SJ1513型梗丝加料机热风滤网内部清洗系统的研制
2017-03-17张文军余冬梅杨丽红
张文军+余冬梅+杨丽红


摘要:目的:针对热风滤网是SJ1513型梗丝加料机上一个密闭、旋转的设备部件,在连续生产后,滤网内壁污垢堆积,日常保养时滤网内壁无法清洗,造成滤网堵塞,使热风风量减小、热风循环慢,引起物料工艺参数不达标、设备运行参数波动大、自动停机等问题;方法:根据滤网结构,制作并在密闭空间内安装清洗喷管,使用管道将喷管与水、汽混合器连接,将蒸汽及水通过水、汽混合器调节成60℃的热水,利用电磁阀及电气控制实现滤网内壁的自动清洗;结果:在清洗装置研制并安装使用巩固期内,因滤网堵塞造成热风温度过低设备自动停机的故障,从占设备故障率的80%下降为0,生产阶段设备热风温度波动范围54℃-57℃(工艺要求为55±5℃),物料抽检不达标次数为0次;结论:本论文提出的改善方案,对密闭、旋转的圆筒形设备部件内部的自动清洗具有一定的参考价值。
Abstract: Objective: Aiming at the problem that the hot air filter is a closed and rotating equipment part of the SJ1513 type stem feeder, after continuous production, the inner wall of the filter can not be cleaned during the daily maintenance, which makes the screen clogged, so that the hot air volume decreases, hot air circulation slows down, causing the material process parameters not up to standard, and equipment operating parameters fluctuating, automatic shutdown and other problems. Method: According to the filter structure, the cleaning nozzle is made and installed in the confined space, and the pipe is used to connect the nozzle and the water and steam mixer. The steam and water are adjusted to water of 60 ℃ by water and steam mixer, and electrical control to achieve automatic cleaning filter wall. Result: After the cleaning device is developed and installed, the proportion of automatic shut-down failure caused by low hot air temperature due to filter clogging is reduced to 0 from 80%, the production stage equipment hot air temperature fluctuation range is 54 ℃ -57 ℃ (process requirement: 55 ± 5 ℃) , the number of material sampling not up to standard is 0; Conclusion: The improved scheme proposed in this paper has certain reference value for the automatic cleaning inside the closed and rotating cylindrical equipment parts.
關键词:热风循环系统;旋转滤网;糖料污垢;密闭部件;自动清洗装置
Key words: hot air circulation system;rotary filter;sugar dirt;closed part;automatic cleaning device
中图分类号:TF325.4 文献标识码:A 文章编号:1006-4311(2017)07-0145-03
0 引言
梗丝加料机是制丝生产线上的关键设备之一,该设备的主要工艺任务是对切后梗丝进行连续均匀增温、增湿和施加料液,并使梗丝充分吸收,满足梗丝加工工艺要求。热风温度、加料精度以及出口水分是该设备的重要控制工艺参数,其对稳定卷烟的感官质量起着重要的作用。加料机热风循环系统主要由换热器、旋转滤网、风机、管道、温度传感器、补偿蒸汽组成。在制丝工艺中,梗丝加料的料液中添加大量糖料,以改变梗丝的物理性和成品烟支的吸味,提高卷烟的感官质量。为了提升梗丝对糖料的吸收速度,SJ1513型梗丝加料机通过热风循环系统增加滚筒内部温度,使糖料液快速渗透到梗丝物理结构内部,以获得极佳的加料效果,如图1所示。在昆明船舶设备集团公司设计的制丝线电控中,在生产阶段,当换热器供汽阀门完全打开且热风温度仍低于设定值时,将开启增温增湿气动薄膜阀,提升热风温度的同时也使物料水分大幅增加,不利于工艺参数的控制;当热风温度连续低于参数设定值一定时间后,加料机前物料输送振槽将自动停机、生产中断,以免过量不符合工艺要求的物料流入下道工序。
