岩屑环保过滤分离设备的选择及其运维管理的研究与思考*
2016-12-25李翔石烜
李 翔 石 烜
(1. 中海石油(中国)有限公司质量健康安全环保部;2. 中海油能源发展股份有限公司安全环保分公司)
岩屑环保过滤分离设备的选择及其运维管理的研究与思考*
李 翔**1石 烜2
(1. 中海石油(中国)有限公司质量健康安全环保部;2. 中海油能源发展股份有限公司安全环保分公司)
根据对岩屑过滤分离与环保处置的实践,从过滤分离理论出发研究了处置方案制定及其设备选择,重点分析了在实际工程中由于环保政策的变化、现场资源配置等问题所导致的不确定性;以环保处置最终达标为出发点,提出处置设备方案及其控制模型,对于指导岩屑处置工程设备选型和装备管理有一定的指导意义。
钻井岩屑 固液分离 油水分离 环保处置
随着新《环境保护法》及配套的标准、法规、规范的颁布实施,政府监管要求日益严格,行政许可前置要求变化,污染环境入罪标准降低,企业环保主体责任强化,公众媒体和NGO(非政府组织)影响力加强,对于环保事故事件高度敏感。而在野外开展油气勘探开发过程中,由于地质条件以及钻完井工程本身的复杂多变,加之野外资源条件匮乏,模块化的钻完井装备可调性差等多种因素的影响,导致钻完井作业现场环境保护的措施有限。
就钻完井作业过程的环境保护问题,最为敏感的是为作为危废钻屑的环保处置,目前对于石油领域危废产生物的钻屑,主要是以处理后最终含油率低于1%作为合规的标准。从这点上来看油基钻井液的环保处置难度明显大于水基钻井液。目前页岩段的大位移水平井钻进过程中普遍采用油基钻井液体系,并且多采用加入聚合物等添加剂以改善钻井液性能,这也导致后期环保处置工况的难度。随着页岩气大规模开发和老油田后期各类调整井作业量的增大,以及环保政策的严格,越来越需要在现场做到钻井液及时连续的回用及环保处置,因此环保责任单位急需探索出一套既经济又有时效的可行性方案判断方法。
1 国内外技术现状
1.1 国外技术现状
近十年来,国际上就岩屑处置的环保要求日益提高,英国从1997年起要求海上钻井钻屑的含油量低于1%才能排海;陆上钻井岩屑需要分离到含油率低于1%才能达标[1]。最为严格的是荷兰,对废油基钻井液实行零排放(禁止排放),含油钻屑必须通过生物毒性试验,证实无毒无害后才能排放。从2000年开始,发达国家普遍提升了环保法规要求,美国规定钻屑中总石油烃(TPH)质量百分数低于1%才能排放[2]。
目前属于斯伦贝谢的MI-SWACO公司的油基钻屑处置技术处于国际领先地位,2000年初研制出密闭式钻屑脱液离心机配合高分离因数的螺旋离心机,完成了封闭式钻完井固相控制循环系统的构建,初步实现了油基钻屑的在线连续处理,减少新油基钻井液的投用[3]。但随着钻遇不同地层,岩屑物料性质变化很大,这种机械分离的工艺方式,并不能保障连续处理过程的处理效果一致性。为此,国外又开发了热脱附技术,利用加热蒸发油相的工艺,使最终固相油含量低于1%。2000年Brandt公司的第一套岩屑热脱附装置开始为BP公司的哥伦比亚项目服务[4],但它需要消耗大量热能而且并不能实现油基回用的经济目标。2010年后,美国与加拿大新工艺先采用机械固液分离对物料进行减量化处置,然后使用堆肥工艺,通过生物降解将固相的含油率降低到1%以下,实现岩屑环保处置整体的经济性。
1.2 国内技术现状
