115000DWT油船货油泵的安装
2017-06-06梁春泉徐战峰
梁春泉+徐战峰
(广船国际有限公司,广州511462)
摘 要:本文主要介绍了115000DWT油船货油泵的安装方式及技术要求和解决办法,目的在于改善施工环境,减少返工现象。
关键词:货油泵;安装;方法
中图分类号:U664.13 文献标识码:A
1 前言
货油泵是油船的专用设备,是货油装卸系统的组成部分,其用途是在油船停靠码头时通过船上货油管路将货油从油舱驳运至码头的载油设备或油库。由于货油泵的安装精度要求较高,稍有偏差就会造成轴系损坏,影响货油驳运。所以,货油泵的安装正确与否直接关乎到油船的运营效益。本文结合SEA HULL 115 000 DWT系列成品/原油船,探讨货油泵的安装方式、技术要求和解决办法。
2 货油泵的安装方式
2.1 货油泵组成
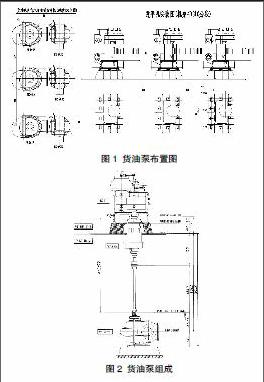
该油船采用蒸汽透平式货油泵,主要由货油泵、调整轴、波纹管贯通件、透平机、气汽分离筒以及上述设备的相关连接附件组成。货油泵及气汽分离筒布置在泵舱底层平台,轴系贯穿于机舱透平平台,三台透平机布置在透平平台,上下组成一体,如图1所示。货油泵采用透平机驱动,由日本SHINKO公司供货,货油泵选型为KV450-3(3 000 m3/h x 130 m),透平机选型为RX1(蒸汽压力1.5 MPa),波纹管贯通件由中间轴承座、波纹管、中间轴组成,选型为BVS110A,调整轴理论供货长度为1 667 mm,如图2所示。
2.2 貨油泵的安装方式
该油船货油泵贯穿于泵舱与机舱,跨越两个相对独立的施工区域。一般而言,货油泵的安装方式有自上往下和自下往上两种:
(1)自上往下安装方式
自上往下安装方式,是货油泵、透平机、波纹管贯通件在船体分段临时就位,开设好波纹管贯通孔、临时放置波纹管贯通件后,先定位透平机基座,完成透平机的安装,并以透平机作为安装基准,根据要求由透平平台往下安装,根据现场实际情况进行货油泵、气汽分离筒基座的修削,完成货油泵、气汽分离筒的安装,最后进行调整轴的安装以及相关附件的安装。
这种安装方式可以先完成机舱区域设备、舾装、管系的安装,方便机舱相关连接管系的提前完整,以牺牲泵舱舾装、管路的完整性作为代价来实现,加大了货油泵、气汽分离筒基座在船体分段的反面加强结构的返工工作,将泵舱的完整延后至油船下水,拖延了泵舱的整体涂装,这对油船的建造是非常不利的。
(2)自下往上安装方式
自下往上安装方式,是货油泵、透平机、波纹管贯通件在船体分段临时就位后,根据相关施工图纸先行定位货油泵基座,完成货油泵的安装以及气汽分离筒的基本安装,并由货油泵的输出轴轴心作为基准点映射出波纹管贯通孔,一步到位安装好波纹管贯通件,并根据要求从泵舱底层往上安装,完成透平机的安装,最后进行调整轴的安装及相关附件安装。
这种安装方式可以在分段阶段完成货油泵、气汽分离筒及其货油管系的安装,减少了泵舱货油泵、气汽气分离筒基座在船体分段的反面加强结构的返工,为泵舱的提前完整与进涂创造了有利条件;但在一定程度上影响了机舱透平机的安装及其相应管系的安装,不过由于透平机相关管系通径较小,施工环境及条件较优越,总体上来说对油船的快速建造是利大于弊的,故该油船货油泵采用自下往上安装方式。
2 货油泵安装的技术要求
日本SHINKO公司生产的货油泵及其相关配套设备(透平机、气汽分离筒等),在验收方面有极其严格的要求。在安装方面,主要体现在轴系对中上,其相关技术要求如下:
(1)基座的安装要求
基座面板的平面度≤3 ㎜/m;基座面板的水平度≤0.3°。
(2) 轴系的校中要求
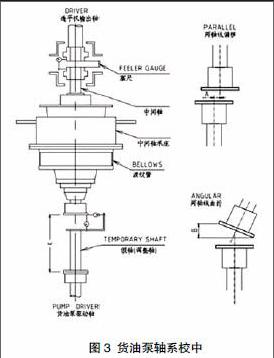
① 透平机输出轴与中间轴用齿形联轴节相连,并按照下列要求(见图3):联轴节法兰的偏移 A≤0.20 mm ;联轴节法兰的曲折 B≤0.20 mm 。
