基于多相流原理的旋风法管道防腐技术应用
2017-06-19林泽泉韩留红高玉柱费克勋
刘 爽,林泽泉,张 磊,韩留红,应 红,高玉柱,费克勋
(苏州热工研究院有限公司,苏州 215004)
基于多相流原理的旋风法管道防腐技术应用
刘 爽,林泽泉,张 磊,韩留红,应 红,高玉柱,费克勋
(苏州热工研究院有限公司,苏州 215004)
介绍了基于湍流粒子运动的管道内壁除锈和基于多相流的涂料喷涂的技术原理,计算得出旋风法的单次处理长度和其他主要工艺参数的适用范围,并以国内某核电站饮用水管道系统旋风法除锈为例,详细介绍了施工过程、设备组成、除锈工艺和处理效果。结果表明:基于多相流原理的旋风法管道防腐技术可以有效解决管道内壁的腐蚀问题,延长管道使用寿命。
旋风法;管道;除锈;喷涂;多相流
工程上一般将直径500 mm以下的管道概括为小口径管道[1]。碳钢、铸铁等材料的管道经长期使用后内部会出现腐蚀和积污问题,影响管道的水流通量,甚至出现堵塞或腐蚀穿孔等问题[2]。由于口径过小,小口径管道的腐蚀综合治理是世界级难题。目前,对在役管道的清理与修复技术可主要分为5类:化学法(酸洗等)、振动法(超声波等)、电磁法(电击、磁化等)、衬套法(穿插软、硬管等)、机械法(内置工具、机器人等)[3]。前3种方法对管道只有清理疏通的功能,但无改造、强化的功能,且存在化学残留、清理不彻底、无法在内壁涂覆涂层等缺点。后2种方法对管道不仅有清理疏通功能,还有改造、强化功能,能进行管道内壁涂层的涂覆,但难以克服管道转弯、管道变径、管道垂直、小口径管道等4大难题,因而在实际应用中受到很大局限[4]。
基于多相流原理的旋风法管道防腐蚀处理技术克服了上述缺点,不仅能对管道进行腐蚀产物清理,还能对管道内壁进行涂膜处理,达到较好的腐蚀治理效果。本工作基于多相流理论对旋风法技术原理进行分析,得出各关键工艺参数的计算方法,并以国内某核电站饮用水管道系统旋风法除锈为例,详细介绍了施工过程、设备组成、除锈工艺和处理效果,论证了旋风法应用的可行性,总结了该技术的特点。
1 原理
1.1 概述
根据流体力学原理可知,对于实际流体,如水、空气,当Reynolds数(雷诺数)小于某一临界值时,流动是平滑的,称作层流。当Reynolds数大于临界值时,流动呈无序的混乱状态,称为湍流。湍流带有旋转流动结构,即湍流涡。
旋风法技术基于上述原理,大量空气加载着石英砂等磨料,在管内连续涡旋湍流运动条件下,对管道内壁进行打磨,实现对管道的除锈、除垢。
1.2 除锈原理
根据气动喷砂相关技术要求可知,推荐喷砂气源压力区间为0.55~0.75 MPa,磨料尺寸为0.2~2 mm,磨料采用钢砂或石英砂[5]。
采用旋风法除锈时,设计入口压力为0.75 MPa,则出口前管内压力不应小于0.55 MPa,才能保证除锈效果[6]。对于可压缩流体,可根据修正的伯努利方程求出口速率,如式(1)所示。
(1)
式中:v2为气体出口速率, m/s;p1为管道入口压力,取0.75 MPa;p2为管道出口压力,取0.55 MPa;ρ2为平均气体密度,取6.4 kg/m3;γ为绝热膨胀系数,取1.4。
将各参数带入式(1)进行计算,考虑到出口最大临界速率为声速,则最终v2取340 m/s。
管道内的损失为沿程和局部两部分,其边界条件是出口压力不低于p2。根据式(2)计算旋风法一次可处理管道的极限长度。计算结果表明,旋风法一次可处理管道的极限长度约为3 500倍直径,考虑一定裕量,推荐处理长度取2 000倍直径。
(2)
式中:λ为沿程阻力系数,取0.01;ξ为局部损失系数,全部局部损失按0.005n估算;n为弯头数量;L为旋风法一次可处理管道的极限长度;D为管道直径;g为重力加速度。
采用旋风法除锈时,除了入口气压、所能处理管道的极限长度,还应考虑储气罐的容积大小。其边界条件是除锈完成后储罐压力不低于p2。储气罐的容积满足式(3)。
(3)
式中:V为所需储罐容积,m3;A为待处理管道截面积,m2;ρ1为入口气体密度,取8.8 kg/m3;ρ2为平均气体密度,取6.4 kg/m3;ρ3为出口气体密度,取1.3 kg/m3;v2为气体出口速率,取340 m/s;t为吹扫持续时间,取1 s。
经计算,式(3)可简化为式(4)。

