RSB-D45C型自调匀整并条机的使用实践
2017-01-04贺梅
贺 梅
(咸阳纺织集团 三分厂,陕西 咸阳 712000)
RSB-D45C型自调匀整并条机的使用实践
贺 梅
(咸阳纺织集团 三分厂,陕西 咸阳 712000)
为提高RSB-D45C型自调匀整并条机的使用效果,介绍该自调匀整并条机的主要技术特点、参数和工作原理,探讨自调匀整参数的优选以及其匀整效果,并与FA313B-60型并条机成纱质量指标进行对比;结合生产中出现的问题,提出解决措施。指出:RSB-D45C型自调匀整并条机的机电一体化程度高、设计合理、工艺调试及校正棉条质(重)量简单方便;正确使用,可降低工人劳动强度,提高棉条质量和生产效率。
并条机;自调匀整;凹凸罗拉;喇叭口;匀整点;条干CV;生产效率
0 引言
RSB-D45C型自调匀整并条机是咸阳纺织集团引进的新型高速自调匀整并条机,用于末并,主要生产R 9.8 tex~R 7.4 tex 和CJ 14.6 tex、C 18.2 tex产品,适应纤维长度为20 mm~80 mm的纯棉、合成纤维混纺。经过近一年的使用,机台运行良好,生产质量稳定。下文以纺制R 9.8 tex纯粘胶纱为例,阐述RSB-D45C型自调匀整并条机的使用体会。
1 主要技术特点及参数
1.1 牵伸系统结构特点
RSB-D45C型自调匀整并条机采用带大压力棒的四上三下牵伸系统。在主牵伸区,以带有高精度沟槽的下罗拉和特殊形状的压力棒对纤维进行精确握持引导。牵伸系统压辊带刻槽,运行噪声小,牵伸稳定,胶辊受力均匀;牵伸系统偏转辊,可温和的将纤网转移到棉网喇叭口。胶辊采用气动可变加压的方式,调压简单方便。当出现绕花、机器还在制动时,胶辊可立即释压,防止绕花问题恶化,值车工能够快速除去绕花,保护胶辊。
1.2 牵伸系统技术特点
1.2.1 操作
第1次设定罗拉隔距时,后牵伸和主牵伸隔距可独立设定,罗拉隔距可从侧面刻度上读出,无需隔距块设置;设置过程中,皮带要保持张紧状态;所有机械设置可用一把钥匙完成。
1.2.2 胶辊安装
胶辊旋转安装在摇架上,条子借助于压缩空气穿入,纤网引导喷嘴的安装支架采用铰接,压辊装置维护方便。
1.2.3 短牵伸隔距
该机在几何形状和下罗拉轴承方面的优势,使其可采用较小的罗拉隔距和更短的牵伸隔距,与标准牵伸系统相比,改善了对纤维的控制能力,减少了浮游纤维,对条子质量和成纱质量具有积极作用[1]。
1.2.4 出条速度
该机采用直径为38 mm的胶辊,最高出条速度可达550 m/min。
1.3 质量监测系统
RSB-D45C型自调匀整并条机的质量监测系统 (RQM) 能可靠地防止疵点条子的产生,且其运行独立于自调匀整装置。RQM通过可移动压辊盘连续监测输出条子厚度,当其超过允许范围时,并条机会自动停止。通过RQM采集的质量数据,显示器可直接显示;在显示器主页面能显示6个不同的条干CV值、条子质量偏差A值、出条速度和生产效率等。当出现故障时,RQM使并条机停止,启动故障诊断功能,显示故障产生的原因,加快故障的查找和排除,缩短处理故障时间,提高设备运转率。
