一种五轴工具磨床通用后置求解方法*
2017-07-31程雪锋尹福兰杨欣雨丁国富
李 乐,程雪锋,尹福兰,杨欣雨,江 磊,丁国富
(西南交通大学 机械工程学院,成都 610031)
一种五轴工具磨床通用后置求解方法*
李 乐,程雪锋,尹福兰,杨欣雨,江 磊,丁国富
(西南交通大学 机械工程学院,成都 610031)
针对五轴数控工具磨床砂轮初始轴向、工件坐标系方向相对于机床坐标系不统一导致的后置求解问题,通过研究砂轮初始轴向与磨床拓扑结构之间的关系,提出一种基于磨床类型变换的求解方法。该方法将其他类型磨床的后置求解以坐标系旋转的方式变换到6种砂轮初始轴向为Z轴的磨床上进行,从而减少了求解类型。通过定义工件坐标系方向角,提出一种刀位数据预处理的求解方法,实现工件坐标系不同的情况下机床运动量的统一求解,提高了数控程序在不同磨床上的可移植性。基于该算法,以C#为工具开发了一套五轴磨床通用后置处理软件,并进行了仿真试验,验证了算法的可行性和高效性。
后置处理;数控程序;五轴工具磨床;坐标变换
0 引言
随着数控加工技术突飞猛进的发展,五轴数控工具磨床已经被广发应用于复杂刀具的磨削加工当中。其数控编程中将刀位数据根据磨床结构转化为磨床各个轴运动量,生成数控代码的后置处理是连接编程软件和加工设备的重要桥梁。五轴工具磨床与五轴数控铣床类似,结构复杂,拥有三个平动轴和两个转动轴,后置求解过程也类似,而后者在后置处理方面的研究已经较为成熟。
在五轴数控机床后置处理的研究中,Lee等用齐次矩阵推导了3种基本类型五轴机床的角度求解方法[1]。She等通过建立机床运动变换模型推导出多种正交和非正交五轴机床后置处理算法[2-3]。郑飂默等通过研究机床形状创成函数给出了五轴机床后置处理通用的数学表达式[4]。JUNG等、Tang、周续等分别对某种结构的非正交双转台机床的后置处理进行了研究[5-7]。唐清春等基于逆运动学原理研究了国产双摆头机床的后置处理方法[8]。孙凯等基于矢量链方法研究了新型五轴混联机床的后置处理方法[9]。上述研究主要针对单一类型机床或者通用五轴数控铣床,在应用到工具磨床的后置处理时需要考虑以下两个问题。
(1)考虑砂轮初始轴向和磨床结构之间的关系,从而能够对多种砂轮初始轴向的磨床进行后置求解。
(2)为了使同一个刀轨文件能够在不同磨床上使用,方便程序移植,需要在后置处理中考虑工件坐标系与机床坐标系不同向的问题。
本文综合考虑以上两个问题,通过研究各类磨床之间的结构关系,提出了磨床类型变换和刀位预处理的求解算法,提高了五轴工具磨床后置处理的通用性和可移植性。根据该算法开发的后置处理软件,成功进行了仿真验证并应用于成都天佑创软科技有限公司自主研发的EcutterSim数字化加工仿真软件当中。
1 磨床结构和运动变换矩阵
