精梳棉锦纶包芯包缠纱的纺纱实践
2022-12-13荣利君
陈 军 荣利君 李 智 卫 江 沈 君
(1.武汉纺织大学,湖北武汉,430200;2.武汉裕大华纺织有限公司,湖北武汉,430200;3.际华三五四二纺织有限公司,湖北襄阳,441021)
2021 年部队开始了新一轮的军服换装,湖北多家相关纺织企业也投入了军服面料用纱的纺纱生产。在对环锭纺细纱机进行了相关设备改造后,采用2 根锦纶长丝和1 根棉粗纱先进行包芯再进行包缠后纺制了军服面料用纱,纱线规格为JC/N 50/50 18.3 tex(2×44.4 dtex)。用此纱线生产的面料可达到耐磨性好、撕破强力高、缩水率低、保形性好的效果,相关生产经验总结如下。
1 纺纱原理
在细纱机上,2 根锦纶长丝一起经过导丝轮喂入细纱机前罗拉与前胶辊组成的前钳口内,一根粗纱从喇叭口喂入;2 根锦纶长丝呈平行排列,其中,右边的1 根锦纶长丝位于棉纤维须条的中心,加捻时,先由棉纤维须条包芯右边1 根长丝[1],再由左边1 根锦纶长丝对包芯后的须条进行包缠,从而形成包芯包缠结构的成纱。
2 细纱机改造
在JWF1572-1200 型细纱机上进行改造,锦纶长丝筒放在导丝架上,2 根锦纶长丝从导丝架引出,经过长丝张力控制[2],一起经过导丝轮喂入细纱机前罗拉与前胶辊钳口内。因此,细纱机改造的重点在于长丝筒放置装置和长丝张力控制装置2 个方面;同时重点关注细纱机上2 根长丝与1根粗纱的相对位置是否符合纺纱原理的要求。
2.1 长丝放置装置及定位要求
长丝筒放置是通过长丝放置架实现的[3],细纱机每个单面配置2 列长丝放置架,呈前后有一定间距的平行配置。前列长丝放置架负责单数摇架的长丝放置,后列长丝放置架负责双数摇架的长丝放置,每列长丝放置架从下至上间距相同布置4 根平行的放置杆,放置杆上布置放置锭,长丝筒挂在放置锭上,长丝筒放置锭中心与相应的导丝轮轮槽重合。1 只摇架对应2 个纺纱锭,每个纺纱锭在前胶辊上方配置1 只具有2 个平行导丝槽的导丝轮,纺纱第1 锭的2 根长丝分别由第4 排第1 个长丝筒放置锭(41 锭)和第 2 排第 1 个长丝筒放置锭(21 锭)引出,分别经对应的导丝槽导入前胶辊下方,纺纱第2 锭的2 根长丝分别由第3 排第1 个长丝筒放置锭(31 锭)和第 1 排第 1 个长丝筒放置锭(11 锭)引出,分别经对应的导丝槽导入前胶辊下方。每根放置杆的第1 个长丝筒放置锭定位后,在放置杆上间距28 cm 布置第2 个长丝筒放置锭,依次类推,如图1 所示。
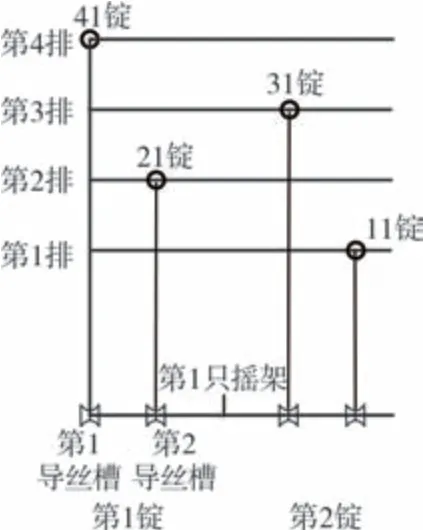
图1 前列长丝放置架放置锭布置示意图
后列长丝放置架从下至上间距相同布置4 根平行的放置杆,后列放置杆的高度与前列长丝放置架的放置杆高度一致,后列放置杆的第1 个长丝筒放置锭与前列放置杆的第1 个长丝筒放置锭间距为14 cm,然后间距28 cm 布置第2 个长丝筒放置锭,如图2 所示。

图2 前后列长丝放置架放置锭布置示意图
其中 1、2、3、4 分别为后排第 1 只摇架纺纱所需长丝筒。单数摇架所需长丝分别从前列长丝放置架上的长丝筒上引出,双数摇架所需长丝分别从后列长丝放置架上的长丝筒上引出,长丝筒放置锭的精准定位保证了长丝引出时路线清晰相互无干扰。
2.2 长丝张力控制及要点
长丝喂入时必须注意控制长丝张力[4],如果张力过小时会出现长丝松弛现象,造成长丝运行不稳定,易出现包芯包覆不良的问题;如果长丝张力过大,在加捻三角区部分外包棉纤维容易被吸棉笛管吸走,造成成纱条干不匀;张力的波动还会直接影响成纱线密度。因此,合适的张力控制是军服用纱纺纱非常关键的技术要求。
长丝张力可通过多次盘片式张力装置进行控制。根据所处位置分为上导丝张力装置和下导丝张力装置。第1 道张力控制由导丝架前方的盘片式张力装置进行控制,称之为上导丝张力装置。长丝放置架正前方布置有1 列导丝架,导丝架从下至上间距相同布置4 根平行的张力杆,张力杆上布置有盘片式张力装置,上导丝张力装置的作用是导丝定位、控制长丝张力。盘片式张力装置的2 个盘片接触面与其后方的放置锭中心重合,保证长丝从放置锭上的长丝筒引出后无左右偏移顺利进入盘片式张力装置的2 个盘片之间,避免意外摩擦所导致的长丝张力波动。
