镀锌生产线上三价铬黑色钝化的可行性分析及实施
2017-03-31张小勇侯继斌鲁显礼李文绪曹聚涛韩秀台刘新伟
张小勇*,侯继斌,鲁显礼,李文绪,曹聚涛,韩秀台,刘新伟
(河南北方星光机电有限责任公司,河南 邓州 474150)
【经验交流】
镀锌生产线上三价铬黑色钝化的可行性分析及实施
张小勇*,侯继斌,鲁显礼,李文绪,曹聚涛,韩秀台,刘新伟
(河南北方星光机电有限责任公司,河南 邓州 474150)
分析了在不增加槽位的前提下,镀锌自动线上增加三价铬黑色钝化的可行性,使三价铬黑色钝化得以成功上线。转线后,三价铬黑色钝化的产能提高,成本降低。
电镀锌;三价铬;黑色钝化;生产线;可行性
1 转线可行性分析
1. 1 三价铬黑色钝化水洗的可行性分析
如图1所示,原军绿色钝化工艺路径为:27#出光→28#水洗→31#军绿钝化→34#、35#水洗→37#封闭→41#手动吹干→38#自动吹干→39#或40#烘干→下线。
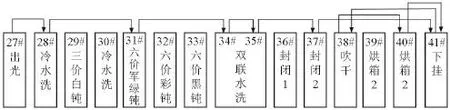
图1 二班生产线的钝化、封闭、烘干工位配置Figure1 Layout for passivation, sealing and drying on production line No.2
由于34#、35#水洗槽也是六价铬彩钝和黑钝的水洗槽,槽内含有六价铬,若三价铬黑色钝化在该双联水洗槽内清洗,则会有在钝化膜中检测出六价铬的可能。因此需更改工艺路径,有2套方案可试。
(1) 31#三价黑色钝化→30#冷水洗→35#冷水洗。但35#水洗槽内含有六价铬,故不可行。
(2) 31#三价黑色钝化→30#冷水洗→28#冷水洗。由于28#水洗槽内含有硝酸根离子,可行性有待验证。
1. 2 程序问题及自动吹干可行性分析
(1) 由于电泳漆件占用了军绿钝化的自动吹干程序,原有军绿钝化件均采用手动吹干,意味着转线后三价铬黑色钝化没有自动吹干程序,因此考虑将六价铬彩色钝化的手动吹干程序改为三价铬黑色钝化的自动吹干程序,但其可行性需要安全环保部确认。
(2) 三价铬黑色钝化在三班的吹干时间为7 ~ 8 min(4挂/飞巴),转到二班后自动吹干时间仅3 min (7挂/飞巴),在3 min内工件能否被完全吹干,有待进一步试验。但可以确定的是,易积水的壳体类工件必须手动吹干,方能保证下线质量。
1. 3 三价铬黑色钝化封闭问题
原二班线上的六价铬黑色钝化和军绿色钝化共用37#封闭工位,因此设计与三价铬黑色钝化配套的封闭剂方案如下:
(1) 采用三价铬白钝的封闭剂。试验发现样品的外观不合格,该方案不可行。
(2) 采用三价铬黑钝专用封闭剂,将37#工位设置为三价铬黑钝封闭槽,即三价铬钝化和六价铬钝化共用一个封闭槽。这存在封闭液被带入六价铬的风险,三价铬钝化膜易夹杂六价铬。因此该方案也不可行。
综上可知,在原二班线上进行三价铬黑色钝化存在以下问题:
(1) 三价铬黑色钝化后水洗槽中含有六价铬,易导致钝化膜含六价铬。
(2) 由于三价铬黑色钝化对吹干的要求较高,转线后的自动吹干时间仅3 min,易积水的壳体类工件必须手动吹干,小件、平板件钝化试样能否完全吹干有待进一步试验。
(3) 无三价铬黑色钝化的专用封闭槽。
经多次讨论后决定,将原二班线上的六价铬军绿件和六价铬黑色钝化件全部外协,从而解决了三价铬黑色钝化的封闭和水洗问题。
2 方案实施
2. 1 三价铬钝化的工位配置原则和水洗原则
若三价铬钝化和六价铬钝化共存于一条电镀线上,为了使六价铬钝化液和水洗液不污染三价铬钝化液,需要将三价铬钝化放在六价铬钝化之前,如图2所示。钝化后的水洗需遵从就近水洗原则,空停时间和水洗时间各控制在15 s和5 s以内。
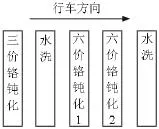
图2 三价铬钝化的工位配置原则Figure2 Principle of layout of trivalent chromium passivation
2. 2 三价铬黑色钝化新工艺路径
卡板、止动爪类等精冲件采用自动吹干,具体工艺路径为:27#出光→28#水洗→31#三价铬黑钝→30#水洗→32#水洗→37#封闭(20 s)→38#自动吹干(1 min)→37#封闭(20 s)→38#自动吹干(3 min)→39#或40#烘干→41#下挂,如图3所示。