1.4 传动系统
节能皮带传动取代复杂的齿轮传动,电机和变频器数量的减少,使整机能耗降低。此外,与其它并条机相比,该设备质量减轻,传动距离更短,达到降低能耗的目的。
1.5 附件配置
1.5.1 自停装置
全机设有5处自停装置:① 导条架喂入罗拉与接触罗拉监控自停;② 导条罗拉与喂入辊之间光电检测自停;③ 牵伸罗拉缠棉检测自停;④ 喇叭口涌棉检测自停;⑤ 圈条器中棉条堵塞光电检测自停。
各自停装置能够有效地监控缺条、缠花、涌条等故障,显示屏直接显示故障位置,使值车工能快速排除故障,确保半成品质量[2]。
1.5.2 自动换筒装置
RSB-D45C型自调匀整并条机配有旋转式自动换筒装置,根据条筒直径不同,机前空筒库可容纳多达8个备用条筒。操作工将空筒放入空筒库后,空筒通过传送带输送,待满筒后换筒机构自动完成换筒,可实现长时间无人工操作运行,大幅提高生产效率,减轻工人劳动强度。
1.5.3 清洁装置
位于胶辊上方的清洁片,引导吸风气流准确进入需要排杂的牵伸区。清洁片将附着在胶辊上的短纤维、灰尘、杂质剥离,随着清洁片的间歇升降运动,集聚的短纤维和尘杂进入吸风系统。棉条的清洁度较传统的、带有绒套的吸风系统有所提高,可有效减少常发性纱疵和偶发性纱疵的产生。
1.6 主要参数
RSB-D45C型自调匀整并条机主要参数见表1。
表1 RSB-D45C型自调匀整并条机主要参数
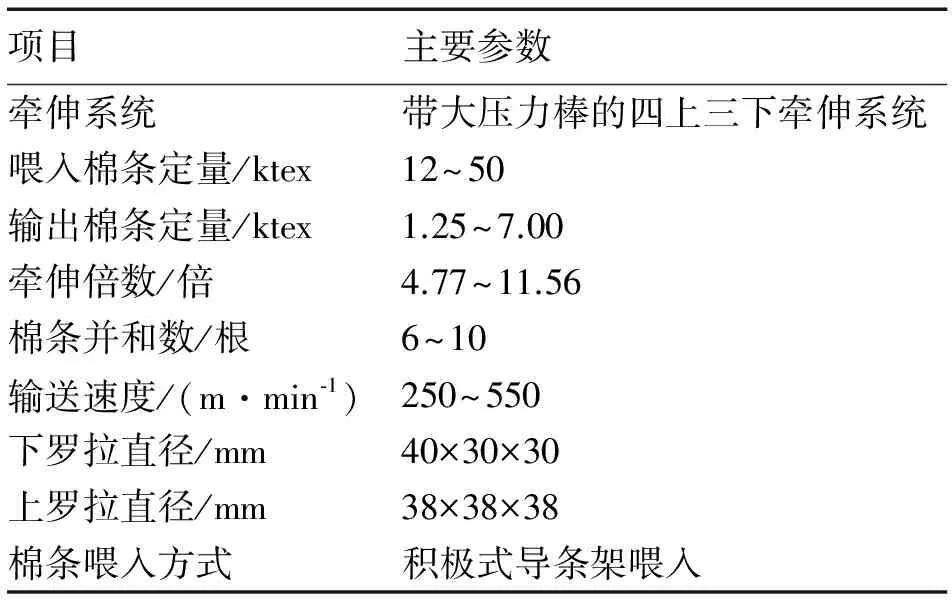
项目主要参数牵伸系统带大压力棒的四上三下牵伸系统喂入棉条定量/ktex12~50输出棉条定量/ktex1.25~7.00牵伸倍数/倍4.77~11.56棉条并和数/根6~10输送速度/(m·min⁃1)250~550下罗拉直径/mm40×30×30上罗拉直径/mm38×38×38棉条喂入方式积极式导条架喂入
2 RSB-D45C型自调匀整并条机工作原理
RSB-D45C型自调匀整并条机配备了高精度RSB自调匀整装置和RQM在线质量检测系统。RSB采用开环控制方式,即检测点在平台凹凸罗拉处,匀整点在二罗拉与压力棒间的某一点上,实现先检测后控制;能使定量波动高达±25%的条子得到匀整。喂入棉条进入一对凹凸罗拉装置,以与棉条相同的速度转动并进行检测,测量其与凹凸罗拉间的相互交点。测量罗拉对喂入棉条施加的压力,当喂入棉条质量发生波动时,测量罗拉会向外或向内旋转,测量数据通过信号转换器B90,将电压信号转换为数字信号储存起来,反映出棉条质量的提高或降低,直到匀整后的棉条到达主牵伸区。当棉条的粗细节到达主牵伸区,检测数据将被转换为数字信号并进行处理,使条子达到恒定的短片段、中片段和长片段均匀度。数字信号D95被送到由一个伺服电机M90和伺服放大器G90组成的伺服驱动装置中,该装置通过转换D95的数字信号调整行星齿轮每分钟输出的速度,从而改变二、三罗拉速度,使得前罗拉速度不变,而主牵伸区的牵伸倍数得到了改善,且输出条子的质(重)量不匀得到有效调整。