目前国内岩屑主要处置方式为临时堆放在污油池,然后运送到固废场所统一处理。固废场所首先对物料进行污油水处理或回收,然后统一对固体废弃物进行固化,最终填埋或堆渣场集中存放。对于环境敏感区的固废均是运至处理场集中处理,实现无害化处理和资源化利用。主要的固化法是向废弃岩屑中加入固化剂,这种方式不能将有效成分回用,且增加了固废物总量,后期填埋渗滤液处置环保风险也很大。
在钻完井现场普遍采用现场处理,通过合理的固控流程,在现场实现有效固液分离,固相运离井场后再集中进行无害化处理。但各钻完井工程所处理的岩屑性质都不相同,所以钻完井工程岩屑处置均是以项目的方式开展。
2 岩屑环保处置与固液分离原理
钻完井工程的岩屑处置具有小批量多批次的特点,从环保处置项目的角度出发,方案制定首先应从最终污染物排放要求出发,然后结合处理物料的特性落实固液分离工艺,最后才能给出满足实施条件的整体处置方案。
2.1 最终污染物要求
油气开发项目方案是以经济性为原则的,而岩屑的环保处置是按合规性要求开展的。这就要求每个环保处置步骤应当达到其设定的指标要求,才能避免各阶段工艺的反复再处置,并且不影响钻完井主工艺流程的执行,以此满足环保法规限时达标处置的要求。
目前国际上有两种岩屑最终污染物处置方法,即填埋法和资源化利用法,这两种方法对最终污染物的各项指标要求不同,所以需要在方案阶段即明确资源化的具体目标及其检验检测标准,才能确定前序固液分离工艺的具体要求和可行的整体处置方案。
2.2 污染物固液过滤分离机理
按照最终污染物的环保处置要求,必然是要采用过滤或分离的方法,对固液两相(或三相)进行分离,最大限度地将有害污染物体量减少。
固液过滤分离的基础是从过滤理论中的Kozeny-Carman和D.K.Zeitsch方程得出的。
Kozeny-Carman方程:

(1)
式中K″——柯静常数;
L——滤饼厚度;
Sp——固体颗粒比表面积;
μ——液体粘度;
ε——滤饼孔隙率。
式(1)中滤饼孔隙率和滤饼厚度随操作压力和时间长短而变。滤饼孔隙率、固体颗粒比表面积、柯静常数必须由实测才能得到。柯静常数在固定的颗粒床层或低速移动的颗粒床层取值为3,在沉降或高速移动的颗粒床层取值为3.36[5];固体颗粒可以根据颗粒数量和分布计算出来[5]。
目前钻完井工程常用振动筛以及螺旋离心机等离心沉降装备开展在线的固液分离,有关沉降离心机滤液量Q可以根据D.K.Zeitsch公式来求得:

(2)
式中Rm——过滤介质阻力;
r1——滤面内半径;
r3、r2——滤饼内、外半径;
αav——滤饼平均比阻;
ε——滤饼孔隙率;
ρ——液体密度;
ρs——固相密度;
ω——转鼓角速度。
式(2)中过滤介质阻力、滤饼孔隙率及滤饼平均比阻等数值必须实测得到;滤面内半径在过滤过程中根据稳态与不稳态也会发生变化。而且它们都是过滤分离时间和操作参数(如进料浓度、操作压力等)的函数,所以固液两相的过滤与分离是一门实践性很强的科学,因此一定要重视实测与试验放大,随着科学技术的发展(包括在线测量仪器及测试技术的提高和液固两相混合物料过滤与分离过程计算机仿真水平的提高)是能得到圆满解决的。
非均相的过滤与分离过程千变万化,滤饼平均比阻及滤饼孔隙率等重要参数的时间规律十分复杂,特别是液固两相的分离过程受宏观流体和颗粒微观物化因素的影响,呈现复杂过程。宏观流体力学角度主要有物料特性、固相压实程度、过滤分离推动力、物料浓度及粘度等因素;微观物化考虑毛细现象、分子吸引力、电动现象、聚团现象、物理及化学吸附等因素。具体的工艺过程还需要考虑宏观与微观的关联影响。在工程实际运用过程中,需要辅助以定期的检测工作,才能较准确地度量过滤速率的发展变化。
