涤纶异染混纤纱的生产工艺及其性能
2017-05-17占海华姚江薇
占海华, 姚江薇
(绍兴文理学院 纺织服装学院, 浙江 绍兴 312000)
涤纶异染混纤纱的生产工艺及其性能
占海华, 姚江薇
(绍兴文理学院 纺织服装学院, 浙江 绍兴 312000)
为开发新型差异化的涤纶混纤纱,以167 dtex/96 f全拉伸丝及350 dtex/96 f 半预取向丝为原料,利用独特的三角拨丝后加工技术使半预取向丝纵向不均匀牵伸,并通过网络喷嘴使牵伸后的半预取向丝和全拉伸丝2种长丝复合混纤,形成了具有独特纵向异染效果和卷曲蓬松形态的400 dtex/192 f混纤纱。测试了全拉伸丝、半预取向丝和混纤纱的形态结构和染色效果。结果表明:混纤纱内的纤维呈圆柱形,纤维间粗细不同,纤维纵向也存在粗细变化;混纤纱纵向取向度不均匀,差异较大;混纤纱染色后纵向颜色深浅不同,纱条紧密处颜色较浅,蓬松处颜色较深,外观卷曲蓬松;混纤纱的断裂强度高于半预取向丝,低于全拉伸丝。
全拉伸丝; 半预取向丝; 涤纶混纤纱; 异染
随着化纤生产技术的发展,很多新型化纤不断涌现[1]。其中,差别化纤维以其特殊的结构和优异的性能引起了人们的关注,涤纶目前用量最大,因此,差别化涤纶种类较多。混纤纱是差别化涤纶的一种,是指用相同或不同材质的2种或2种以上的不同形态结构、不同性能的化纤长丝混合形成的长丝复合纱[2]。
不同收缩率的涤纶长丝混纤复合后,混纤纱往往具有异截面、异收缩、异纤度等特性[3-4],会产生不同程度的卷曲效果,因而具有蓬松的特点,手感柔软,具有一定弹性,形成的纺织品具有丰满的风格[5],是丝型、毛型、麻型、绒型的仿真化纤面料的理想原料。
涤纶长丝的混纤加工通常以全拉伸丝FDY与高取向丝HOY或预取向丝POY为原料[6],即常见的POY-FDY涤纶混纤纱[7-8],为开发出新外观、新风格的产品,本文以半预取向丝MOY 和全拉伸丝FDY为原料,通过不均匀拉伸使MOY纵向结构不均匀,产生异染现象,形成多彩效果,并将不规则牵伸的MOY和FDY网络复合,生产出染色后呈现特有多彩风格的差异化涤纶混纤纱,比通常的单股长丝生产的乐丽丝色彩更加丰富,同时提高了混纤纱的强度。
1 混纤工艺
1.1 主要原料
半预取向丝(MOY):350 dtex/96 f,绍兴佳力纤化纤新材料有限公司生产。
异径全拉伸丝(FDY):167 dtex/96 f,浙江佳宝新纤维集团有限公司生产。
1.2 生产工艺流程
生产工艺:特种MOY→零罗拉→三角拨丝器→第一罗拉→第一热箱→冷却→加捻(特殊控制)→第二罗拉→第二热箱;特种FDY→负零罗拉→导丝轮→导丝管→网络复合→第三罗拉→上油→卷绕成型→成品。