3 参数设定
3.1 凹凸罗拉和喇叭口规格选择
凹凸罗拉和喇叭口规格是确保匀整质量的前提,需根据喂入棉条的质量和喂入棉条的根数来确定。如:纺制R 9.8 tex品种时,机后喂入棉条质量为17 g/(5 m),并合数为8根,纺出熟条设定干重为16 g/(5 m);再根据技术列表、棉条线密度和纤维类别列线图确定喇叭口规格为7.0 mm,凹凸罗拉厚度为7 mm,使所测棉条尽可能压缩至材料截面,纤维间紧密无空隙,确保位移传感器在其线性范围内工作。
3.2 优化牵伸倍数
设定末道并条每米输出定量时,应关掉匀整参数装置和在线检测监控系统,根据工艺设定优选牵伸倍数,选择牵伸牙上车,测试棉条定量,使棉条质量偏差控制在±1%以内。
3.3 匀整点搜索
开车检查凹凸罗拉无偏差时的距离后停车,打开自调匀整装置,启动机器自动搜索约2 km后结束。这时会在显示屏上显示“安全”处出现“一般/良好/最适宜”的评价,在“接受”处选择“是”,则机器会自动储存所选择的匀整点。
3.4 匀整强度设定与调整
开车分别生产(n-1)根、n根、(n+1)根棉条并合后,各取长约100 m,称出3种不同并合根数的棉条标准回潮质量。试验测得的实际值输入对应(n-1),n,(n+1)后计算,若数值理想,计算机会默认该设定值;若数值不理想,则计算机屏幕报警并提示,重复上述步骤测试直到数值理想,则机器会自动储存计算所得的匀整强度。
3.5 低速调整系数修正
分别以正常速度开车和慢速(点动)开车生产100 m后称重棉条,把试验数据输入系统对应的正常运行和慢速运行处后按确认,即可实现低速调整系数的修正。低速调整系数修正后,可使棉条质量稳定。生产几百米后,再打开在线检测系统,监控正常生产。
4 匀整效果
4.1 试验结果
为了验证RSB-D45C型自调匀整并条机的匀整效果,将其与不带自调匀整系统的FA313B-60型并条机,在喂入相同棉条的条件下纺制R 9.8 tex品种,试纺测得棉条质量与成纱质量结果对比见表2。
表2 不同机型纺R 9.8 tex棉条质量与成纱质量对比

机型棉条质量成纱质量条干CV/%1m质(重)量不匀率/%5m质(重)量不匀率/%条干CV/%细节粗节棉结个·km⁃1FA313B⁃603.680.600.1814.492645121RSB⁃D45C2.480.520.1614.302142100
4.2 效果分析
4.2.1 RSB-D45C型自调匀整并条机在各种速度下均可实现对短片段、中片段以及长片段的检测匀整[3]。
4.2.2 RSB-D45C型自调匀整并条机用于末并十分重要,尤其是对清梳联工序造成的棉条质量不良等引起的偏重和质(重)量不匀有较好地匀整作用,能够改善末并条子的均匀度。
4.2.3 RSB-D45C型自调匀整并条机采用新型吸风系统,胶辊上方带有周期性升降的清洁片,能自动滤网清洁,牵伸通道清洁状态较好。