五轴工具磨床有5个运动轴,它们之间的位置关系和类型选择导致磨床结构多种多样,但是按照砂轮和工件的运动方式可以分为三种类型:工件转动砂轮平动型、工件平动砂轮转动型和工件转动砂轮转动型。本文用A′-B(Z)表示砂轮初始轴向为Z轴,工件夹头联动转轴为A转轴,砂轮磨头联动转轴为B转轴的磨床。
齐次变换矩阵容易处理多坐标系变换中的运动变换,方便建立磨床运动数学模型。通过分析磨床拓扑模型[10],以齐次变换矩阵建立运动方程的形式进行运动量求解,所用到的变换矩阵有4种。
因为3种平移变换矩阵(X,Y,Z三个方向)之间的顺序不影响计算结果,所以可以用统一的平移变换矩阵表示:
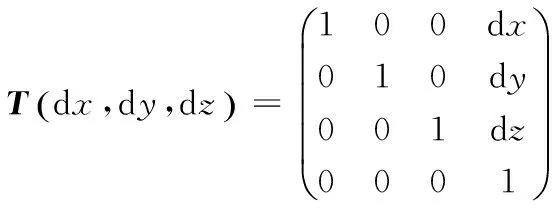
(1)
式中,dx,dy,dz分别表示X轴方向、Y轴方向和Z轴方向上的平移量。
绕X轴旋转的变换矩阵:
(2)
绕Y轴旋转的变换矩阵:
(3)
绕Z轴旋转的变换矩阵:
(4)
式中,θ是绕对应X、Y或Z轴的旋转角度。
2 坐标参数定义
2.1 坐标系定义
为了建立求解数学模型,本文建立图1所示的坐标系,其中主要包括:机床坐标系OM-XMYMZM、刀具坐标系OT-XTYTZT、第一转轴坐标系OR1-XR1YR1ZR1、第二转轴坐标系OR2-XR2YR2ZR2和工件坐标系OW-XWYWZW。为了减少不必要的坐标系旋转变换,刀具坐标系、两个转动轴坐标系的方向和机床坐标系方向一致。两个转动轴坐标系的位置分别设定在两个转轴上,方便两个轴旋转运动矩阵的建立。工件坐标系、第一转轴坐标系、第二转轴坐标系和刀具坐标系在机床坐标系下的原点坐标分别为OW=(xW,yW,zW),OR1=(xR1,yR1,zR1),OR2=(xR2,yR2,zR2)和OT=(xT,yT,zT)。
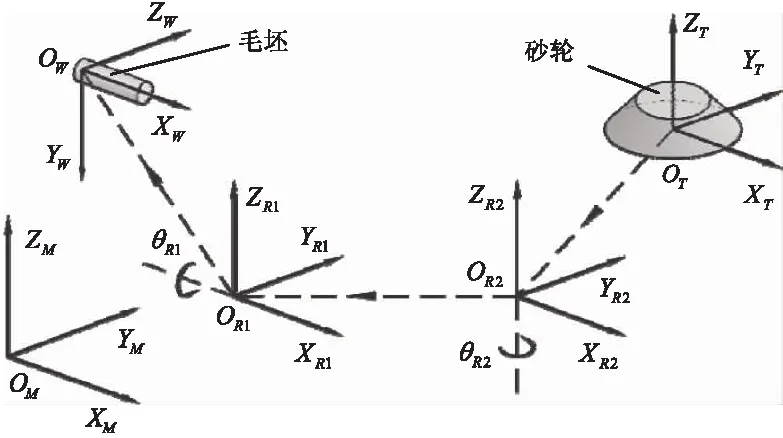
图1 坐标系设置
2.2 工件坐标系方向角定义
为了提高加工刀轨文件在不同磨床上的可移植性,在设计生成刀轨文件时需要减少对工件装夹方向等因素的考虑。后置处理中应该综合考虑工件装夹方向和工件在加工坐标系中摆放两个因素来确定工件坐标系在机床坐标系中的方向。如图2所示,圆柱工件在加工坐标系下的母线在Z轴方向,但因为装夹方向的约束,其母线必须在机床坐标系X轴方向,此时,工件坐标系Z轴方向必须和机床坐标系的X轴平行。因此,在算法设计当中必须考虑工件坐标系方向问题。本文定义了工件坐标系方向角θW=(θWX,θWY,θWZ)来描述工件坐标系的方向,并以此为基础来处理工件坐标系不同的情况。在工件坐标系的位置建立与机床坐标系同向的辅助工件坐标系OW1-XW1YW1ZW1,并将其依次绕XW1、YW1、ZW1旋转θWX、θWY、θWZ角度得到工件坐标系,则称θW=(θWX,θWY,θWZ)为工件坐标系方向角。图2中工件坐标系的方向角为(0,90°,0)
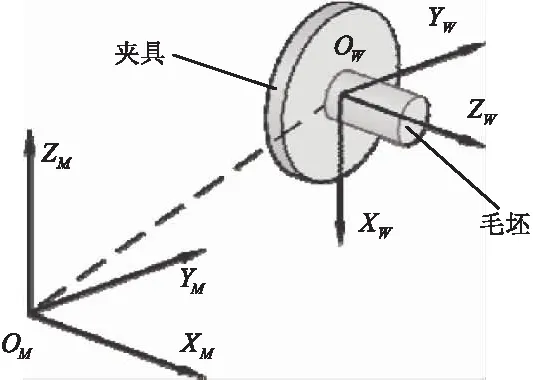
图2 工件坐标系和机床坐标系方向不同
3 后置求解算法