(4)
一次可处理管道的极限长度、储气罐的容积及管道直径均为旋风法除锈的关键工艺参数,其关系如式(4)所示。
1.3 涂膜原理
旋风法涂膜的原理主要是基于气液两相流的环状流流型选择。为了使涂料能够较好地涂覆在管道内壁,应尽量保证管内的流型为环状流[7]。
对于垂直上升管,应满足环状流的边界条件[8]
(5)
式中:jg,jf分别为气相折算速率和液相折算速率,其计算式如式(6)和式(7)所示;ρ′是液相涂料密度;ρ″是气相空气密度。
(6)
(7)
式中:V′为液相体积流量;V″为气相体积流量;v′为液相平均速率;v″为气相平均速率;A为管道截面积;δ为液相截面高度(涂层厚度)。
对于水平管,应满足环状流的边界条件
(8)
以直径为100 mm的管道为例,旋风法选用的环氧树脂涂料密度为1.67×103kg/m3,管内压缩空气的平均密度为7.6 kg/m3,要求涂层厚度为500 μm,经计算可得出涂料和气体的流速条件为

(9)
对于涂料的喷涂量,应按照式(10)进行计算

(10)
式中:κ为裕量系数,取2.0。
2 工艺描述
以DN100口径的管道为例,对工艺过程进行说明。选定好该条管道的一个入口和一个出口,出入口之间的管道总长度不应超过2 000倍的管道直径,即200 m以内,并将沿途支管隔离封堵或增加一组操作器。将除锈操作器通过高压耐磨橡胶管与管道的入口相连,管道的出口连接一个专用的废物收集箱,用于收集清理出来的管道内壁腐蚀产物、污水等。
