AZ31镁合金CMT堆焊工艺与接头组织研究
2017-04-10曲宏韬申俊琦步贤政
曲宏韬 申俊琦 步贤政 胡 洋
(1.北京航星机器制造有限公司,北京 100013;2.天津大学,天津 300072)
AZ31镁合金CMT堆焊工艺与接头组织研究
曲宏韬1申俊琦2步贤政1胡 洋1
(1.北京航星机器制造有限公司,北京 100013;2.天津大学,天津 300072)
本文通过优化工艺参数改善焊缝成形,研究热输入对CMT堆焊层组织及性能的影响。研究表明,在pulsed-CMT模式下,送丝速度为4m/min时,焊接过程稳定性好,堆焊层润湿性好。焊缝区主要由α-Mg和分布于枝晶间的β-Mg17Al12相组成。
镁合金;堆焊;组织
1 引言
镁合金有着高比强度、低密度、优良的电磁屏蔽性能、高热导率和易于回收等特点,在交通运输、航天航空、军事领域有着很好的应用前景[1]。但是由于镁合金较差的耐磨性和较差的耐腐蚀性,使得镁合金部件容易在服役过程中磨损、腐蚀,因而提早进入报废期。堆焊作为再制造中一种重要的技术手段[2],是修复破损零件非常有效的方法,它可以恢复部件的原有形状和性能,延长产品的服役时间并且节省成本。本文通过优化焊接工艺改善焊缝成形,探究了CMT焊接方法在镁合金堆焊方面的应用,从而为镁合金CMT再制造技术奠定工艺基础。
2 试验
2.1 试验材料
试验所用材料为150mm×50mm×3mm的AZ31B镁合金板,其化学成分如表1所示。焊接填充材料是直径1.2mm的AZ31镁合金,其化学成分与母材相同。

表1 AZ31B镁合金板的化学成分 %
2.2 试验方法
CMT焊接选择pulsed-CMT的模式和4m/min的送丝速度。通过调整焊接速度,探究了不同热输入对镁合金堆焊层的微观组织和性能的影响,具体焊接参数如表2所示。焊前清理母材表面,用钢刷除去表面氧化膜,并用无水乙醇去除表面油脂。
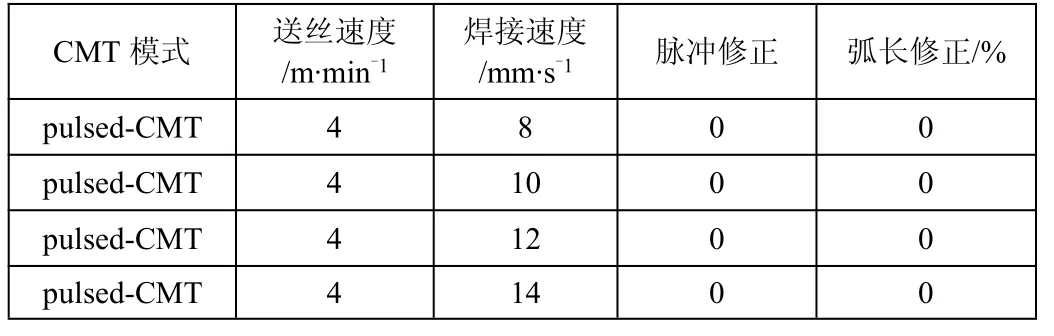
表2 焊接参数表
观测焊后堆焊层截面的几何尺寸,探究不同焊接速度下焊缝宽度、熔深、余高及接触角随热输入的变化规律。对堆焊层进行微观组织分析。沿着垂直于焊缝的方向采用线切割得到金相试样,由于镁合金质地较软,可以将试样在砂纸上预磨到3000#,然后用金丝绒抛光布抛光至无明显划痕,并立即用腐蚀剂(10ml HCl+100ml C2H5OH)腐蚀抛光后的接头,腐蚀时间为10~20s。用金相显微镜(Optical Microscope,OM)和配备有能谱仪(Energy Diffraction System,EDS)的扫描电子显微镜(Scanning Electron Microscope,SEM)观察腐蚀好的试样组织。
3 结果分析
3.1 不同热输入对镁合金单道堆焊表面成型及焊缝截面尺寸的影响
图1是单道堆焊的表面成形。焊缝成形良好,呈现出金属光泽并且焊缝表面存在均匀的鱼鳞纹。此外,随着焊接速度的增加,鱼鳞纹变得更加明显。
焊接速度和焊缝几何尺寸的关系如图2所示。随着焊接速度的增大,焊缝宽度逐渐减小。
图3给出了不同焊接速度下的接触角。可以看出,随着焊接速度的增加,接触角出现下降。但是所有试样的接触角均保持在115°以上,有利于多道堆焊的进行。
3.2 焊接速度对单道堆焊层组织的影响
光镜下得到典型的AZ31B镁合金母材组织如图4所示。母材组织是由尺寸略有差异的等轴晶和少量的析出物组成,晶粒尺寸的差异主要是在轧制过程中形成的。Al、Zn、Mn等元素都在铸造的缓冷过程中充分扩散溶进α-Mg的晶格中,起到固溶强化效果。图4给出了母材的XRD分析结果,可以看出整个衍射谱中只存在α-Mg的衍射峰。
图5是扫描电镜下焊缝区的组织形态。可以看出焊缝区主要有两种组织结构,即柱状树枝晶和等轴树枝晶及存在于树枝晶之间的β-Mg17Al12相析出物。在熔合线附近可以观察到柱状树枝晶的凝固组织。柱状枝晶是垂直于熔合线生长的,这是因为垂直于熔合线方向的过冷度最大,能够提供最大的结晶驱动力。当到达焊缝中心时,温度梯度变缓和,形成等轴树枝晶。
不同焊接速度下焊缝区的微观组织如图6所示。随着焊接速度的增加,焊缝区的晶粒尺寸逐渐变小。晶粒尺寸和焊接热输入密切相关。焊接热输入的增加,焊接高温停留时间延长,焊接熔池冷却速度降低,均会导致焊缝晶粒粗化。焊接热输入越大,晶粒尺寸越大;热输入越小,晶粒尺寸越小。在较高焊接速度下,较小的热输入带来了较低的焊缝区最高温度和较高的冷却速度,这些都导致最终较小的晶粒尺寸[3]。