5 纺纱实践
5.1 原料
纺纱使用原棉的物理性能:品级为优等,长度为38 mm,线密度为1.33 dtex,回潮率为13%,断裂强度为2.33 cN/dtex。
5.2 工艺流程
B0-A2300型往复式抓棉机→CL-P型预清棉机→MX-I 6型集成混开棉机→CL-C1型精清棉机→TC5-1型梳棉机→FA313B-60型并条机(头并)→RSB-D45C型自调匀整并条机(末并)→SMT1801型粗纱机→Z71型细纱机→AC X5型络筒机。
5.3 工艺试验
并条、粗纱以生产R 9.8 tex品种为例。
5.3.1 末并
末并使用RSB-D45C型自调匀整并条机,工艺参数优化前后对比见表3;经该机匀整优化前后的棉条质量及粗纱质量对比见表4和表5。
表3 末并工艺参数优化对比
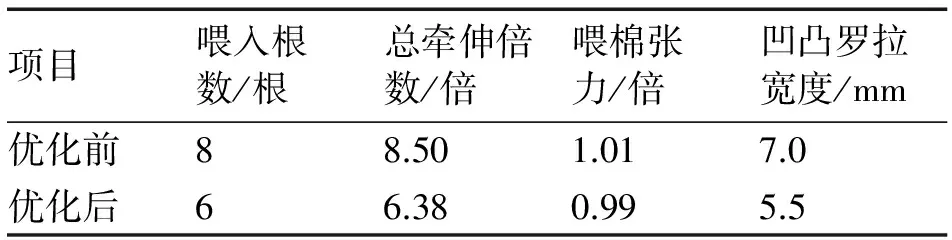
项目喂入根数/根总牵伸倍数/倍喂棉张力/倍凹凸罗拉宽度/mm优化前88.501.017.0优化后66.380.995.5
表4 优化前后棉条质量对比
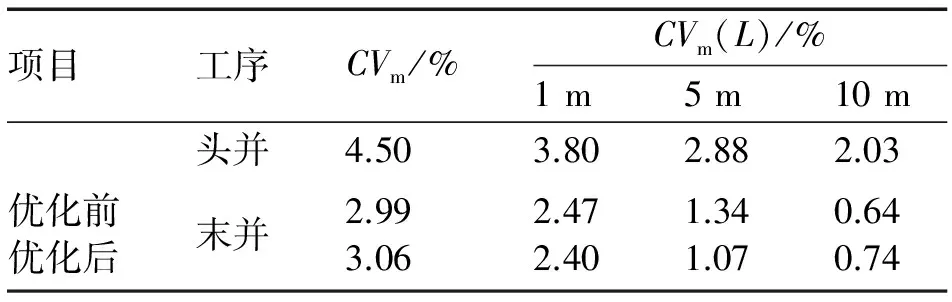
项目工序CVm/%CVm(L)/%1m5m10m头并4.503.802.882.03优化前优化后末并2.993.062.472.401.341.070.640.74
表5 优化前后粗纱质量对比
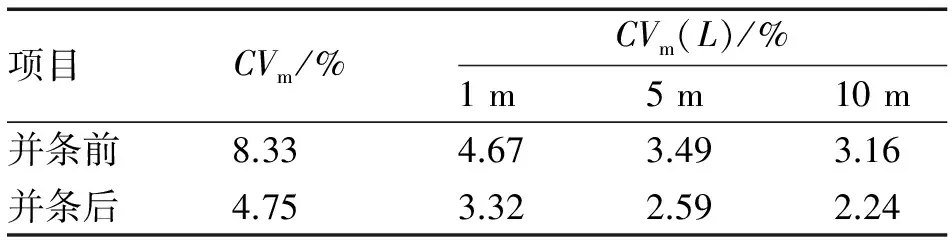
项目CVm/%CVm(L)/%1m5m10m并条前8.334.673.493.16并条后4.753.322.592.24
由表5可知,在RSB-D45C型自调匀整并条机优化前,粗纱条干CVm值为8.33%,大于2013乌斯特公报95%水平;优化后,粗纱条干CVm值为4.75%,处于2013乌斯特公报28%水平。
5.3.2 头并
头并使用FA303B-60型并条机,由于该机是简单的罗拉牵伸,因而牵伸区无控制,牵伸倍数不宜过高,应控制在6倍。头并工艺调整见表6。
表6 头并工艺调整前后对比
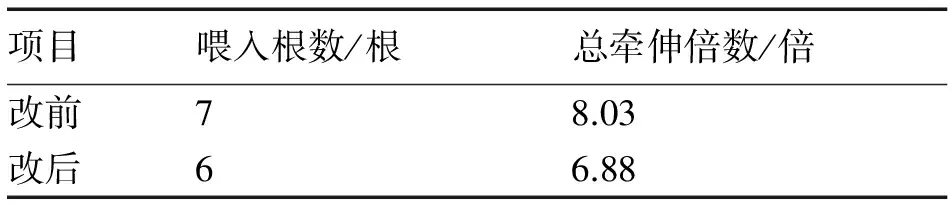
项目喂入根数/根总牵伸倍数/倍改前78.03改后66.88
5.3.3 头、末道并条工艺结合试验
头、末道并条工艺调整前后,半成品和成纱质量对比见表7。
表7 头、末道并条工艺调整前后半成品和成纱质量对比
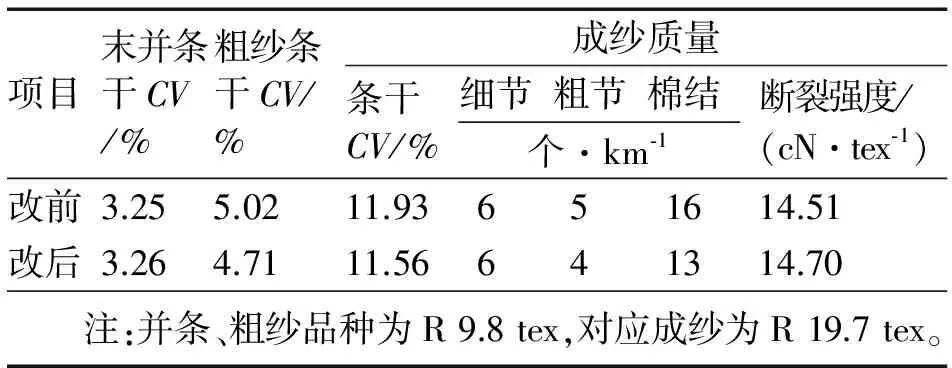
项目末并条干CV/%粗纱条干CV/%成纱质量条干CV/%细节粗节棉结个·km⁃1断裂强度/(cN·tex⁃1)改前3.255.0211.93651614.51改后3.264.7111.56641314.70 注:并条、粗纱品种为R9.8tex,对应成纱为R19.7tex。
由表7可知,头、末并工艺同时调整后,半成品和成品各项指标水平均优于调整前水平。
5.4 效果