另外需要在操作器前连接一个无油空气压缩机和一个压缩空气储罐,给除锈装置提供压缩气源。操作器及外部连接方式如图1所示,储气罐的大小应按照1.2所述过程进行计算选取,选择20 m3气源较为合适。
操作时,打开空气压缩机,使压缩空气储罐内的压力达到0.75 MPa以上。按一定流程进行操作,完成管道的除锈、清理工作。除锈完成后,需要采用手动方式,保持主急停阀和主吹气阀常开,用压缩空气对管道持续吹风30 min以上,保证管道干燥,为管道内壁涂层涂覆做好准备。
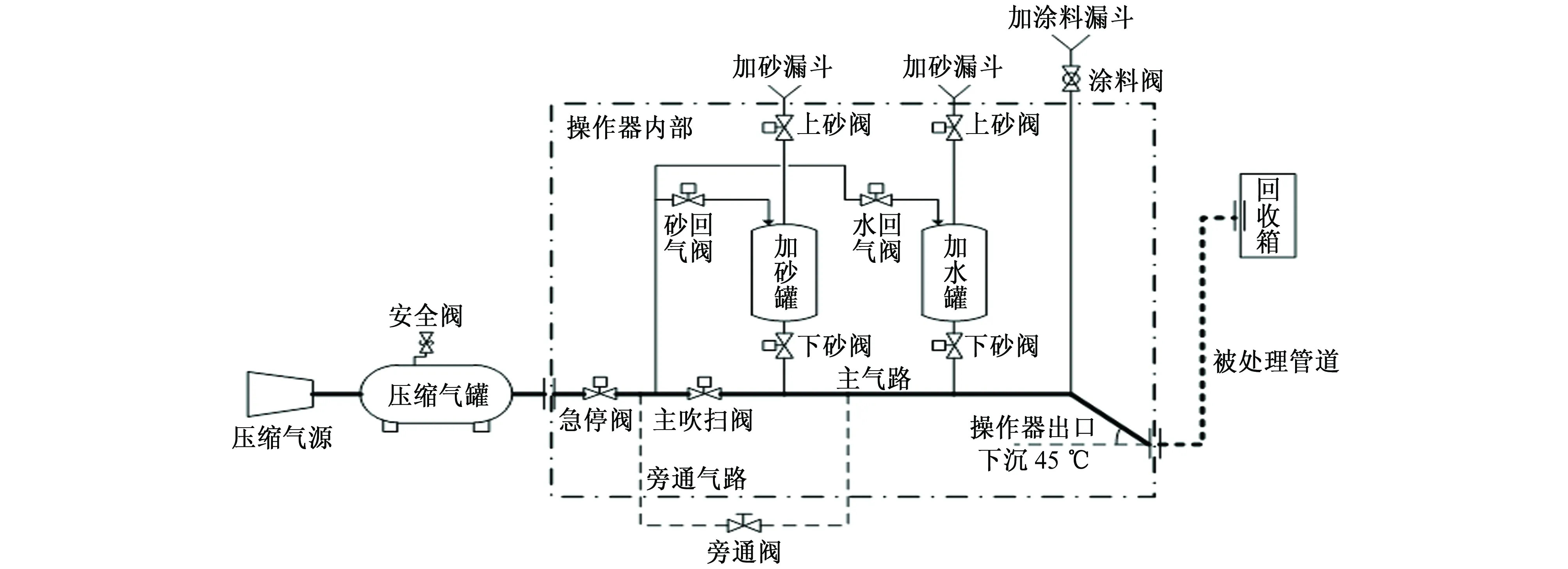
图1 操作器组成示意图Fig. 1 Component diagram of operation equipment
管道内吹干后,采用手动方式,关闭除急停阀以外的其他所有管道。将搅拌好的涂料由涂料加入口加入。由于装置的出口端管道下沉45°,故涂料会顺流至下游管道,不会污染除锈装置内的其他管道。当涂料加装完毕,主气压力达到0.75 MPa以上时,用手动方式缓缓打开旁通阀,防止发生水锤效应,待出口气压上升至0.55 MPa以上时,开主吹扫阀,进行第一次涂料喷涂。待主气压力降低到0.4 MPa以下时,关闭旁通阀和主吹扫阀。待主气压力恢复到0.75 MPa以上时,仅打开主吹扫阀进行第二次喷涂。如此反复,喷涂吹气4~5次。
3 实施案例
3.1 处理对象
国内某核电站1、2号机组MX厂房内部SEP系统饮用水管道的管长约400 m,管道直径80 mm,为保证旋风法腐蚀治理效果,分3段处理,如图2所示,单段长度不超过2 000倍直径。

