全站仪及精度管理软件在船体建造中的应用
2017-06-06彭茂清程远龙周海生
彭茂清+程远龙+周海生
(江门市南洋船舶工程有限公司,江门529145)
摘 要:本文介绍在船体建造过程中,利用全站仪对各工序产品进行测量,借助精度管理软件将实测数据与理论模型进行对比分析,及时发现问题并提前处理,同时将相关数据提供给后道工序做参考控制,从而实现对各工序产品进行全过程精度管理與控制。另外,将所测数据建立精度数据库进行分析,为后续改进提供依据。
关键词:造船;精度管理;全站仪;软件;过程控制
中图分类号:U671.99 文献标识码:A
1 前言
在船体建造过程中,受切割、加工、装配、焊接、火工矫正和吊运等因素影响,船体零件、组件、分段、总段和船体主尺度不可避免地会产生实际尺寸偏差和形状偏差。为了控制这些偏差在公差范围内,船厂要采取一系列的精度管理与控制措施,如加放余量或补偿量、过程测量控制、分析、预修整等。
在没有全站仪以前,测量控制几乎全部为拉大尺、吊线锤、靠样等传统的手工测量,其存在的问题是:要用手工记录,不便与现代的造船设计软件及数据处理分析方法相结合,不利于形成有效的数据库;对大型结构件及曲面结构无法完成准确的测量;数据报表需要人工计算,不便于与设计数据进行直接对比;数据采集需要的人员较多,测量精度不高,工作效率低下等。
全站仪是一种把电子测距、电子测角和微处理有机结合成一体,能自动记录、存储并具备某些固定计算程序的电子速测仪。它在一个测站点能快速进行三维坐标测量、定位和自动数据采集、处理、存储等工作,较完善地实现了测量和数据处理过程的电子化和一体化。
造船精度管理软件是基于电子测量仪器结合造船设计软件的应用、造船建模推广之后而应市而生的,用于船舶制造过程现场尺寸检查、几何量检查、三维精度控制、分段精度数据分析、分段模拟搭载、分段吊装定位测量、形成精度检查表等的专用系统。它以系统软件为核心,集成现代高精度全站仪及各种附件于一体,能够快速、精确、自动的对各种零部件、船体分段、船体合拢进行精度检查及控制。该软件系统主要功能包括:现场分段测量及分析、分段精度管理分析、分段或总段模拟搭载、分段或总段搭载现场定位测量、数据库等。
2 全站仪及精度管理软件在船体建造过程中的应用
2.1 作用及应用要求
全站仪及精度管理软件可对船体分段的中间产品及分段成品制作过程进行监控和指导,在现场进行构件、中组件等装配精度测量,可有效的将问题解决在萌芽阶段,以保证后续建造精度。其主要应用是现场测量、分析和室内数据分析与管理。
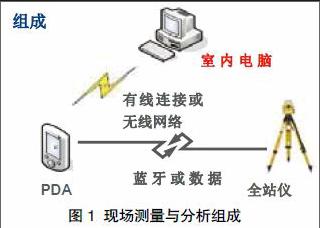
分段测量及分析软件的组成有:全站仪、PDA、室内电脑和装在PDA和电脑中的软件系统,如图1所示。
(1)现场测量与分析
主要是用装有测量软件的PDA连接全站仪进行,可在现场进行数据查看和分析,包括组立件、片体、框架、分段及总段的测量与分析,以及大型设备、设施检测及安装调试等。可对分段总组或搭载定位进行实时数据测量,判断和纠正定位精度。
现场测量方法及注意事项:根据现场环境温度选择相应的温度参数,仪器可根据温度进行纠正误差,仪器架设与测量点的角度要大于30o;尽量减少转站次数,转站点的选取要在分段外围;减少隐蔽杆的使用,选用不同的隐蔽杆时要设置好对应的参数;仪器在使用时要避免爆晒或雨淋等。
(2)数据分析与管理
运行于室内电脑的精度管理软件主要有分段精度管理分析模块、分段或总段模拟搭载模块和作业管理与数据库模块等。可读取大型设计软件Tribon、CATIA等设计模型,并将读取的模型数据载入到PDA中进行现场测量和分析,方便对各个阶段的精度进行管控。
2.2 在小、中组立阶段的应用