工艺参数为:FDY负零罗拉处丝速420~630 m/min;MOY零罗拉处丝速258~387 m/min;三角拨丝装置中气缸压力0.3 MPa;拨击动程11 cm;拨击周期6 s,拨击节奏0~1 s内2次、1.1~1.5 s内停、1.6~2.5 s内3次、2.6~3.0 s内停、3.1~6 s内7次;第1罗拉处丝速381~571 m/min;第1热箱温度150~170 ℃;假捻器速比1.68;第2罗拉处丝速400~600 m/min;第2热箱温度135 ℃;混纤纱网络喷嘴孔径2.0 mm;网络气压0.3~0.4 MPa;上油罗拉转速0.53 r/min;卷绕张力10~20 cN。
1.3 主要工艺技术探讨
1.3.1 原料的搭配
原料选择MOY是因为其具有较高的伸长率,容易通过不同拉伸比的控制,形成纵向不均匀的结构,从而使混纤纱形成纵向染色差异的异染效果;而FDY具有较高的强度和初始模量,能赋予混纤纱理想的力学性能。且混纤纱热处理后,FDY和MOY收缩率不一样,可以形成异收缩起绒的蓬松外观。
1.3.2 丝 道
350 dtex/96 f MOY及167 dtex/96 f FDY需要用不同的速度(运用可变程序控制技术、智能伺服定位控制技术进行控制)喂入来生产新型差异化的混纤纱,因此,丝道和传统生产有不同之处。合理的丝道不仅影响生产的可操作性,而且影响产品的外观和性能。通过大量的实验,改造普通加弹机,加装零罗拉、负零罗拉、导丝器、智能气流伺服定位控制装置(三角拨丝装置)、导丝管等装置,最终确定了如图1所示的特殊加弹工艺的丝道,并取得了满意的效果。
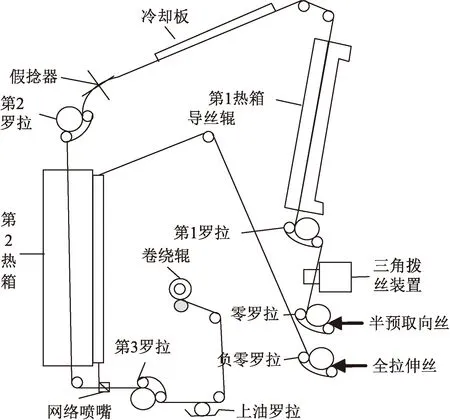
图1 混纤纱丝道示意图Fig.1 Scheme of filaments passage of mixed polyester yarn
从图1看出:MOY通过零罗拉喂入,进入三角拨丝装置,通过智能气流伺服定位控制技术来控制三角拨丝装置运动,使其拨击MOY丝束,实现不均匀拉伸而达到多彩效果,之后依次经过第1罗拉、第1热箱、冷却板、假捻器、第2罗拉、第2热箱进入网络器;FDY从负零罗拉喂入,通过导丝辊进入第2热箱外铝制导丝管后与已经过纵向不均匀拉伸及假捻后的MOY合并,共同进入网络器网络,形成的混纤纱进入第3罗拉,上油,最后卷绕。
1.3.3 控制程序
将智能气流伺服定位控制技术与普通假捻变形技术相结合,实现了完全不同于常规加弹工艺的丝条控制,其技术关键是气流伺服控制中的定时脉冲时间的长短、气缸压力的大小控制及位距的控制、丝道张力的控制以及假捻变形工艺与多维结构混纤纱风格的关系等[9]。
采用三角拨丝装置生产异染混纤纱的原理为:整个装置置于零罗拉和第1罗拉之间,对之间的丝条产生拨击作用,使得相对于第1罗拉,丝束时而欠喂,时而超喂,即纵向拉伸倍率发生变化,导致纤维长度片段上的分子结构随之变化。
