浅析自锁螺母和锁紧型锁键丝套在实际应用中的区别
2017-04-20楚亚春沈丽娟
楚亚春 沈丽娟


【摘 要】本文结合航空产品设计工作过程中小零件方面的问题,对自锁螺母和锁紧型锁键丝套进行分析,并分析了两者之间的异同。指出了目前现状并提出了改进建议。
【关键词】自锁螺母;锁紧型;锁键丝套
0 概述
自锁螺母和锁紧型锁键丝套是不同的两个零件,把它们放到一起分析,是因为它们有明显的共同点,就是利用螺纹变形达到自锁的目的,大大地缩短了安装和拆卸的时间,提高了效率。两者均与外螺纹零件相配,均属于较难加工的小零件,出厂前均需要做多项试验。
1 差异比较
1.1 出厂前需要做的试验不同
自锁螺母做的试验有:室温下耐久锁紧性能试验、室温下单周期锁紧性能试验、5次加温,5次加载后空冷到室温锁紧性能试验、永久变形锁紧性能试验、轴向载荷试验、振动试验、扳拧特性试验(仅适用于带有扳拧结构的螺母)、拧脱试验(仅适用于游动托板自锁螺母)、推出试验(仅适用于托板自锁螺母)、扩口试验(仅适用于抓紧自锁螺母)、硬度试验。
锁紧型锁键丝套做的试验有:内螺纹锁紧力矩试验(仅做室温下耐久锁紧性能试验)、轴向抗拉强度试验(未装锁紧键)、硬度试验、抗拔强度试验、抗扭强度试验。
从以上可以看出尽管锁紧型锁键丝套是组件,做的试验却比较简单。自锁螺母由于装配部位较多,需要做锁紧性能的全部试验,为保证转动时可靠工作,还需做振动试验。特定条件下工作的零件,还需做专用试验。
1.2 安装使用工况和材料
自锁螺母材料有GH2132/650℃以下,GH738/730℃以下;锁紧型锁键丝套中丝套材料为0Cr18Ni9/200℃左右,丝套材料为YZGH2132/200℃左右,锁键材料为1Cr18Ni9/200℃左右。
1.3 使用要求和限制
镀银自锁螺母只允许和无镀层外螺纹零件配合使用;锁键丝套通常设计用在铝、镁、钛和其它有色金属材料中,机体材料是铝合金时,锁键打入时不用预先开键槽,直接将锁键打入机体。