由于小、中组件的制作大多在地面平台进行,基本上都是任意放置而不可能是水平状态,传统的手工拉尺方法较难测量其整体精度状态。全站仪可以实现对任意摆放状态的测量,可以对小组件和中组件的变形、装配精度进行测量监控,及时纠正偏差,避免后道工序返工。同时,可收集相关数据进行收缩量统计分析、变形量统计分析等。
可以对重要的小组件、大拼板件、中组框架的划线、结构装配焊前及焊后进行精度测量,得出划线偏差、装配偏差、收缩量及变形量等数据,实现过程的数据收集及精度管理与控制。并对收集的数据进行统计分析,找出规律并制定改进、预防措施。
在大型中组框架建造过程中对其进行主要尺寸的测量,可以检验构件的装配偏差、合拢口对齐度、扭曲变形等传统手工拉尺不易测量或无法测量的精度项目。
2.3 在分段阶段精度管理的应用
分段阶段精度管理主要指分段从上胎架到下胎架这一阶段的过程精度管理与控制,包括胎架精度监测、曲面胎架板精度测量与控制、分段装配过程精度测量与控制、分段完工精度测量与控制等。
(1)胎架制作精度控制
该精度管理软件具有胎架数据功能,根据胎架数据,对现场某组件安装时的定位作出指导,使生产过程中的精度控制工作更加轻松。同样,也可以检验设计部门给出的胎架数据是否准确。
(2)曲面胎架板、斜切胎架分段的精度测量与控制
为了有效保证曲面胎架外板线型,在铺设胎架板后,可单独对其进行测量模拟,以查看布胎情况及外板线型吻合情况。利用系统的坐标转换功能,可以将船体坐标系转换成胎架坐标系,即以胎架平面为基准的平面坐标系。将设计状态转换为生产状态,可以根据转换后的坐标进行建造过程中的尺寸控制,现场可以直接用简单的拉尺、吊线锤等方法进行测量和整改,方便胎架的整改和检验。另外,还可以用以检测内场数控下料板件及拼板的方正度和主要尺寸、板边直线度、冷弯肋骨的线型、曲板加工线型等。
(3)分段建造过程精度测量与控制
主要是PDA与全站仪连接配合现场测量。可根据现场需要自由设定基准轴、基准面等进行测量,可立刻显示分段建造的长度、平面度、对角线、垂直度等。测量时在PDA中选择确定测量基准后,可从PDA中查看现场精度测量点的精度偏差,实时确定各精度测量点的误差值,提出整改意见。主要用于双斜切的舷侧阶梯形分段、机舱分段、首尾分段等重点分段或复杂分段的现场装配监测。
(4)分段完工精度测量与控制
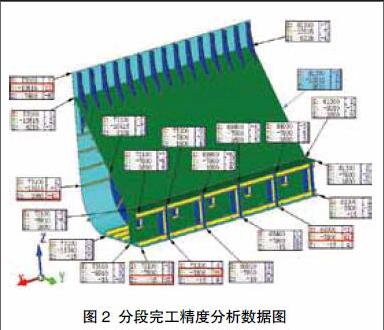
对已完工的分段进行精度检测、分析,了解分段整体的精度状态,并且所测数据可以直接用于模拟搭载分析。主要应用是分段精度管理分析模块,将现场测量数据导入电脑后,在设计模型上标注对应的测量点号,系统可自动提取测量点坐标,实测数据点与设计模型可自动匹配计算三维误差。可分析计算合拢口余量值、构件的错位量、变形量、弧长值、线型偏差值等。可将所测量分段的分析结果生成三维立体图示报表、电子报表等,包括合拢口平齐度图、结构错位量图、线型偏差图等,并可以存档和打印。
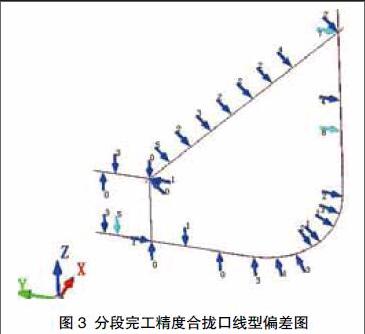
现场可根据测量分析结果,对于超差的精度点在涂装前进行整改,避免搭载时整改对涂层的破坏,有利于保护涂层和减少搭载阶段的修改工作量。如图2为分段完工精度测量分析数据,从图中的数据可清晰的判断分段各测量点的三维精度偏差情况。如图3为该分段的线型偏差图,从图中可以一目了然的看出分段外板线型及斜壁板的精度偏差。
(5)典型分段不同阶段变形情况调研