② 中间轴与货油泵驱动轴之间由两端为齿形联轴节的调整轴相连,并按照下列要求(见图3): 联轴节法兰的偏移 A≤0.40 mm ;联轴节法兰的曲折 B≤0.40 mm 。
③ 货油泵联轴节法兰端面至中间轴下端法兰端面的距离,允许偏差 E ≤±2 mm。
④ 中间轴承座气密座板(筒体)的安装要求: 座板法兰面的水平度≤3.5/1 000;座板中心线与轴系中心线的径向偏差≤2 mm。
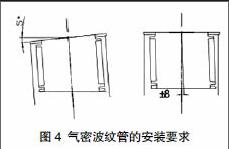
⑤ 气密不锈钢波纹管的安装要求(见图4): 不锈钢波纹管的长度在垂直方向上的伸长或缩短≤ ± 10 mm ;波纹管的角变形 ≤ 5 ? ;波纹管的垂线变形≤± 8 mm。
(3)机座钢垫片的安装要求
① 焊接垫片的外倾斜度为 1:50,垫片最薄端的厚度≥12 mm;调整垫片的厚度根据现场实际量取,但其最薄端的厚度应≥15 mm。
② 调整垫片与焊接垫片、泵组基座面之间的接触比和着色要求:接触比≥60% ;接触面的着色要均匀,每 25 mm x 25 mm 面积内色油点数量≥3 个点。
③ 调整垫片与焊接垫片、泵组机座底面之间的接触间隙要求:用 0.05 mm 塞尺检查,插入深度≤10 mm。
(4)螺栓的安装要求
① 紧固螺栓在上紧时,应按对角顺序和逐步增大预紧力的原则对螺栓分2次或多次预紧,不允许一次性就将螺栓紧固。
② 在安装螺栓的过程中,应留意设备对中情况的变化,并作相应的调整。
③ 螺栓紧固后,紧固螺栓伸出螺母的长度约为 2~3 个螺距。
(5)泵组进、出口接管的安装要求
① 设备的接管法兰应与泵的进、出口正确配接,不得在出现图 5所示例的情况下接管,避免因管子的安装变形引起设备的安装变形,变形量控制要求如下:两法兰中心线曲折A≤0.20 mm;两法兰中心线偏B≤0.50 mm;两法兰面不接触C≤0.20 mm。
② 管子在连接时应按对角顺序和逐步增大预紧力的原则对螺栓进行预紧。
③ 在管子现校管与泵的进、出口连接的过程中,应留意设备轴系对中情况的变化,并作相应的调整。
综上所述,为确保满足货油泵安装的各项技术要求,该船征得制造商及船东船检的同意,采用制作工装假轴、以假轴代替真轴的方式进行轴系对中。
3 影响货油泵安装的因素
货油泵作为货油系统的重要组成部分,影响其安装的因素有很多,如管子、基座、垫片、船体分段、基座反面结构加强等,如图6所示。
3.1 船体分段精度
货油泵跨机舱、泵舱安装,机舱与泵舱由上下分段搭载而成。由于分段体积大,两个分段搭载时受分段制作精度影响,分段的合拢缝不一定能够整齐对接,往往出现错位现象,一般情况下都是通过修正船体分段余量、火工校正方法来处理完成分段对接后,机舱、泵舱对接分段的精度会出现误差,大多出现机泵舱层高降低的情况,层高降低就意味着货油泵等设备基座的高度带来调整。
另一方面,分段合拢缝进行了对接修正,提前在船体分段的相应区域上安装的货油泵设备基座的反面加强结构就会出现偏差,出现这种偏差后可能造成货油泵设备基座反面结构加强移位,进而造成返工。
3.2 基座的定位
该船的货油泵设备基座反面结构加强形式,在设计上出于货油泵轴系对中考虑,采用了一一对正加强的形式。基座定位的精确如否,特别是货油泵,很大程度上是取决于基座反面结构加强装配的准确性。对泵舱货油泵基座而言,由于其是最先定位的,一般会迁就基座反面结构加强导致了货油泵输出轴轴心偏离理论设计坐标,进而导致波纹管贯通件偏离理论坐标,机舱透平机基座偏离船体反面加强结构,造成透平机基座、透平机整体调整。
3.3 垫片的设置
该船货油泵、气汽分离筒、透平机的底座均设置了固定垫片和调整垫片。按照要求,固定垫片最薄处不能低于12 mm,调整垫片最薄处不能低于15 mm。由于在设备吊装上分段前,货油泵各设备底座的固定垫片在车间就焊接在基座上了,导致了调整垫片需人为进行合理控制,以便于驱动联轴节长度满足安装要求。
