuo Y, Yang T, Peters B A, et al. Simulation metamodel development using uniform design and neural networks for automated material handling systems in semiconductor wafer fabrication[J]. Simulation Modelling Practice and Theory, 2007, 15(8): 1002-1015.
[3] Hong S, Johnson A L, Carlo H J, et al. Optimizing the location of crossovers in conveyor-based automated material handling systems in semiconductor wafer fabs[J]. International Journal of Production Research, 2011, 20(15): 6199-6226.[4] Qin W, Zhang J, Sun Y. Multiple objective scheduling for interbay AMHS by using genetic-programming-based composite dispatching rules generator[J]. Computers in Industry, 2013, 64(6): 694-707.
[5] Lin J T, Wu C H, Huang C W. Dynamic vehicle allocation control for automated material handling system in semiconductor manufacturing[J]. Computers and Operations Research, 2013, 40(10): 2329-2339.
[6] Montoya-Torres J R, Dauzère-Pérès S, Vermari⊇n L, et al. Zone-based vehicle control in unified AMHS for wafer fabs[J]. IFAC Proceedings Volumes, 2006, 39(3): 673-678.[7] Nadoli G, Pillai D. Simulation in automated material handling systems design for semiconductor manufacturing[C]// Proceedings of the 26th conference on winter simulation. Society for Computer Simulation International, 1994(1): 892-899.[8] Wang J, Liu J, Huang C, et al. The improvement of automated material handling system traffic control[C]// Semiconductor Manufacturing Technology Workshop. IEEE, 2002: 271-274.
[9] Chae S. Optimal vehicle scheduling and layout for automated material handling systems (AMHS)[C]// Proceedings of the 37th conference on Winter Simulation Conference, 2005.
[10] Geng H Y. 半导体集成电路制造手册[M]. 赵松武,译. 北京:电子工业出版社,2006.
[11] 孙勇,楼佩煌,吴亮亮. 非接触供电系统的应用平台研究[J]. 工业控制计算机,2009,22(3):86-88.
(编辑 李秀敏)
Electric Control System Design and Implementation of AMHS for 300mm IC
LIU Li1,LI Xue-wei2,CHEN Rui2,LI Jing1
(1.Shenyang Polytechnic College, Dadong District, Shenyang 110045, China;2.Shenyang Siasun Robot and Automation Co., Ltd., Shenyang 110168, China)
In Integrated Circuit (IC) industry, Automatic Material Handling System (AMHS) improved the production rate and shortened the production cycle effectively. Therefore, it was of great significance to design the AMHS. By analyzing the functional requirement of control system, the total scheme of electric control was proposed. The power supply scheme was designed especially for the contactless power system, and the electric control scheme of key equipments was designed. Through analyzing the technical index of actual equipment, it was shown that the reliability of 300mm AMHS was satisfied.
automatic material handling system; contactless power system; electric design
1001-2265(2017)07-0119-04
10.13462/j.cnki.mmtamt.2017.07.028
2017-04-05
国家科技重大专项02专项(2014ZX02103005)
刘丽(1971—),女,沈阳人,沈阳职业技术学院副教授,研究方向为电气技术,(E-mail)liulisy@126.com。
TH166;TG506
A