分段从下胎架到搭载之间还有一定的时间段,在这一时间段内分段会经过运输、局部火调、局部焊接、翻身、預舾装、堆放、冲砂及涂装等作业过程。在这些作业过程中,分段会产生怎样的变形及如何预防,是各船厂的调研课题。特别是结构刚性较弱的分段,在上述作业过程后会产生较大的变形,给总组或搭载定位带来较大的整改工作量。由于各阶段分段的堆放状态不一致,传统的测量方法无法实现数据的统一,有了全站仪及精度管理软件后,可以很方便的进行不同阶段的测量调研,了解分段的变化情况。
每个阶段的测量,均要记录分段的状态:分段的作业情况、堆放时布墩的数量和位置、火调量的大小等。每次的测量点要统一,且测量点的选取要具有代表性,能分析出变形的情况。将各阶段的测量数据进行对比分析,得出分段的变形情况及趋势,并制定预防和控制措施。
2.4 在总组及搭载阶段的应用
(1)分段或总段模拟总组或搭载
模拟搭载系统运行于室内电脑,可以进行两个或多个分段/总段之间的模拟搭载。
将现场分段或总段的实测数据导入电脑,参考三维设计模型,对分段或总段的实测数据进行模拟搭载,通过旋转、移动等功能,精确分析搭载状态,即分析分段合拢口的余量、错位量、主尺寸偏差值、线型偏差等,并生成模拟搭载预测结果报告书,报告书包括搭载定位基准图、余量切割图、错位量图、线型偏差图等,可直接用于指导现场整改和现场搭载定位施工。
图4为分段模拟分析后的搭载定位基准图,假设该分段X正方向和Y的正方向为合拢口,则图中A、B、C、D四点为定位基准点,提供了定位的半宽值(Y值)和高度值(Z值)做参考,并提供了A、D、E、F两个合拢口各两个点的合拢口间隙参考值。现场施工人员根据该图即能将分段按模拟结果定位,保证定位精度,避免后续分段产生更大的偏差。多分段模拟搭载,后面分段的模拟以前面分段模拟处理后的数据为基准,从而保证模拟的准确性。模拟总组或模拟搭载的精度分析结果均是指实测分段之间的实际偏差。
(2)分段或总段搭载定位测量、水尺堪划等
分段或总段搭载定位测量系统运行于掌上电脑PDA,在船台或船坞使用PDA连接全站仪进行现场定位实时数据测量,判断和纠正定位精度。
使用此软件可解决传统船台或船坞定位测量的不方便或无法测量等问题,包括可以解决船台斜率问题,根据设置的船台斜率自动进行坐标转换;可进行准确的船首或船尾定向,保证测量坐标的统一性;可对测量的任意点进行坐标置零,以检查其他点相对置零点的方向增量等。
现场测量时,先进行测量坐标系设置,如长度偏移、中心线偏移、高度基准偏移、船台斜率等;坐标系设置好后,测量所显示数据即为以所设坐标系为基准的偏差值。与传统的手工拉尺相比,可以实现手工无法测量的点,不用人工计算船台斜率,测量精度高、速度快、节省人力等优势,并且与模拟搭载提供的定位参考点对应,对比检验模拟搭载情况。
3 精度数据库的建立及分析应用
造船精度管理是数据链的管理,数据的收集是基础,技术关键在于数据的积累、统计分析、制定改进及预防措施,核心是建立精度补偿量体系。该模块主要是提供作业计划管理及数据统计分析平台,相关人员可以通过该模块实现精度生产的全过程管理,并能对精度数据、生产数据进行有效的统计。在测量工作开始时建立好信息资料,包括工程名称、开工时间、工位、施工队、问题类型等。该软件的数据库可以实现精度数据的收集、分析和处理,可以对采集到的精度数据进行分析,得出零件、小中组件、分段、总段及搭载等各个工序或阶段的变形数据、收缩数据等,为制定或改进精度提供依据。
4 结束语
目前精度管理软件还存在一些不完善的地方,包括要具有与船厂其它软件系统对接功能,能与船厂的工时物量系统、造船仿真系统等互联,并为其提供相关的数据依据,实现真正的精度造船。
参考文献
[1] 何保喜.全站仪测量技术[M].黄河水利出版社,2005年8月.
[2] 张明华.精益造船模式研究[M].中国经济出版社,2005年12月.
[3] 黄浩.船体工艺手册(第三版)[M].国防工业出版社,2013年1月.