图2示出三角拨丝装置(1节)的示意图,整台加弹机两侧各有12节(240锭);图3示出三角拨丝装置安装到涤纶长丝加弹机上的示意图,两侧各1根。
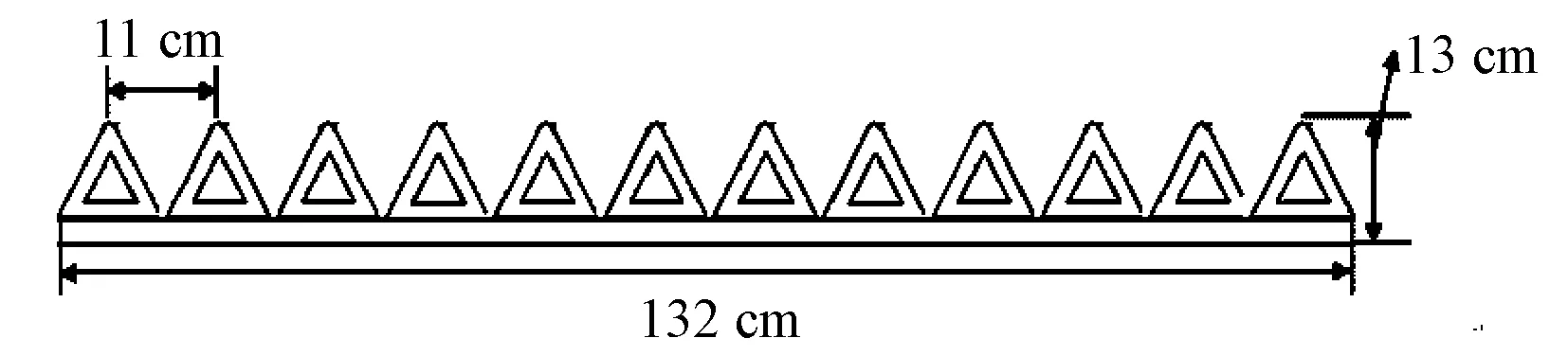
图2 三角拨丝装置示意图Fig.2 Scheme of cam filament-stricking enquipment

图3 三角拨丝装置安装到涤纶长丝加弹机上的示意图Fig.3 Scheme of installation cam filament-stricking equipment on PET texturing machine
在使用时,将气缸1固定到加弹机的机架7上,MOY长丝5置于三角拨丝片4的前部。气缸1上的电磁阀由可编程控制器控制,后部电磁阀工作时,前部电磁阀的出气孔全封闭,后部电磁阀将气缸1的活塞2向前推进,此时,三角拨丝片4便拨击纤维5,使得纤维5产生超喂或欠喂,导致片段内纤维5产生不同的拉伸比,从而改变了纤维5的内部分子结构,同样当活塞2回来时,三角拨丝片4便又拨打纤维5。利用此加工方法生产的产品织造出的织物便可产生颜色深浅相间、颜色错落有致的视觉效果。由于三角拨丝1个来回对丝束拨击2次,使纤维加工速度提高,从而提高了生产效率[10]。
为使纤维具有不同的深浅异染效果,通过改变气压大小、动程、三角拨丝器的打击节奏来控制,即可编程控制。通过实验,本文最终选择的参数为:气缸压力0.3 MPa,拨击动程11 cm,拨击周期6 s,拨击节奏0~1 s内2次、1.1~1.5 s内停、1.6~2.5 s内3次、2.6~3.0 s内停、3.1~6 s内7次,很好地满足了要求。
1.3.4 拉伸倍数
由于混纤纱的异染效果主要由MOY的不均匀拉伸来实现的,FDY本身已拉伸充分,如前所述它主要是起到提高强度和异收缩起绒的作用,因此,MOY的拉伸倍数控制即是本文产品的拉伸倍数。MOY的拉伸在2个部位进行,一个是在零罗拉与第1罗拉之间,另一个是在第1罗拉与第2罗拉之间,总的拉伸倍数是2个拉伸倍数相乘。零罗拉和第1罗拉拉伸倍率的控制尤为重要,实践证明:在三角拨丝装置的拨击下,随着拉伸倍数的增加,纤维异染效果逐渐减小,拉伸倍数增大到一定程度,无异染效果;但如拉伸倍率太小,丝束运行不稳定,同时由于纤维张力太小,三角拨丝装置起不到应有的作用,异染效果也不理想。而第1罗拉与第2罗拉的拉伸倍数只是起到一定的张力作用,为使纤维能很好地加捻形成弹性蓬松、手感柔软的效果,所以基本不拉伸。要使产品纵向有拉伸不足的大分子结构,在宏观上表现为纤维的剩余拉伸倍数比常规产品要大,根据不同的风格要求剩余拉伸倍数一般控制在38%~70%之间。经实验,本文选取的零罗拉与第1罗拉之间的拉伸倍率为1.47左右,第1罗拉与第2罗拉伸倍率为1.06左右,剩余拉伸倍数达到65%。