镀银自锁螺母与钛合金外螺纹零件配合时,其最高工作温度应小于300℃、镀银自锁螺母与镍基合金外螺纹零件配合时,其最高工作温度应小于700℃;锁键丝套与钛合金外螺纹零件配合时,其最高工作温度应小于300℃。
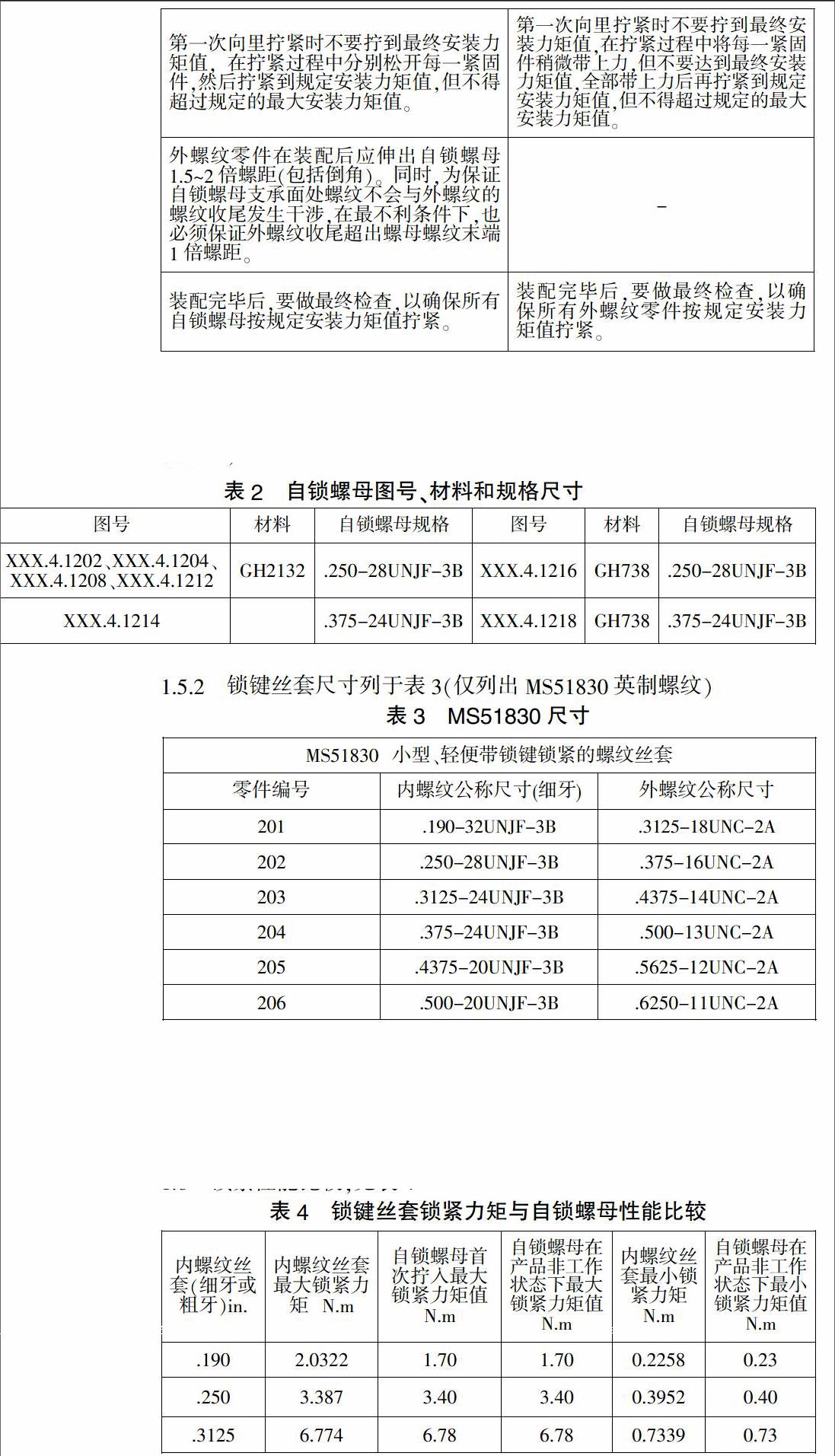
1.4 装配要求,见下表1
表1 装配要求
1.5 尺寸差异
1.5.1 自锁螺母图号、材料和规格尺寸列于表2(仅列出已使用的英制螺纹)
1.5.2 锁键丝套尺寸列于表3(仅列出MS51830英制螺纹)
表3 MS51830尺寸
从上面两表可以看出,表2目前产品上应用最多是.250-28UNJF-3B、.375-24UNJF-3B规格,国外锁紧型锁键丝套目前有MS51830、MS51831、MS51832三种,目前我们使用最多的是表3中的MS51830CA202L、MS51830CA203L兩种子规格,在某产品上已经使用,性能良好。
1.6 锁紧性能比较,见表4
从上表可以看出:在.250到.500规格范围内,内螺纹丝套最大锁紧力矩和自锁螺母首次拧入最大锁紧力矩值、自锁螺母在产品非工作状态下最大锁紧力矩值是一样的;在.190到.500规格范围内,内螺纹丝套最小锁紧力矩和自锁螺母在产品非工作状态下最小锁紧力矩值是一样的。同规格的自锁螺母、锁紧型锁键丝套如果结构相同时,锁紧力矩值应该是一样的。
产品结构里,锁键丝套是嵌入基体结构,外螺钉后装配进去;自锁螺母是外螺栓和自锁螺母同时安装,锁键丝套锁紧部位变形相对较小,更换率较低,自锁螺母锁紧部位变形较大,报废率比较高。
2 结论与展望
从差异比较可以看出,尽管有不少规格,由于产品的继承性,实际用上的规格并不多。各承制厂研制时用扭力机测量锁紧力矩值,而产品装配厂对自锁螺母、锁键丝套这样的小件,一直不重视,产品装配、分解有无锁紧力矩全凭经验。再加上没有小规格的扭矩扳手,现场测量很不方便,如何快速有效地检测锁紧力矩值或用其他方法代替,还有待于继续研究,相信在不远的将来这个问题一定会得以解决。
[责任编辑:田吉捷]