3.1 考虑任意工件坐标系方向的后置求解方法
以工件转动砂轮转动结构类型的A′-B(Z)型磨床为例,说明考虑任意工件坐标系方向的后置求解方法。
刀轨数据包含了工件坐标系下的砂轮轴矢量和刀位点坐标,表示为齐次列向量分别为:FW=(iW,jW,kW,0)T,PW=(pX,pY,pZ,1)T。砂轮在刀具坐标系下的初始轴矢量和刀位点坐标分别为:FT=(0,0,1,0)T,PT=(0,0,0,1)T。按照将砂轮轴矢量和刀位点坐标从刀具坐标系下变换到工件坐标系下的方式建立运动求解方程:
(5)
式中,MTR2=T(xT-xR2,yT-yR2,zT-zR2),为刀具坐标系下的点或矢量变换到第二转轴坐标系的变换矩阵;MR2R1=T(xR2-xR1,yR2-yR1,zR2-zR1),为第二转轴坐标系下的点或矢量变换到第一转轴坐标系的变换矩阵。
MR1W为第一转轴坐标系下点和矢量变换到工件坐标系下的变换矩阵,由工件坐标系方向角的定义可得:
MR1W=RZ(-θWZ)·RY(-θWY)·RX(-θWX)·
T(xR1-xW,yR1-yW,zR1-zW)
(6)
RR1、RR2和TXYZ分别为绕第一转动轴、第二转动轴旋转的变换矩阵和平动变换矩阵:
(7)
式中,θR1、θR2分别为第一转轴和第二转轴的旋转角度,dx,dy,dz分别为X轴、Y轴和Z轴的平动量。
由于平动变换不对自由矢量产生影响,简化式(5)中砂轮轴矢量部分得:
FW=RZ(-θWZ)·RY(-θWY)·RX(-θWX)·
RX(θR1)·RY(θR2)·FT
(8)
直接用式(8)反求转动轴转角θR1和θR2,求解公式较为复杂,所以用刀位数据预处理的方式,同时对工件坐标系下的砂轮轴矢量和刀具坐标系下的砂轮轴矢量进行变换,将其变换到辅助工件坐标系OW1-XW1YW1ZW1下,则:
FW1=MWW1·FW
(9)
FW1=RX(θR1)·RY(θR2)·FT
(10)
式中,MWW1=RX(θWX)·RY(θWY)·RZ(θWZ),为刀位数据预处理矩阵。
求解运动角度过程中首先用式(9)求解FW1,再利用式(10)反求θR1和θR2。
通过式(5)中刀位点坐标部分求解平动量:
PW1=MWW1·PW
(11)
PW1=T(xR1-xW,yR1-yW,zR1-zW)·RX(θR1)·T(xR2-
xR1,yR2-yR1,zR2-zR1)·T(dx,dy,dz)·RY(θR2)·
T(xT-xR2,yT-yR2,zT-zR2)·PT
(12)
令PS=(dx,dy,dz,1),将式(12)变形,则:
PS=T(xR1-xR2,yR1-yR2,zR1-zR2)·RX(-θR1)·T(xW-
xR1,yW-yR1,zW-zR1)·PW1-RY(θR2)·T(xT-xR2,
yT-yR2,zT-zR2)·PT
(13)
将式(10)求得的转动轴转角θR1和θR2带入式(13)可以求得机床平动轴运动量。