图3 三价铬黑色钝化二次封闭自动吹干路径Figure3 Process flow of automatic drying for black trivalent chromium passivation film after two-step sealing
锁扣、锁销部件等易积水工件采用手动吹干,具体工艺路径为:27#出光→28#水洗→31#三价铬黑色钝化→30#水洗→32#水洗→37#封闭(20 s)→38#吹干(1 min)→37#封闭(20 s)→41#手动吹干(2 ~ 3 min)→39#或40#烘干→41#下挂,如图4所示。
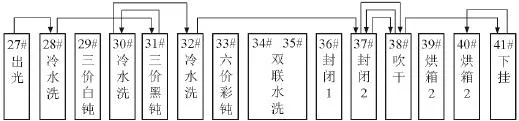
图4 三价铬黑色钝化二次封闭手动吹干路径Figure4 Process flow of manual drying for black trivalent chromium passivation film after two-step sealing
由于三班自动线生产的三价铬黑色钝化零件存在个别工件耐蚀性不合格的问题(要求中性盐雾试验白锈时间长于96 h)。因此将一次封闭工艺改为二次封闭,具体如下。
(1) 手动吹干件:27#出光(3 ~ 5 s)→28#水洗(3 ~ 5 s)→31#三价铬黑色钝化(20 ~ 50 s)→30#水洗(3 ~ 5 s)→32#水洗(3 ~ 5 s)→37#封闭(20 s)→38#自动吹干(1 min)→37#封闭(20 s)→41#手动吹干(2 ~ 3 min)→39#或40#烘干(10 ~ 20 min)。
(2) 自动吹干件:27#出光(3 ~ 5 s)→28#水洗(3 ~ 5 s)→31#三价铬黑色钝化(20 ~ 50 s)→30#水洗(3 ~ 5 s)→32#水洗(3 ~ 5 s)→37#封闭(20 s)→38#自动吹干(1 min)→37#封闭(20 s)→38#自动吹干(3 min)→39#或40#烘干(10 ~ 20 min)。
虽然二次封闭膜比一次封闭膜厚,并且耐蚀性更佳,但二次封闭的自动线节拍(指一条自动线的一台或多台行车经过一个循环所需时间)比一次封闭节拍长,从而影响产能,见表1。

表1 三价铬黑色钝化的二次封闭节拍Table1 Cycle of two-step sealing for black trivalent chromium passivation
2. 3 三价铬黑色钝化和封闭所需设备和工艺参数要求
三价铬黑色钝化及封闭所需设备和工艺参数要求分别见如表2和表3。

表2 三价铬黑色钝化工艺所需设备Table2 Required facilities for black trivalent chromium passivation

表3 三价铬黑色钝化及封闭的工艺参数Table3 Process parameters of black trivalent chromium passivation and sealing
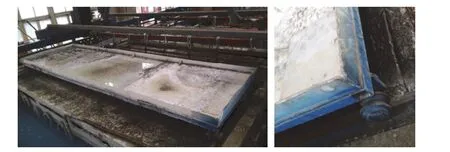
图5 槽盖照片Figure5 Photo of trough lid
3 转线效果评价
3. 1 钝化产品的月平均产量统计
据不完全统计,三价铬黑钝(包括外协件9084基板)、六价铬黑钝、六价铬军绿钝产品的月均产量分别为295 787、65 386和69 746件。以9086基板为例,二班和三班三价铬黑钝的电镀产能见表4。