对纺R 9.8 tex品种并条机台全部按调整后工艺进行优化,实际生产粗纱条干CV值基本稳定在4.5%~6.0%,成纱质量得到改善。
6 存在问题及解决措施
6.1 圈条盘涌条问题严重。解决措施:将车间相对湿度由49%提高到60%,并使用较轻的条筒盖,涌条问题得到明显改善。
6.2 个别机台长时间停开后,出现开车条干CV值高达14%的问题,经再次生产50 m~100 m,测试条干CV值约为3%,属正常。分析造成条干CV值高达14%的主要原因是由于机后喂入棉条长时间停开,棉条毛乱所致。解决措施:对长时间停开机台,做好台面棉条的保护工作,以防疵点、毛条和乱条,严重损伤的棉条应剔除。
6.3 偶尔会出现棉条质量偏差高达±4%~±12%的问题。分析原因是由于调试人员不熟悉操作,误调设定参数导致条子质量超标。杜绝措施:加强调试人员培训,使其熟悉并掌握调试步骤。
6.4 操作屏幕死机。原因也是由于调试人员操作不当,误调参数导致。解决措施:关闭电源约2 min后再次开车调试,屏幕显示正常。
6.5 个别机台波谱图在40 cm~50 cm处存在机械波。取掉筒子用托盘接取棉条进行乌斯特条干测试,波谱图正常无机械波,故分析该机械波属特殊圈条波[4-5]。
7 使用体会及注意事项
7.1 使用体会
7.1.1 RSB-D45C型自调匀整并条机的检测、牵伸系统和圈条器等操作人性化,简化了操作步骤。
7.1.2 带扶手的宽工作平台,提高了操作的方便性和安全性。
7.1.3 间歇升降运动的新型清洁片能保持胶辊清洁,从而减少清洁工作量,且较少的清洁停车和牵伸系统中较少的绕花,提高了机器的生产效率。
7.1.4 胶辊缠花、正常关机时,胶辊能快速释压,提高了设备的安全性。
7.1.5 故障检测显示装置和自动换筒装置,大大提高了生产效率。
7.1.6 棉条质量超出极限值,屏幕上可直接输入实际质量进行匹配,无需调换牙轮,不仅减少了工人劳动强度,而且大大提高了生产效率。
7.2 注意事项
7.2.1 经常检查凹凸罗拉的清洁,以防因凹凸罗拉缠花影响测试效果。
7.2.2 加强设备维修和保养工作,使其保持良好的机械状态;加强维修工、操作工和试验工的培训;操作人员必须在掌握设备性能的前提下进行操作,排除常见的报警故障,切忌随意操作[6]。
7.2.3 该机手动换筒后,满筒定长自动清零,会影响胶辊缠花的处理,剔除筒内细条时的条筒满筒长度,不利于粗纱工序分段工作,建议改进。
8 结语
RSB-D45C型自调匀整并条机的机电一体化程度高、设计合理、工艺调试及校正棉条质(重)量简单方便,该机对棉条质量的提高,尤其对偏重、质(重)量不匀的调整有非常重要的作用,不仅能提高半成品和成纱质量,而且可节约机械维护和调节时间,大大降低值车工、检修工的劳动强度,提高生产效率。
[1] 立达纺织机械有限公司.RSB-D45C型并条机产品说明书[Z].2011.
[2] 李春月,李长岭,高洪兰.FA326型并条机的使用实践[J].棉纺织技术,2005,33(4):50-52.