固液两相的过滤与分离是一门实践性很强的学科。一般经验是,可行性方案阶段能够得到的处理量只能供参考,必须进行中试与放大试验,需要测定的指标有固、水、油的质量百分比,固相颗粒真密度,固、水、油的密度差,颗粒粒径,粒度分布,颗粒形态,液相粘度,固液两相混合粘度,物料pH值,颗粒ζ电位以及两相间界面表面张力等。
Rushton推荐给出了如图1所示的分离设备选型参考图[5,6],根据物料浓度和平均粒径大小选择分离设备。
钻完井过程的岩屑来自不同地层,其颗粒粒度分布随着井段的不同而不同,其组分粘度等关键的性能指标复杂多变,只有充分考虑了这些复杂不确定性因素,才能确实做好分离装备的选型工作,进而提高所设计的过滤分离流程抗物料波动的能力。
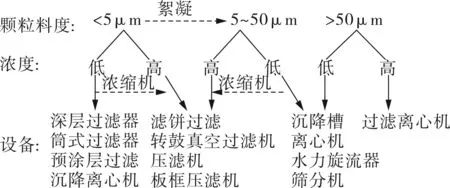
图1 颗粒粒度、浓度及其相应可选的分离设备
2.3 分离设备选型原则
在最大限度落实过滤分离流程抗物料波动能力的基础上,设备的选型还需要满足经济性原则,根据多年实践经验,运用生化技术实现最终石油烃降解达标是岩屑环保达标处置最经济的方式。
2.3.1处置工艺组合
岩屑分离处置的工艺由固液分离、水处理、生化降解和填埋4个工艺段组成[7]。而在可行性方案阶段难度最高的为固液分离工艺,其产出物水平直接影响后续工艺效果与效率。在实际工程运用过程中,由于物料性质的差异性,4个工艺段的复杂程度各不相同。如图2所示为笔者所在单位岩屑处理工艺总图,该工艺总图基本涵盖岩屑达标处置过程中各种可能的工艺,也考虑了实际工况下各种潜在的不确定性因素,进而能够在实际运用过程中,通过各种工艺的组合最终实现污染物的达标处置。

图2 岩屑处理通用工艺组合
2.3.2固液分离工艺
岩屑处置的首段工艺为固液分离,该工艺段制约着整体岩屑处置的效率与效果,目前固液分离多采用离心沉降分离进行,而可行性方案最关注的是生产能力和分离精度,目前通用的是通过Stokes定律的Σ理论得到一个基本数值:
Q=vgΣ
(3)
其中vg为固体颗粒的重力沉降速度,Σ为当量沉降面积,是沉降离心机的生产能力指标,它是包含沉降离心机的几何尺寸、工作转速和相关系数的函数。
一般待处理岩屑的悬浮液固体颗粒粒度是多分散性的,粒度最小的颗粒沉降速度最小,是分离效果的控制因素,这种细微粒子的沉降流态绝大多数为层流状态,故计算颗粒沉降所需时间按斯托克斯沉降速度公式:
(4)
式中d——颗粒直径,m;
Δρ——固、液相密度差,kg/m3;
μ——液相粘度,kg/(m·s)。
对于锥形转鼓的沉降离心机,Σ计算式为:
(5)
式中k0——系数;
L——转鼓有效长度,m;
R——转鼓内半径,m;
ω——转鼓角速度,1/s。
可以看出,沉降离心机的生产能力取决于物料性质和离心机的技术参数。实际生产表明,用式(3)计算所得的生产能力值比实际值偏大,建议用计算式为:
Q=ξvgΣ
(6)
ξ为修正系数,对于螺旋卸料沉降离心机:
(7)
式中b——螺旋叶片间流道宽度,m;
h——液层深度,h=R-R0,m;
Rm——液层平均半径,Rm=(R+R0)/2,m;
υ——液体运动粘度,υ=μ/ρ1,m2/s。
就沉降离心机中澄清型分离机通过实验得到的修正系数ξ范围可为0.5~0.7[8]。目前能计算的只是生产能力大小,不能反映分离精度。沉降离心机生产能力计算结果与实际还有一定距离。
3 岩屑环保处置核心要素