表4 不同生产线的三价铬黑钝产能Figure4 Productivity of black trivalent chromium passivation on different production lines
从表4可知,三班三价铬黑钝的月均产量为230 630.4件,低于295 787,其产能不足。二班三价铬黑钝的月均产量为345 945.6件,远远超出转线前原外委的9084基板月平均产量(86 458件),说明转线后不仅9084基板无需外协,而且三班的生产压力也得以减轻。
3. 2 经济效益
二班自动线上三价铬黑色钝化工艺后,9084基板无需外协,每月可节约资金15.5万元左右,六价铬黑色钝化和军绿钝化零件的外协费用每月只需14 538元 + 9 612元 ≈ 2.4万元,因此每月可节省外协费用约13.1万元。
转线增加的成本包含三价铬黑色钝化剂的采购成本(转线必要的成本投入,不计入内)、过滤机2 500元、滑动槽盖5 000元,合计7 500元。
此外,三价铬黑色钝化成功转线后,二班自动线的3种六价铬钝化(军绿色、黑色、彩色)减少至1种(仅保留六价铬彩钝),减少了六价铬排放,降低了生产成本。
3. 3 转线后存在的质量问题
三价铬黑色钝化成功转入二班后,由于公司内部和外协厂家的军绿钝化配方不同而存在色差(公司内部的军绿钝零件呈轻微的黄绿色,外协的军绿钝零件呈墨绿色)。从技术角度出发,建议将六价黑色钝化件全部外协。
若客户要求将特定件的六价铬黑色钝化改为三价铬黑色钝化,则存在以下问题:
(1) 三价铬黑色钝化的耐盐雾腐蚀性能比六价铬黑色钝化差。
(2) 有色差现象。六价黑色钝化膜轻微泛彩,呈深黑色;三价铬黑色钝化膜不泛彩,呈灰黑色。
(3) 三价铬黑色钝化的成本比六价铬黑色钝化高。
4 总结
将三班挂镀线的三价铬黑色钝化成功转至电镀二班挂镀锌生产后,提高了表面处理分厂三价铬黑色钝化生产能力,使每月8.6万件的9084基板不用外协,平均每月节约外协表面处理资金13.1万元。转线后,便于分厂的生产组织安排和缓解电镀三班三价铬黑色钝化的生产压力,为公司按时交付提供了强有力的保证。
[ 编辑:周新莉 ]
Feasibility analysis of black trivalent chromium passivation and its practice on zinc plating production line
// ZHANG Xiao-yong*, HOU Ji-bin, LU Xian-li, LI Wen-xu, CAO Ju-tao, HAN Xiu-tai, LIU Xin-wei
The feasibility of applying black trivalent chromium passivation to an automatic zinc plating production line without adding more work troughs was analyzed, making for the eventually successful realization of black trivalent chromium passivation production. The productivity of black trivalent chromium passivation was increased and the cost was decreased after the transition of production line.
zinc plating; trivalent chromium; black passivation; production line; feasibility
TQ153.6
B
1004 – 227X (2017) 05– 0253 – 04
10.19289/j.1004-227x.2017.05.006
2017–01–06
2017–03–03
张小勇(1982–),男,河南南阳人,专科,主要从事碱性无氰锌酸盐镀锌及其后处理方面的工作。
作者联系方式:(E-mail) 79618194@qq.com。
First-author’s address:Henan Beifang Xingguang Electromechanical Co. Ltd., Dengzhou 474150, China
笔者所在公司现有二班和三班两条挂镀锌自动生产线,其中三班挂镀线的产能仅为二班挂镀锌的2/5。随着客户环保意识的提高,新开发的产品均要求镀锌后采用三价铬钝化处理。为了适应市场的发展形势,于2011年在三班挂镀线上成功开发了镀锌层三价铬黑色钝化工艺。最近两年,随着新产品的增加和部分老产品表面处理工艺的变更(部分老产品客户也要求三价铬黑色钝化),三班挂镀线的产能已无法满足市场需求。为确保按时交付,已将9084(产品型号)基板外委表面处理,导致成本大幅升高。鉴于目前二班没有三价铬黑色钝化工艺,并且该线的军绿色钝化产量较低,计划将二班线上的军绿钝化替换为三价铬黑色钝化,原军绿钝化全部改为外协,以节约成本。但二班建线时并未有三价铬钝化工艺,钝化后的水洗槽和封闭槽数量有限,因此需要对转线进行可行性分析。