1 问题与分析
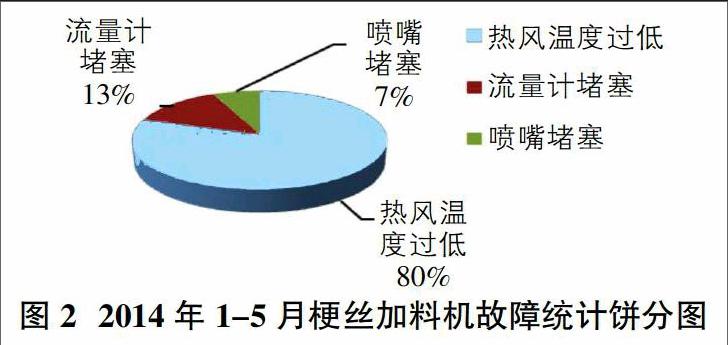
加料机工作过程中雾化的糖料,大部分被梗丝物料吸收,但还有部分随热风循环,并进入热风循环的必经通道:热风滤网。进入滤网的糖料在滤网内壁网面发生沉淀,因旋转热风滤网在设备上是一个密闭的空间,日常保养时无法对内壁进行清洗,连续生产后,糖料在滤网内壁逐渐堆积,形成类似于沥青状的物质,直至最后在内壁网面凝结、固化,堵塞滤网。使热风风量减少、循环慢、热风效率低下,在生产中表现为预热时间增加、热风温度波动大,最终导致梗丝出料温度不稳定、生产中热风温度低于下限而自动停机等问题,从而影响加工过程的稳定性,影响梗丝质量,如图2所示。
2 研制方案
设计一套热风滤网内部清洗装置,在密闭的滤网内部安装喷管,喷管与滤网网面圆周切线平行,喷孔正对滤网网面,在生产结束后的日常保养时,及时对旋转的滤网内壁进行进行冲洗,清洗介质为一定温度、一定压力的热水,冲洗后的料液顺滤网网孔排出并由下水管道排走;清洗装置使用电磁阀由PLC按编写好的程序实现自动控制,清洗时间可以根据清洁效果任意设定,清洗结束后,喷管内的热水切换为压缩空气,实现对滤网的喷吹干燥。
3 研制内容
3.1 制作冲洗喷管
根据旋转热风滤网的尺寸(热风滤网两端面间内部距离为420mm)和结构,选择喷管的制作材质为无缝钢管,喷管长度为380mm,管径尺寸为DN20,喷孔孔径Φ1.0mm,钢管一端焊接密封,制作时沿钢管轴向划线等距钻孔,第一个喷孔距密封端10mm,喷孔设计排数为单排,孔距为15mm,喷管轴向喷孔数20个。
3.2 喷管在热风滤网内的安装
喷管从热风滤网端面伸入滤网内部,并通过螺纹连接与外部清洗管道相连,安装时与滤网网面圆周切线平行,喷管轴线距滤网网面圆周切线112mm(冲洗距离),喷孔正对滤网网面,喷管在滤网网筒内部的长度为380mm,喷管端部距滤网筒底另一端面间隙为20mm。
3.3 清洗介质的实现
清洗介质——水温70℃、压力0.3mpa的热水,主要通过汽水混合站输入端蒸汽减压阀的调节、输入端清洗水压力调节阀、汽水混合站热水流量的调节和清洗水温度表来实现。
3.4 清洗管路的改造
为了确保清洗系统工作压力,设计清洗流程为分步清洗,生产结束后加料机进入清洗模式,首先自动清洗滤网内部,再清洗滤网外部、滚筒、前室及出料室,清洗结束后系统自动转换为喷吹干燥模式。改造后原清洗管路增加3个407型电磁阀(型号规格:125 542N/G1/2 24VDC)。
如图3所示,加料机清洗动作流程分为2步:清洗程序启动后,2#阀得电工作冲洗滤网,1#、3#阀关闭,690s后2#阀关闭,滤网冲洗停止;1#、4#、5#阀得电,滚筒、出料室清洗,清洗时间到后3#阀得电工作,滤网空压喷吹干燥,120s后3#关闭,喷吹干燥停止。
3.5 清洗时间及干燥时间的控制
利用原控制线上的西门子可编程控制器进行动作和时间控制,使用stop7软件的定时器指令进行编程并下载,设计冲洗时间690s、喷吹干燥时间120s。
3.6 按设计好的电气外联图,实施电路改造,如图4所示
4 改造效果
梗丝加料机旋转式热风滤网内部清洗装置安装使用后,实现了日常保养时加料机滤网内壁的自动清洗,与操作繁琐的人工拆卸清洗比较,产生的无形效果有:①降低了员工的劳动强度;②减少了登高清洗作业的安全隐患;③减少了作业时间。为了检测清洗装置的使用情况,车间安排跟班维修人员对清洗效果进行跟踪检查,并对设备运行参数进行记录。生产结束以后,按下清洗启动按钮,装置自动对热风滤网内壁冲洗及压缩空气喷吹干燥,工作正常;清洗完毕后,拆卸旋转滤网检查内部清洗效果,滤网网面无糖料液沉淀、网孔无沥青状物质堵塞,滤网干净畅通;对连续清洗后一个月内的热风温度曲线图和梗丝加料机出口物料水分点检数据进行统计分析,梗丝加料机热风温度最大值为57℃,最小值为54℃,波动仅为3℃(梗丝加料机热风温度工艺指标为55℃±5℃),标准偏差为1.08;出口物料水分最大值为33.6%,最小值为22.9%,波动仅为0.7%(梗丝加料机出口物料工艺标准为33.00%±1.5%),标准偏差为0.088;与清洗装置安装使用前比较,热风温度及出口物料水分标准偏差都有较大的降低,同时,①降低了设备故障率,热风滤网内部清洗装置使用后,该设备热风温度过低故障便未发生过;②稳定了设备生产运行参数,梗丝的加工质量和品质得到了提升,如图5、图6所示。
清洗装置使用前和使用后热风滤网清洁效果对比图,如图7、图8所示。
参考文献:
[1]昆明船舶设备集团有限公司《SJ1513型加料机使用说明书》.
[2]丁松峰,常明理.梗丝加料机熱风系统改造[J].河南科技, 2013(09).
[3]王栋梁.某烟草加香加料机的设计与仿真研究[D].南京理工大学,2011.