[3] 费青.自调匀整技术在高速并条机上的应用:上[J].棉纺织技术,2006,34(7):24-27.
[4] 贺梅.FA317型并条机机械波的成因与处理[J].纺织器材,2014,41(1):46-48.
[5] 唐孝美,张志祥,韩卫军.FA322型并条机典型波谱图分析[J].棉纺织技术,2011,39(3):41-45.
[6] 刘长桂,吴翼翔.FA326A型自调匀整并条机的使用实践[J].棉纺织技术,2008,36(10):39-41.
Application Practice of the Autoleveler Drawing Frame RSB-D45C
HE Mei
(Xianyang Textile Group the 3rd Branch,Xianyang 712000,China)
To have a good effect of the autoleveler drawing frame RSB-D45C,introduction is made to the specifications,data and workhow.Probing is done into the optimization of the autolevelling data and the effect in contrast to the quality index of the drawing frame FA313B-60.Solutions is given to the problems with production.It concludes that the autoleveler drawing frame RSB-D45C is of high degree of mechtronic integration,reasonible design,simple correction of sliver mass and quality.Correction use of the autoleveler drawing frame RSB-D45C can lower labor intensity and improve sliver quality and production efficiency.
drawing frame;autolevelling;embossing roller;flared mouth;regularity;evennessCV;production efficiency
2016-05-05
贺 梅(1975—),女,陕西榆林人,工程师,主要从事棉纺工艺研究及管理工作。
时间:2016-10-08 14:14
TS103.22+4
B
1001-9634(2016)06-0042-05
http://www.cnki.net/kcms/detail/61.1131.TS.
20161008.1414.034.html