1.3.5 拉伸速度
拉伸速度是一个非常重要的参数,速度太快,由于纤维纵向存在高取向片段,容易产生毛丝等现象,严重时会造成断头及不能正常生产的局面;另外,由于采用预期程序控制的多段速不同送丝速度,为使其效果很好地体现出来,车速要低,否则效果差,断头多,运转困难。但速度太低,影响生产效能,生产成本高。本文由于使用了三角拨丝装置,拉伸速度明显提高,在400~600 m/min时能满足要求。
1.3.6 热处理温度
第1罗拉和第2罗拉间不存在拉伸,因此,第1热箱一方面起到热定型的作用,保证了零罗拉和第一罗拉间多段速不均匀拉伸的效果,另一方面,给丝条一定的温度,一般要求在涤纶的玻璃化转变温度以上,以使丝条经假捻后有较好的形变效果(即弹性),但若温度太高,会因内能增加、分子热运动加剧而破坏已形成的晶格结构,使超分子结构分布趋向同化,削弱了异染性能,因此,第1热箱温度设定要比常规偏低一些,一般在150~170 ℃之间选用;第2热箱的使用形成了二次热定型,会削弱深彩效应且混纤纱丝蓬松性、柔滑起绒的手感变差,生产时关闭不用或低温控制。本文第1热箱的温度为170 ℃,第2热箱的温度为135 ℃,能满足要求。
1.3.7 网 络
涤纶网络的目的是为了提高其加工性能,织造可免去上浆,提高强度等。影响纤维网络效果的主要因素有:网络喷嘴孔径的大小、网络空气气压的大小、丝条张力等。本文网络孔径为2.0 mm,气压为3~4 MPa,丝条张力为10~20 cN时,网络效果良好。
2 性能测试与结果讨论
2.1 形貌表征
采用MCM-100溅射镀膜仪和SNG-3000扫描电子显微镜观察MOY、FDY和混纤纱的纵向形态,扫描电镜加速电压设置为30 kV。MOY,FDY与混纤纱的纵向形态见图4。
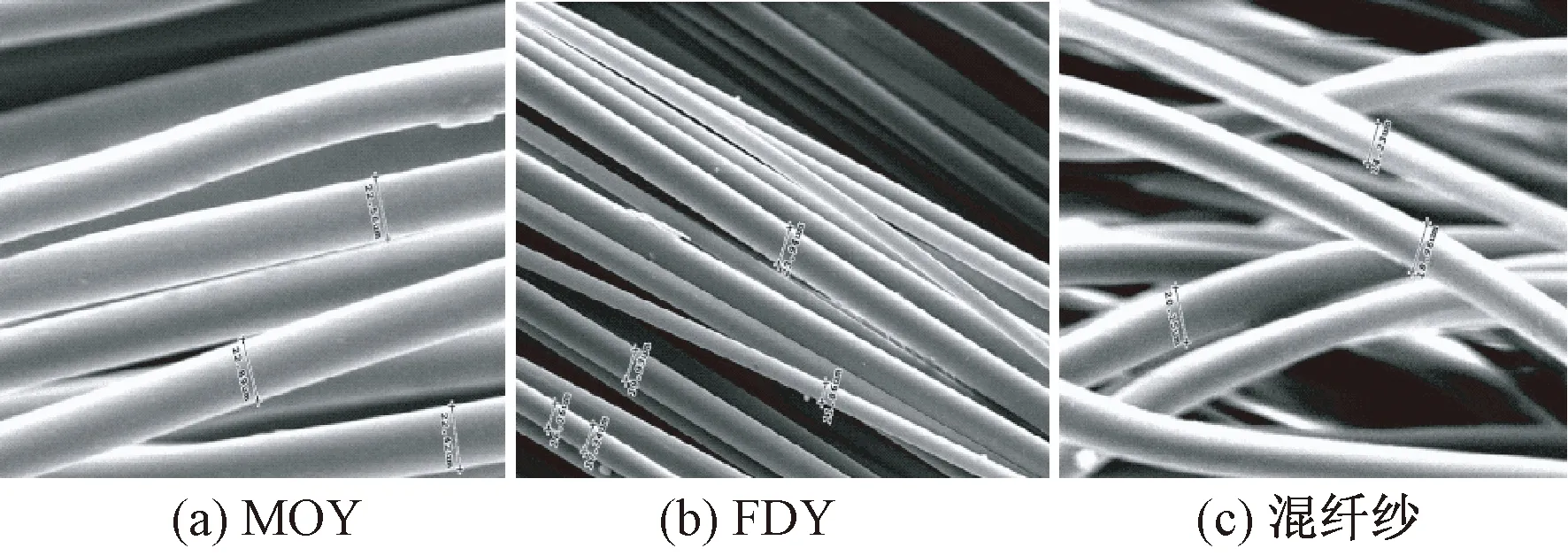
图4 MOY与FDY及混纤纱的纵向形态(×500)Fig.4 Longitunal morphologies of MOY (a), FDY (b) and mixed polyester yarn (c) (×500)
从图4可看出,MOY与FDY的纵向形态都是较均匀的,表现为规整的圆柱形,混纤纱纵向形态表现为粗细不均匀的圆柱形,这是因为FDY与经拉伸后的MOY单丝线密度不同,此外MOY是采用不均匀拉伸,纤维纵向存在纤维粗细变化。
热处理后的混纤纱采用Y172型纤维切片器切片,用扫描电镜观察其横截面和纵向形态,结果见图5。
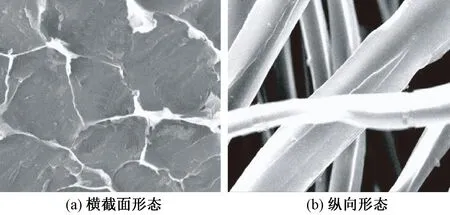