下导丝张力装置位于摇架上方,布置在摇架上方的1 根固定杆上,其作用是再次进行长丝张力控制,长丝意外断裂后也能被下导丝张力装置的2 个盘片夹住,可减少挡车工找丝操作劳动量。
安装了长丝张力控制装置后,长丝张力处于可控状态。经过测试,同锭长丝张力差异和锭间张力均在(15±2)cN 范围内,精准的长丝张力控制有利于长丝退绕的稳定性和产品质量的一致性[5]。
盘片式张力装置的优点是结构简单、安装方便。缺点是长丝张力控制需要通过调节螺钉压缩弹簧达到精准控制张力的目的,对设备操作人员的劳动量和工作精细度要求较高;同时在生产过程中,如果空气不够清洁,则2 个盘片之间容易聚集短绒导致纱疵大量升高甚至出现长丝断头现象。
2.3 长丝与粗纱相对位置的调节
2 根锦纶长丝和1 根粗纱相对位置关系必须满足纺纱原理的技术要求。2 根长丝分别经同1只导丝轮上的两个轮槽从前胶辊后方导入前胶辊下方,粗纱由喇叭口导入牵伸区进行牵伸。导丝轮左右横向位置必须由设备操作人员对导丝轮定位螺钉进行精细调节,边调节边从前胶辊与上销之间的缝隙中观察,直到右边长丝与粗纱须条的中心线重合为止,尽可能减少包芯露丝情况的发生。
3 纺纱主要工艺参数及质量指标
生产过程中,为防止加捻三角区的纤维散失而造成包覆不良与条干恶化[6],粗纱喂入的喇叭口口径不宜太大,车速比同号数普通包芯纱降低10%。为减少纱疵,配棉等级比同号数普通包芯纱要略高。纺纱主要工艺参数:粗纱捻系数110,粗纱定量5.35 g/10 m,实际总牵伸56.8 倍,后区牵伸 1.33 倍,细纱捻系数 350,捻向 Z 捻,两根长丝的喂入间距6 mm,两根长丝张力均为15 cN,钳口隔距2.5 mm,前罗拉速度180 r/min,喇叭口规格1.5 mm。选用WRC-S68 型胶辊,可加强对须条的握持,降低成纱毛羽。主要成纱质量指标如表1 所示。

表1 主要成纱质量指标
由表1 可以看出,实测质量指标与用户提供的优级质量指标相比,所生产的成纱质量均达到了用户要求的优级水平。
采用VCRO-I 细络联型自动络筒机,生产效率正常,但是在十万米切疵试验中发现细纱仍有一定数量的短粗节和棉结,这与细纱工序生产中长丝易附着短纤维产生积聚现象是相符的,还需要进一步加强操作清洁和环境清洁质量管理,不断提升产品质量。自动络筒机十万米切疵统计:短粗节 36.0 个,长粗节 0.4 个,细节 5.9 个,棉结74.4 个。
4 生产过程中的注意要点
操作巡回中重视把关捉疵。除了日常质量控制措施之外,细纱工序重点检查有无长丝断裂问题,可以在导丝杆上包缠黑色不干胶布,方便通过黑白对比检查长丝是否断裂。纺纱断头一律要采用换管接头操作法,检查无缺芯缺丝情况后再接头,并安排专人检查换下来的管纱无缺芯缺丝情况。各工序要尽量减少操作性疵点,特别是细纱工序要尽可能加强车间空间清洁和机台清洁的管理,防止短纤维附入长丝所产生的纱疵,降低自络切疵率。采用空气捻接器捻接,正常的结头直径只是原纱直径的1.2 倍~1.5 倍,不影响布面质量。卷装过小的长丝筒先集中存放,后期安排集中在1 台细纱机上用完,或者将小筒子利用长丝络筒机卷装成大筒再使用。适当增加生产现场照明,以保证挡车工巡回中的检查质量。
5 结语
(1)用于军服用纱生产的细纱机必须根据纺纱原理进行长丝放置装置改造,长丝筒放置锭的精准定位保证长丝引出时路线清晰,退绕时相互无干扰。
(2)长丝张力可通过多次盘片式张力装置进行控制,精准的长丝张力控制有利于长丝退绕时张力的稳定性,保证产品质量的一致性。
(3)操作巡回中重视把关捉疵,重点检查有无长丝断裂问题,尽可能加强车间空间清洁和机台清洁的管理。
(4)改造后的细纱机还可用于低弹化纤长丝包芯纱、包缠纱等品种的生产。