工件转动砂轮平动型、工件平动砂轮转动型磨床的算法推到类似,本文不再赘述。
3.2 机床类型变换的求解算法
砂轮初始轴向不同,对应的初始砂轮轴矢量也不同,如砂轮初始轴在机床坐标系的Y轴上,则对应的初始砂轮轴矢量为FT=(0,1,0,0)T。初始砂轮轴矢量的变化导致运动求解方程发生变化,从而产生更多的求解类型。
为了减少求解类型,采用了如下基于磨床类型变换的方法进行求解。如图3所示,A-C(Y)型磨床将坐标系OM-XMYMZM沿XM轴旋转-90°,得到辅助机床坐标系OS-XSYSZS,在新坐标系下砂轮轴矢量在ZS轴方向上,同时原来的C转轴在新坐标系下绕YS轴旋转,相当于B转轴,即新坐标系下磨床结构变为A-B(Z)型。要实现用A-B(Z)型结构磨床的求解算法来求解原磨床各个轴的运动量,还需要将刀具坐标系,两个转动轴坐标系和辅助工件坐标系OW1-XW1YW1ZW1采用相同的旋转方法,旋转至机床坐标系同向,其中变换后的辅助工件坐标系为OWS-XWSYWSZWS。
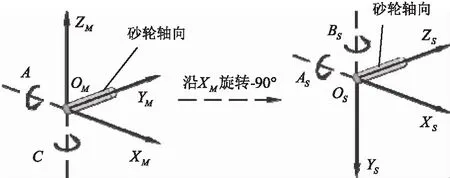
图3 坐标系旋转方式
辅助机床坐标系下刀具坐标系及其他坐标系原点位置发生变化:
(14)
式中,MMS为坐标系OM-XMYMZM下坐标变换到OS-XSYSZS下的变换矩阵。
刀位数据预处理矩阵需要将刀位数据变换到OWS-XWSYWSZWS坐标系下,则:
MWWS=MMS·RX(θWX)·RY(θWY)·RZ(θWZ)
(15)
将PTS、PR1S、PR2S、PWS、MWWS代替PT、PR1、PR2、PW、MWW1进行计算,得到OS-XSYSZS坐标系下的运动量dxS,dyS,dzS,θR1S,θR2S,再将结果在变换到OM-XMYMZM坐标系下:
(16)
式中,MSM为坐标系OS-XSYSZS下坐标变换到OM-XMYMZM下的变换矩阵,θAS、θBS、θCS和θA、θB、θC为变换前后的转角,具体值需要根据变换前后的两个转轴是A、B、C哪个轴来确定。
按照转动轴位置、类型和砂轮初始轴向分类,可以将所有磨床分为36个类型(每种砂轮初始轴矢量有12种类型)[10]。本文选择砂轮初始轴向为Z轴的6种磨床作为基本类型,根据上面磨床类型变换的方法,将其他类型磨床的后置求解转换到6种基本类型磨床上进行。其他30种类型磨床按照变换到基本类型所进行的坐标系旋转方式可分为5组,同一组类型变换到基本类型的方式相同,并且变换后对应6种基本类型中的一种。
表1给出了6种基本磨床类型和部分其他磨床类型变换到基本类型的坐标系旋转变换方式(共5种旋转变换方式)。有些类型磨床需要依次进行两次旋转才能变换到基本类型。如表一所示,A-C(X)型磨床变换到C-B(Z)型磨床,需要先将机床坐标系绕其Y轴旋转90°,再绕其Z轴旋转90°才能得到辅助机床坐标系OS-XSYSZS,使砂轮初始轴矢量变为Z轴方向,完成后置求解。