3.4 货油管的安装
由于该船采用自下往上的安装方式,在安装好货油泵、气汽分离筒后就必须进行与其相连接的货油管的安装。货油管管径大,校装时受力的作用及焊接变形,在船上回装时会对货油泵、气汽分离筒产生一个首尾方向的拉力或推力,带动货油泵引起货油泵轴心在水平方向上的偏差,进而导致轴系偏移,必须对货油泵调整,以确保货油泵的安装满足要求。
4 货油泵成功安装的解決方法
上面介绍了影响货油泵安装的几个关键因素,在实施过程中必须对这些因素加以解决,才能达到预期的效果。为此,笔者和同事经过现场调研,借鉴类似船型的施工经验,总结出几个具有可操作性的解决办法。
4.1 工装设计
在施工前期,设计了对中假轴工装、波纹管贯通件开孔工装,将之做成标准的施工部件,如图7所示。
对中假轴工装,即图7中对中工装轴严格按照日本SHINKO图纸资料设计,货油泵驱动轴法兰与假轴法兰紧配,贴合面精度控制在0.06 mm~0.08 mm之间;波纹管贯通件开孔工装,即图7中划线工装轴,划线工装轴法兰与对中工装轴法兰也是紧配,贴合面精度同样控制在0.06 mm~0.08 mm之间,并量取合适高度,一般以高出透平平台100 mm为宜。划线工装轴上端设置划线工具,以波纹管贯通件直径Φ580 mm作为基准圆,以稍大于基准圆(一般比基准圆大2~3 mm)作为开孔圆划线,再行现场开孔。这样,在货油泵安装好后由下往上安装,可以确保轴系轴心基本在一条直线上,相比于施工人员根据生产图纸的理论坐标定位开孔要精准的多。
4.2 流程梳理
在整个施工过程中,要严格按照工艺流程及步骤执行,减少施工过程中的错误。
4.3 层高的检测
船体分段层高的影响,对货油泵的安装是最直接、最主要的。层高的变化直接影响到货油泵设备基座与底座垫片的调整。一般来说,在机舱透平平台往上吊装搭载时,就必须开始关注层高的变化了,分段搭载上去基本对接时就要进行一次记录层高的原始搭载数据;在分段对接完成、合拢缝修正完用卡码固定时,需进行第二次层高数据测量;待分段合拢缝完成焊接后,进行最终层高数据测量。通过三次层高数据的比较,可以很清晰的知道分段的预留量、修正量范围是多少。通过这样的一组数据积累,在系列船后续船施工时就可以在泵舱货油泵基座吊装上分段前对其进行高度修正。该系列油船的后续船就是参照了1#船的经验,提前将基座降低了10~15 mm,很好的保证了基座的快速定位与安装,大大减少了基座的现场修割工作以及后续的返工。
4.4 机座垫片的设置
机座垫片(固定垫片和调整垫片)最主要的是其厚度要满足技术要求,建议固定垫片厚度为16 mm,调整垫片的初始厚度为25 mm,保证调整垫片有上下10 mm的调整量,避免调整垫片过薄或过厚的情况,从而导致基座高度调整及垫片、螺栓更换。
4.5 货油管垫片的补偿
货油管对货油泵、气汽分离筒有力的作用,在货油管进行校装时,设置货油管垫片的基准厚度,比如5 mm,并以此作为受力补偿。提前制作特制的特氟龙垫片,在货油管回装时补偿其对货油泵、气汽分离筒产生的力的作用,具体的做法是:货油(下转第页)(上接第页)
管固定在管路端,接气汽分离筒端保持自由状态,精确测量出气汽分离筒与货油管端法兰之间的间隙,根据测量数据加工特氟龙垫片,然后再回装管路。这样就保证了货油泵及气汽分离筒的安装不受外力影响,减小了轴系误差,并在一定程度上避免了货油管重新校装的严重后果。
5 结束语
本文介绍了115 000 DWT油船货油泵的安装情况及基本解决办法,在实际施工中取得了良好的效果。当然,在今后实际施工中仍需进一步加强监控,切实掌控货油泵安装的每一个环节,在探讨与摸索中不断完善优化货油泵的安装。
参考文献
[1] 中国船级社. 钢质海船入级规范(2009)[S].
[2] 王东海. 浅谈油船货油泵及其系统的选择[J].船舶, 1992(1).
[3] 褚叔炎. 油船卸油专用设备的开发及应用[J].大连船研, 1991(3).