图5 受热后混纤纱形态(×1 500)Fig.5 Morphologies of mixed polyester yarn after heating (×1 500). (a) Cross-sectional morphology; (b) Longitunal morphology
由图5可知,混纤纱经过热处理后各单丝之间的纵横截面有明显的粗细差异。这是因为MOY组分纵向不均匀拉伸等产生的。在拉伸充分处,纤维表现为截面小,内部大分子结构较稳定,结晶度较高,沸水收缩率小;而在拉伸不足处则纤维表现为截面大,内部大分子结构较不稳定,结晶度低,沸水收缩率大,因此,纤维经热处理后在末拉伸段纤维更粗,更加加大了纤维纵向的粗细差异。
2.2 拉伸强力
采用YG-061拉伸强力机测试MOY、FDY及混纤纱的拉伸性能,结果如表1所示。拉伸速度设置为200 mm/min,隔距设置为50 cm,预张力设置为0.05 cN/dtex。

表1 MOY与FDY及混纤纱的强伸性能Tab.1 Tensile performance of MOY, FDY and mixed polyester yarn
由表1可知:MOY断裂强度较小,伸长率较大,平均断裂伸长率约为153.92%,为后续不均匀拉伸提供良好条件;FDY断裂强度较大,伸长率较小,由于它的使用,混纤纱具有更好的强度,更好地满足后道织造要求。规格为400 dtex/192 f的混纤纱拉伸断裂强度为2.53 cN/dtex,断裂伸长率约为20.19%,断裂强度及断裂伸长率在MOY长丝和FDY长丝之间。混纤纱的强伸性能主要取决于纤维本身力学性能及纤维在纱线中的排列情况。变形加工前后丝条的断裂强力、初始模量和断裂伸长均有较大的变化。
2.3 异染效果
对染色后的混纤纱在650型显微镜上进行观察,并拍照记录,纵向形态见图6。

图6 混纤纱染色后的颜色差异Fig.6 Color difference of dyed mixed polyester yarn.(a) Thin part; (b) Thick part; (c) Transition part
图6进一步反映出纤维丝束的异染情况。从图6(a)可观察到纤维染色后颜色比较浅,且纤维堆砌比较紧实。图6(b)显示纤维染色后颜色比较深,纤维堆砌相对蓬松。图6(c)直观反映纤维进行染色后纱条粗细节之间的颜色差异。染色差异是因为纤维进行了不均匀拉伸,而纤维的上染率与纤维的内部结构有关,纤维的结晶度高,则无定形区少,染料分子不容易上染,则纤维上染率低;反之,则上染率高。同一根纤维的不同吸色效应,即反映了纤维沿轴向取向和结晶结构的差异情况。而在图6中可明显看到在混纤纱一定长度内出现了这些结构差异,纤维很好地呈现了特别的染色效果。