图2 SEP系统饮用水管道开口点示意图Fig. 2 Schematic diagram of opening point on drinking water pipeline
操作时,选定好待处理管道的一个入口和一个出口,将沿途支管隔离封堵。将除锈操作器通过高压耐磨橡胶管与管道的入口相连,管道的出口连接一个专用的废物收集箱,用于收集清理出来的管道内壁腐蚀产物、污水等。
3.2 处理设备
(1) 空气压缩机:AIRMAN PDSE900S型柴油空气压缩机1台,排气量25 m3/min,工作压力0.86 MPa。
(2) 储气罐:空气储气罐2台,容积10 m3,设计压力1.05 MPa,安全阀整定压力0.84 MPa。
(3) 旋风操作器1台,收灰箱1个,压力表3个,减压阀2个,漏斗3只。
3.3 除锈效果
以东环饮用水管道处理为例,内径为80 mm,管线长度约为203 m,含有34个弯头。从图3中可以看出,整条管线的腐蚀十分严重,腐蚀积污严重影响用水安全。

(a) 北端开口

(b) 南端开口图3 除锈处理前东环管道北端管口和南端管口的宏观腐蚀形貌Fig. 3 Corrosion macrographs of the north end (a) and the south end (b) of east loop pipeline before rust removal
由于东环管道最长,且有大量腐蚀积污,所以将管道中间6 m高度处的法兰拆卸进行分段除锈处理。北半段管道处理程序为:旋风除锈6次除去表面浮锈→旋风中加入水除锈6次清污→旋风中加入水和石英砂除锈22次打磨管壁去污→旋风中加入水和石英砂反向除锈20次打磨管壁去污→旋风中加入水除锈4次进行清洗。南半段管道的弯头曲率较小,所以仅进行单向除锈即可,处理程序为:旋风除锈6次除去表面浮锈→旋风中加入水除锈6次清污→旋风中加入水和石英砂除锈30次打磨管壁去污→旋风中加入水除锈4次进行清洗。
除锈处理效果如图4所示。从图4中可以看出,管道内的积污已基本去除,内壁露出金属底材,无松散细渣残留。与除锈等级样板对比可知,管道内壁除锈等级已达到D Sa 3级,符合内壁涂膜要求。
3.4 涂膜效果
图5为涂膜处理后SEP系统饮用水管道内壁照片,可以看出涂层均匀涂覆于管道上,未发生流挂现象,表面无明显异物残留,呈现旋风法技术涂覆特有的波纹状形貌。
为检查旋风法技术涂膜处理效果,采用德国QNix1500涂层测厚仪对管道进行表面涂层厚度检测,结果见表1。
从表1中可以看出,涂层厚度分布在300~450 μm。根据SY/T 4057-2000 标准《钢质管道液体环氧涂料内防腐层技术》中表2.0.1规定,钢制管道加强级液体环氧涂料防腐蚀层的厚度应大于250 μm。因此,采用旋风法技术涂覆涂层厚度符合标准要求。

(a) 北端开口

(b) 南端开口图4 除锈处理后东环管道北端管口和南端管口的宏观形貌Fig. 4 Macrographs of the north end (a) and the south end (b) of east loop pipeline after rust removal

(a) 北端开口

(b) 南端开口图5 涂膜处理后东环管道北端管口和南端管口的照片Fig. 6 Pictures of the north end (a) and the south end (b) of east loop pipeline after coating spraying

Tab. 1 Coating thickness in east loop pipeline μm
4 结论
旋风法技术作为一种非开挖技术,具有明显的优势,可高效地对小口径管道进行内壁积污清理与内壁涂装,从而解决管道内壁的腐蚀问题,并延长管道寿期,其技术特点如下:可非开挖处理13~500 mm的各类小口径管道;不受弯头、变径、阀门等异形管段的影响;一次性工作长度为几十米至几千米,效率高;可清理疏通管道,还可给管道内壁涂覆涂层,提高防腐蚀能力。由于实用性和经济性,使该技术具有一定的应用空间。
[1] 胡建业,周拾庆,章国华,等. 小口径长输管线复合清洗技术应用[J]. 清洗世界,2010,26(8):10-13.
[2] 梁根生,杨刚,李亚光,等. 小口径管道内壁覆盖层技术在单井集输管道腐蚀治理中的应用[J]. 中外能源,2011,16(1):80-82.
[3] 王欢,王瑞,张淑洁. 非开挖管道修复技术及相关建议[J]. 油气储运,2008,27(1):43-46.
[4] 林泽泉,王文奎,刘爽,等. 小口径管道旋风法腐蚀治理技术[J]. 腐蚀与防护,2015,36(6):590-593.
[5] 曹玮. 基于CFD的气动喷砂机理与喷砂流场特性研究[D]. 大庆:大庆石油学院,2007.
[6] 吕志利. 油管内外喷砂流场特性及喷砂参数优化研究[D]. 大庆:大庆石油学院,2010.
[7] 劳力云,郑之初,吴应湘,等. 关于气液两相流流型及其判别的若干问题[J]. 力学进展,2002,32(2):235-247.
[8] 陆慧林,赵广播,刘文铁,等. 垂直管内气固两相流数值模拟计算——颗粒动力学理论方法[J]. 机械工程学报,1999,35(5):75-78.
Application of Cyclone Anticorrosion Technique based on Multiphase Flow Principle
LIU Shuang, LIN Zequan, ZHANG Lei, HAN Liuhong, YING Hong, GAO Yuzhu, FEI Kexun
(Suzhou Nuclear Power Research Institute, Suzhou 215004, China)
The principle of rust cleaning and coating spraying based on turbulent particle motion and multiphase flow are introduced. The length of processed pipeline and the applicable scope of other key parameters were calculated. An example of the application in a domestic nuclear power plant showed the details of working process, equipment composition, rust removal process and final effect. The results show that cyclone anticorrosion technique is an effective method to solve the corrosion problem of inner pipeline and the service life of the pipeline can be extended.
cyclone; pipeline; rust cleaning; coating spraying; multiphase flow
10.11973/fsyfh-201706015
2015-11-24
刘 爽(1987-),工程师,本科,从事电厂腐蚀与防护研究和技术应用,051268602511,ls4403@126.com
TG174
B
1005-748X(2017)06-0478-05