由表1可以得到MMS和MSM矩阵的表达式:
对于只进行一次变换的磨床类型:
(17)
对于依次进行两次旋转的磨床类型:
(18)
式中,r1、r2依次为坐标系变换方式中第一变换轴和第二变换轴,可以为X,Y或Z,α1、α2分别为第一变换角和第二变换角。
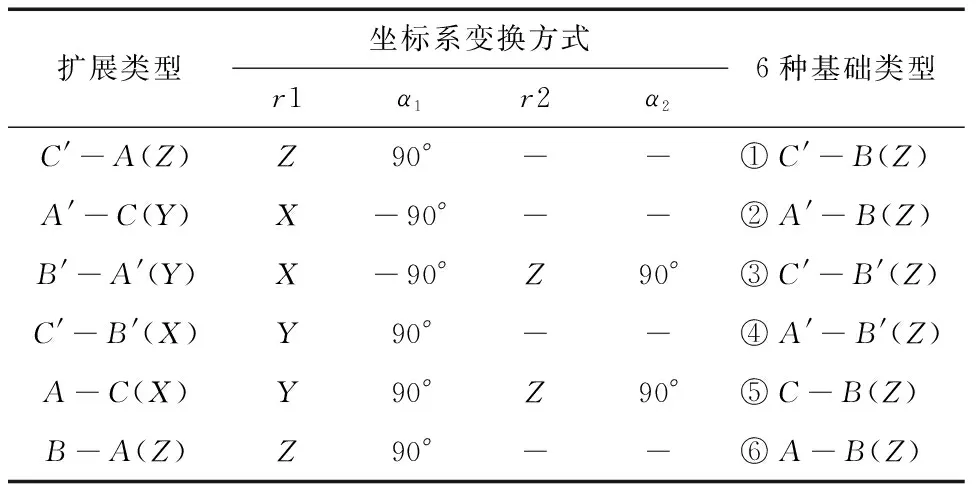
表1 6种基本磨床类型和部分扩展类型
由此,所有磨床的后置求解转换到6种基本类型磨床上进行。对于角度求解,基本类型1、3、5采用相同的求解公式,基本类型2、4、6采用相同的求解公式。
基本类型1、3、5的求解角度公式为:
(19)
基本类型2、4、6的求解角度公式为:
(20)

6种基本类型平动量的求解公式和式(13)推导相同,不予赘述。
4 算法验证
基于上述求解算法,在VS2010中以C#语言开发了一套后置处理软件,并集成到了EcutterSim数字化加工仿真软件当中。该软件可以对砂轮初始轴向、工件坐标系方向进行设置,同时考虑各个轴行程限制等因素,满足各种五轴磨床后置求解需求,其参数设置界面如图4所示。
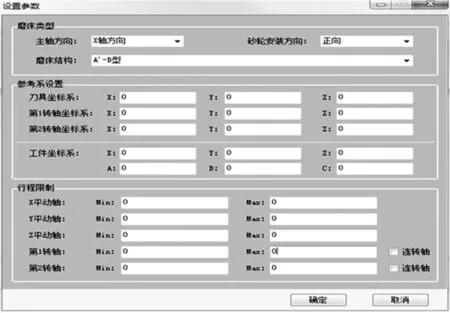
图4 软件参数设置界面
以安卡某型磨床为原型进行刀具磨削加工后置求解的算法验证。该磨床为A′-C(Y)型五轴磨床,其毛坯需要横向装夹,工件坐标系与机床坐标系方向不同,同时砂轮初始轴向在Y轴上,能够很好的验证算法的正确性。图5为三齿立铣刀在该磨床上磨削加工后置处理的主要参数和求解结果。
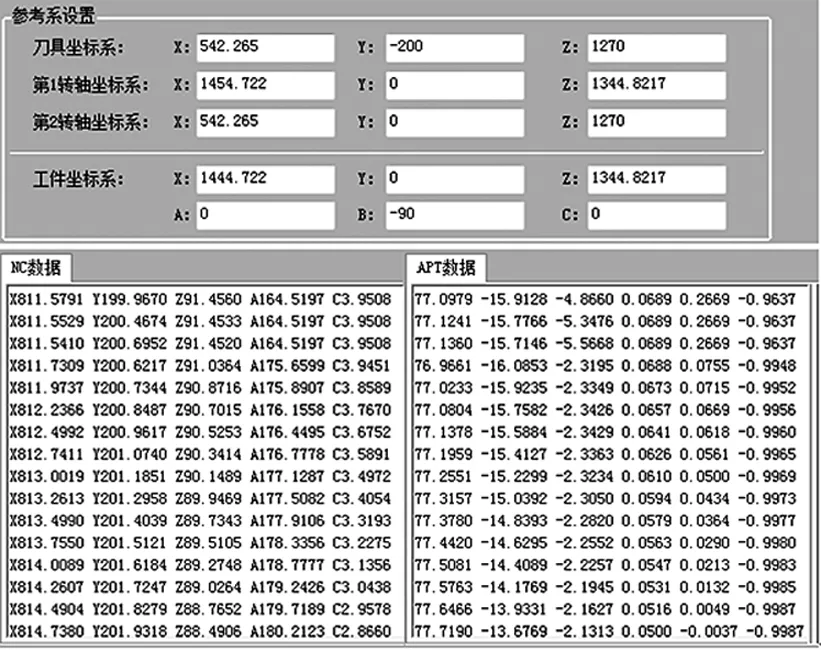
图5 后置处理主要参数与结果
求解得到的NC文件,在数控加工仿真软件VERICUT中建立磨床模型进行仿真,结果能够精确加工,很好的证明该算法在处理砂轮初始轴向,工件坐标系与机床坐标系不同向等问题的正确性。加工仿真结果如图6所示。
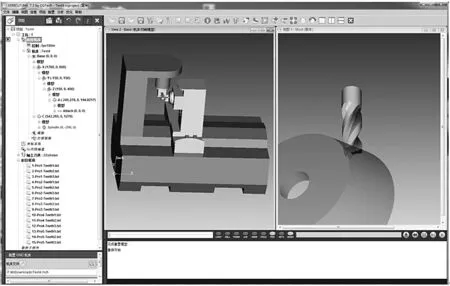
图6 刀具磨削加工仿真
5 结论
(1)定义工件坐标系方向角,提出刀位数据预处理的后置求解方法,实现工件坐标系不同的情况下磨床运动量的统一求解,提高了数控程序的可移植性。
(2)以建立辅助机床坐标系的方式对机床类型进行变换,从而将所有机床类型的角度求解方法缩小到2种,将平动量的求解方法缩小到6种。
(3)设计了一套工具磨床后置处理软件,并进行了仿真验证,结果表明本文提出的算法很好地解决了具磨床的后置处理问题。
[1] Lee R S, She C H. Developing a postprocessor for three types of five-axis machine tools [J]. International Journal of Advanced Manufacturing Technology, 1997, 13(9):658-665.