从图7a可以看出,焊缝区析出物的数量明显大于热影响区。这是因为和Al比较,Mg和Zn的熔沸点较低,在焊接过程中更容易蒸发。Zn可以通过增大Al在镁合金中的溶解度[4]。所以Mg和Zn元素的损失降低了Al在α-Mg中的溶解度,提高了Al在熔池中的质量百分数,导致了更多的Al元素在晶间聚集,因此在焊缝区存在更多的β相析出物。图7b和图7c给出了焊缝区的部分组织和线扫描分析结果。如图7d所示,黑色区域是α-Mg,灰色区域是共晶α-Mg,白色的岛状物是β-Mg17Al12。线扫描结果显示Mg元素从α-Mg到共晶α-Mg,再到β-Mg17Al12,呈现递减的趋势,而Al元素的分布趋势却与Mg元素相反,从α-Mg到共晶α-Mg,再到β-Mg17Al12,呈现递增趋势。这是因为在焊接过程中,焊缝区的凝固是一个非平衡过程。α-Mg首先形核并呈树枝状生长,将Al、Zn等元素排到晶间液体中。当凝固金属冷却到共晶温度以下,晶间的Al元素含量达到共晶成分时,由于β相较难形核,导致了共晶α-Mg在先结晶的α-Mg上生长,Al元素在晶间液体中继续堆积。只有当晶间液体充分过冷,β相才最终形核生长[5]。
图8是不同焊接速度下的热影响区组织,可以看到,β相多沿晶界分布,随着焊接速度的增加,热影响区中的β相减少,并且β相变得更加弥散。此外,焊接速度还影响了热影响区的宽度。随着焊接速度的增加,热影响区宽度逐渐下降。这是由于较高的焊接速度带来较低的热输入和较快的冷却速度。较快的冷却速度使得析出物形核与长大的时间减少,导致较少的析出物;而较低的热输入缩小了热影响区宽度[6]。热影响区的宽度沿着熔合线呈现上窄下宽趋势,表明堆焊焊缝的底部是受热积累影响最严重的区域。
4 结束语
主要研究了pulsed-CMT模式下,送丝速度为4m/min时,不同焊接速度对堆焊层外观成形和微观的影响。获得主要结论如下:
a.焊缝宽度、接触角均随着焊接速度的增加而减小。随着焊接速度的增加,接触角出现下降。但是所有试样的接触角均保持在115°以上,有利于多道堆焊的进行。
b.焊缝区主要由α-Mg和分布于枝晶间的β-Mg17Al12相组成。随着焊接速度的增加,焊缝区的晶粒尺寸逐渐变小。
c.随着焊接速度的增加,热影响区中的β相减少,并且β相变得更加弥散。
1 訾炳涛,王辉.镁合金及其在工业中的应用[J].稀有金属,2004,28(1):229~232
2 任艳艳,张国赏,魏世忠,等.我国堆焊技术的发展及展望[J].焊接技术,2012,41(6):1~4
3 张文钺.焊接冶金学[M].北京:机械工业出版社,2007
4 Garboggini A,Mcshane H B.Effect of Zn and Si additions on structure and properties of rapidly solidified Mg-Al alloys[J].J.Mater.Sci.Technol. 1994(9):763~769
5 Zhu Tianping,Chen Zhan W,Gao We.Microstructural formation in partially melted zone during gas tungsten arc welding of AZ91 Mg cast alloy[J]. Mater.Charact.2008,59:1550~1558
6 Min Dong,Shen Jun,Lai Shiqiang,et al.Effect of heat input on the microstructure and mechanicalproperties oftungsten inertgas arc butt-welded AZ61 magnesium alloy plates[J].Mater.Charact.2009,60: 1583~1590
Study on Cladding Process and Microstructure of MagnesiumAlloys Employing CMT Welding
Qu Hongtao1Shen Junqi2Bu Xianzheng1Hu Yang1
(1.Beijing Hangxing Machinery Manufacturing Corporation,Beijing 100013;2.Tianjin University,Tianjin 300072)
The effects of CMT welding parameters on welding stability were investigated in this paper,and the effects of heat input on the microstructures and properties of cladding were studied.The results showed that under pulsed-CMT mode,WFS of 4 m/min could obtain stable welding process and favorable wetting condition of claddings.The weld zone(WZ)consisted of α-Mg and β-Mg17Al12.
AZ31 magnesium alloy;CMT cladding;microstructures
曲宏韬(1989-),硕士,材料加工工程专业;研究方向:有色金属焊接。
2017-01-09