通过对污染物固液过滤分离机理以及装备选型的研究,认为提高分离设备的抗物料波动性和制定环保处置方案过程中,考虑各种不确定性因素是保障最终污染物达标处置的必要条件。
3.1 设备选型的原则
为了提高分离设备的抗物料波动性,笔者提出了如图3所示的多层次保障体系以提高分离系统对于不确定性物料的抗冲击性:每个层次都是为提高上一层次的抗冲击能力而设立,即通过下层来保障上层的稳定性:每层向下否决,即如果下一层不能实现上一层抗不确定性物料的冲击,该层次应当重新设置,如果确实不能实现,即需要向上协调重新考虑上一层次的设置。通过这个管理原则,能够最大限度地保障整体岩屑分离与处置系统整体的抗物料的波动性。
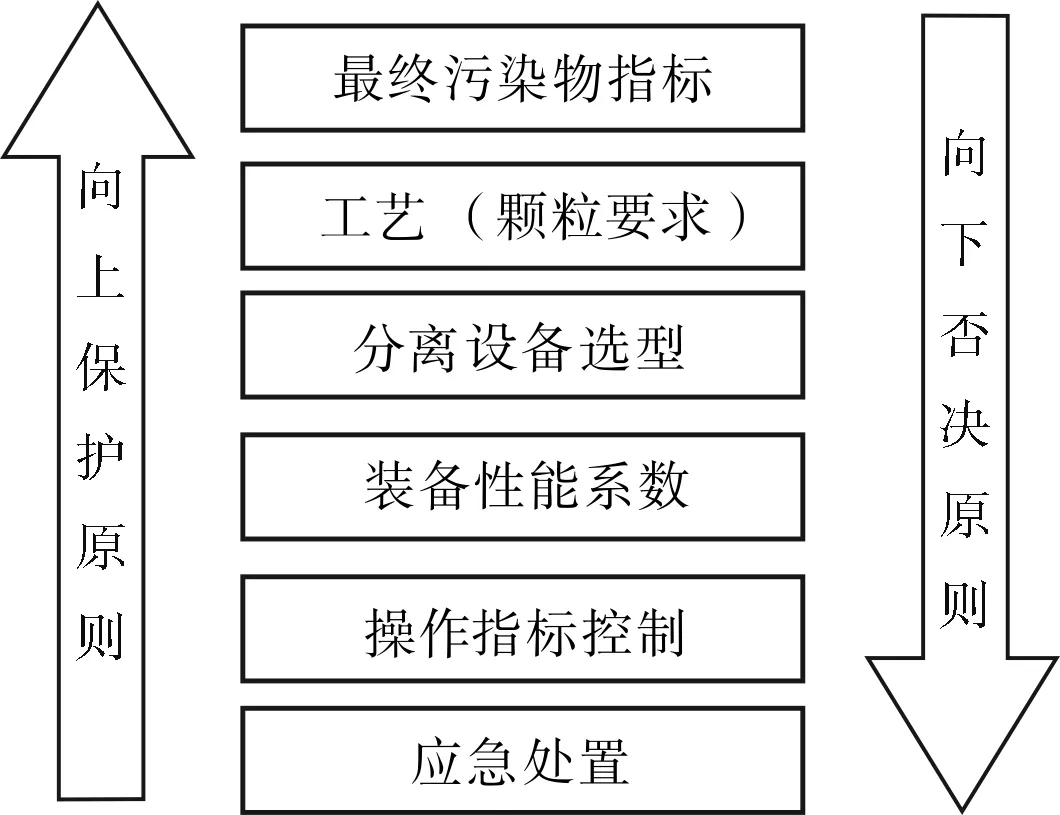
图3 岩屑分离与处置管理原则
3.2 固液分离工艺质量保障
理论上,固液分离工艺属于实践性很强的实验科学,所以岩屑处置的工况控制应通过中试进行验证后才能进行实际的工程应用,并且要在中试过程中对分离工艺各项物性指标和颗粒特性进行检测与检验,以此建立实际应用过程的指标控制体系,制定出现场的作业指导书。
作业指导书需包括固液分离工艺的质量保障体系,保障体系包括指标体系所要求的各项实验,进而有计划地检定物料特性和颗粒状态,保障工艺操作的有效性。
4 方案制定过程的思考
4.1 资料完整性
对于岩屑处置,资料的完整性是通过前期现场勘察公司进行落实的,如果勘察公司提供的物料总量和物料性质报告书与现场实际情况不符,将直接影响工作量,并且还会因装备能力不足导致项目失败。资料完整性还应包括岩屑池的其他固体垃圾以及长期存储后物性变化等其他情况。
岩屑污染物环保处置是要求考虑未来可能发生的政策变化的影响,所以环保责任方在油基钻井液处置中,都需要对固相净化后永久性处理、油相净化后再使用、水净化后循环或达标排放。以此规避环保法律风险。基于过滤与分离属于实验科学的基本特征,岩屑处置的各项技术需要经过小试与中试,才能确定能否在现场实现其分离的要求。小试与中试的资料完整性也是方案制定的核心依据。
4.2 核心工艺的难点
岩屑的环保处置的难点是如何优化前段工艺使其能够满足后续各工艺段的达标处置,以及处置过程中不产生其他不可控的环境污染。
岩屑处理的首段固液分离工艺通常为机械分离方式,需要有详尽的整机调试大纲以及调试实验才能支持整体工艺方案的定制工作。在整体工艺过程中,水处理通常成为处理效率的瓶颈,该段工艺要有相应的缓冲容量才能保证整个流程的连续性。
设计理念要与最新环保要求一致,且各类环保处置的方式方法均要通过中试实验的验证;处置设备的选型以抗物料波动能力为主,应当建立符合自身条件的操作过程管理,并落实核心工艺的技术指标控制体系;处置工艺的拆分应以在线监测与检测为依据,以此实现工艺指标的管理。
5 结束语
目前国际上正在开发与钻机整体系统完全配套的油基岩屑在线处理装备系统,但在实际运用过程中,由于地层的复杂情况,钻完井主体作业可变性大,岩屑处置的上游钻完井操作为不可控工艺,面对这些不确定性因素,需要在工艺流程与控制上有所创新。目前国内就高黏度可压缩物料的滤饼过滤已经开始采用数据驱动算法来替代大量实验进行预测,并能主动实现工艺条件波动的有效应变,如果能够运用在岩屑连续分离与处理的工程,对工程的技术水平与质量提高会有创新和促进。
[1] 向兴金,易绍金,戴向东,等.海上钻井废弃物排放的法规与对策[J].油气田环境保护,1996,6(3):31~35.