[2] She C H, Chang C C. Design of a generic five-axis postprocessor based on generalized kinematics model of machine tool[J]. International Journal of Machine Tools & Manufacture, 2007, 47(3-4):537-545.
[3] She C H, Huang Z T. Postprocessor development of a five-axis machine tool with nutating head and table configuration[J]. International Journal of Advanced Manufacturing Technology, 2008, 38(7-8):728-740.
[4] 郑飂默,林浒,盖荣丽. 基于通用运动模型的五轴机床后置处理[J]. 计算机集成制造系统,2010,16(5):1006-1011.
[5] JUNG, Hyoun-Chul, HWANG, et al. Development of practical-postprocessor for 5-axis machine tool with non-orthogonal rotary axes[J]. Journal of Central South University of Technology, 2011, 18(1):159-164.
[6] Tang T D. A Five-Axis CNC Machine Postprocessor Based on Inverse Kinematics Transformation[J]. Advanced Materials Research, 2013, 622-623:525-530.
[7] 周续,张定华,吴宝海,等. 非正交双转台五轴机床后置处理通用方法[J]. 机械工程学报,2014,50(15):198-204.
[8] 唐清春,张健,马仲亮,等. 国产双摆头五轴机床后置处理的研究[J]. 组合机床与自动化加工技术,2014(4):35-37.
[9] 孙凯,倪雁冰,王辉,等. 新型五轴混联机床的后置处理与轨迹仿真[J]. 计算机集成制造系统,2016,22(1):265-271.
[10] 段春辉. 五轴联动数控机床通用后置处理系统研制[D].成都:西南交通大学,2007.
(编辑 李秀敏)
A General Method of Post-processing for Five-axis Tool Grinder
LI Le, CHENG Xue-feng, YIN Fu-lan, YANG Xin-yu, JIANG Lei, DING Guo-fu
(School of Mechanical Engineering, Southwest Jiaotong University,Chengdu 610031,China)
For the problems in five-axis tool grinder post processing caused by non-unification of the grinding wheel initial axis direction and the workpiece coordinate system direction relative to the machine coordinate system, a method based on grinder type transformation is presented by studying the relationship between the tool initial axis direction and machine topologies. In this method, other types of grinding machine is transformed to 6 kinds of grinding machine with grinding wheel initial axis of Z for solving in the way of coordinate system rotation, so that the post processing solution type is reduced. By defining the workpiece coordinate system direction angle, the method of cutter location data preprocessing is presented. And it realizes the unified solution of the machine tool motion quantity in the case of different workpiece coordinate system, so that the portability of NC program is improved. Based on the algorithm, a general postprocessor for five axis grinder is developed with C#, and through the simulation experiment, the feasibility and high efficiency of the algorithm were demonstrated.
post-processing; nc program; five-axis tool grinder; coordinate transformation
1001-2265(2017)07-0014-04
10.13462/j.cnki.mmtamt.2017.07.004
2016-11-03
国家重大科技专项(2015ZX04001002)
李乐(1991—),男,安徽蚌埠人,西南交通大学硕士研究生,研究方向为五轴数控磨床设计及磨削加工仿真,(E-mail)825553719@qq.com。
TH164;TG506
A