2.4 取向度
采用SCY-III型声速纤维取向度测速仪,对MOY、FDY及混纤纱纵向选取5个不同位置进行取向度测试,声频设置为2 kHz,隔距设置为40 cm,预加张力设置为0.098 cN/dtex,丝条未取向时的声传播速度设置为1.35 km/s。MOY、FDY及混纤纱的取向因子、模量、声速和声波传递时间结果见表2。

表2 MOY与FDY及混纤纱的取向度Tab.2 Orientation degrees of MOY, FDY and mixed polyester yarn
从表2可看出:MOY的取向度很低,其取向因子为20.6%,说明其内部大分子排列比较不规整;FDY丝取向度很高,其取向因子为92.0%,说明其内部大分子排列均匀。混纤纱取向因子不是固定值,说明它的取向度是不均匀的,这是由于MOY纵向不均匀牵伸所致。混纤纱的取向因子有时甚至低于MOY,这是因为混纤纱加工过程中的假捻和热处理导致的丝条收缩会使混纤纱中部分纤维不平行排列,从而产生弯曲、蓬松的外观。这种不平行排列可能会进一步降低混纤纱取向测试结果。
3 结 论
1)以半光MOY长丝和FDY长丝为原料, MOY纵向不均匀牵伸后与FDY网络复合得到了具有纵向异染效果和卷曲蓬松形态的混纤纱。
2)对MOY纵向不均匀牵伸是通过独特的三角拨丝装置实现的,三角拔丝装置通过对普通加弹设备改造,用可编程控制器控制拨丝节奏达到对MOY的不均匀牵伸。
3)采用三角拨丝装置形成的混纤纱外观形态上表现为纵向粗细不均匀,结构上纵向取向度差异大,异染效果明显。FZXB
[1] 钱樟宝,曹欣羊,段亚峰,等.全消光涤纶FDY生产技术[J].纺织学报,2007,28(8):26-30. QIAN Zhangbao, CAO Xinyang, DUAN Yafeng, et al. Manufacture technique of full dull terylene FDY [J].Journal of Textile Research,2007,28(8):26-30.
[2] 党敏,姚江薇,冯青蕊.多异多重复合变形混纤涤纶长丝及性能表征要求[J].中国纤检, 2014(19):82-84. DANG Min, YAO Jiangwei, FENG Qingrui. Introduction and performance characterization request on the multiple-differential and multiple-textured polyester filament[J].China Fiber Inspection, 2014(19):82-84.