[2] API E5,Environmental Guidance Document: Waster Management in Exploration and Production Operations[S] .USA: American Petrolenm Institute,1997.
[3] 汤超,由福昌,吴江.国外废弃钻屑处理技术调研[J].四川化工,2014,17(2):19~21.
[4] 王智锋,李作会,董怀荣.页岩油油基钻屑随钻处理装置的研制与应用[J].石油机械,2015,43(1):38~41.
[5] Rushton A, Ward A S, Holdich R G,著,朱企新,许莉,谭蔚,等译.固液过滤分离技术[M].北京:化学工业出版社,2005:24~25, 312.
[6] 都丽红.颗粒特性对固-液分离过程的影响[C]. 第七届全国颗粒测试学术会议暨2008上海市颗粒学会年会论文集.北京:中国颗粒学会,2008:167~172.
[7] 段泽辉,谢克姜,张辉.钻井废弃物全过程管理体系研究与应用[J].石油钻采工艺,2010,32(1):107~111.
[8] 余国琮. 化工机械工程手册(中册)[M].北京:化学工业出版社,2003.
(1.QHSEDepartment,CNOOC(China)Co.,Ltd.,Tianjin300051,China; 2.Environment&SafetyCo.,CNOOCEnergyDevelopmentCo.,Ltd.,Tianjin300051,China)
Basing on the theory of filtering separation and the practice of separating rock debris environment-friendly and treatment thereof, the formulation of disposal method for the rock debris and selecting its filtration device were discussed; and the emphasis was given to analyzing the uncertainty incurred by changes in environmental policies and resource allocation. Starting with making rock debris treatment up to the environmental protection standards, the scheme of selecting proper filtration device and its control model was proposed.
debris in drilling, solid-liquid separation, oil-water separation, environmental disposal
**李 翔,男,1961年7月生,高级工程师。天津市,300051。
TQ028
A
0254-6094(2016)04-0429-06
2015-11-09)
StudyonSelectionandOperationandMaintenanceManagementofEnvironment-friendlyFiltrationDeviceforRockDebrisLI Xiang1, SHI Xuan2