[3] 汤成坦,薛元,颜志勇,等. 热处理对PET双收缩丝结构和性能的影响[J].纺织学报,2010, 31(5):15-18. TANG Chengtan, XUE Yuan, YAN Zhiyong, et al. Effect of the heat treatm,ent on structure and properties of PET BSY[J].Journal of Textile Research,2010, 31(5):15-18.
[4] SINGH Suprit Pal, ROELLKE Michael. Market potential for the PET bi-shrinkage yarns in Asia[J].Chemical Fibers International,2007,57(5):253-257.
[5] 姜岩.异纤度异收缩化纤长丝纺丝原理分析[J].纺织学报,2007,28(9):4-7. JIANG Yan.Study on the formation of differential linear density and differential shrinkage filaments[J].Journal of Textile Research,2007,28(9):4-7.
[6] 戴建平.一步法FDY/POY多异混纤复合纺丝研究[J].合成技术及应用,2003,18(1):11-14. DAI Jianping.Study on one step FDY/POY multihetero blended filament composite spinning[J].Synthetic Technology and Application,2003,18(1):11-14.
[7] XUE Yuan, YANG Enlong, TANG Chengtan. Process structure and properties of bi-shrinkage yarns spun by one-step spinning process[J].Advanced Materials Research, 2011,239-242: 383-387.
[8] 高思远,黄莉茜,王学利,等.热处理对一步法POY-FDY涤纶异收缩混纤丝结构、性能的影响[J].东华大学学报(自然科学版),2011,37(3):267-271. GAO Siyuan, HUANG Liqian, WANG Xueli, et al. The influences of heat treatment on the shrinkage and tensile propertiy of one-step process POY/FDY polyester-combined yarn[J].Journal of Donghua University (Natural Science),2011,37(3):267-271.
[9] 占海华, 许志强, 王春梅, 等. 三角拨丝装置:中国,201320879172.1[P]. 2014-07-02. ZHAN Haihua, XU Zhiqiang, WANG Chunmei, et al. Cam filament-stricking enquipment: China,201320879172.1[P]. 2014-07-02.
[10] 占海华, 许志强, 詹莹韬, 等. 多异混纤维的制造方法:中国,201410125610.4 [P]. 2014-09-10 ZHAN Haihua, XU Zhiqiang, ZHAN Yingtao, et al. Producing process of the multiple-differential polyester filament: China,201410125610.4 [P]. 2014-09-10.
Producing process and performance of differentially dyeable mixed polyester yarn
ZHAN Haihua, YAO Jiangwei
(CollegeofTextileandFashion,ShaoxingUniversity,Shaoxing,Zhejiang312000,China)
To develop new differential polyester mixed yarn, 167 dtex/96 f full drawn yarn and 350 dtex/96 f medium oriented yarn were used as raw materials,the unique cam filament-stricking post processing technique was used to draft medium oriented yarn longitudinally unevenly, and the drawn medium oriented yarn and full drawn yarn were mixed together by network injector, forming bulky and differentially dyeable along its longitudinal direction yarns with fineness of 400 dtex/192 f. The morphology, structure and dyeability of full drawn yarn, medium oriented yarn and mixed polyester yarn were tested. It is shown that the fiber in the mixed fiber yarn was cylindrical, and the fibers are different in linear density. Thickness also changes in the along the fiber longitudinal direction. The longitudinal orientation of mixed polyester yarn is uneven, and the difference is great. The longitudinal color depth of mixed polyester yarn is different after dyeing, the color of tight part of the yarn is light while color of fluffy part is deep, and the yarn looked curly and fluffy. The tensile strength of the mixed polyester yarn is higher than that of the medium oriented yarn filament and lower than that of the full drawn yarn filament.
full drawn yarn; medium oriented yarn; mixed polyester yarn; differential dyeability
10.13475/j.fzxb.20160302106
2016-03-11
2016-09-30
占海华(1963—),女,教授级高工。研究方向为新型纤维及差别化纤维开发。E-mail: zhh@usx.edu.cn。
TS 102.5
A
