纯钛搅拌摩擦焊晶粒细化机制
2016-12-08高福洋刘志颖郭宇凡
高福洋,郁 炎,刘志颖,蒋 鹏,郭宇凡
(中国船舶重工集团公司第七二五研究所,河南 洛阳 471000)
纯钛搅拌摩擦焊晶粒细化机制
高福洋,郁 炎,刘志颖,蒋 鹏,郭宇凡
(中国船舶重工集团公司第七二五研究所,河南 洛阳 471000)
通过搅拌摩擦焊实现了5 mm纯钛的可靠连接,并对焊接接头组织进行了细致研究。通过光学、扫描电子显微镜和透射电子显微镜对纯钛搅拌摩擦焊组织进行了精细表征,对焊接过程中的再结晶机制进行了研究。结果表明:采用搅拌摩擦焊可以得到成型良好,组织致密的焊缝;焊缝组织可以分为焊核区(NZ)、热机影响区(TMAZ)、热影响区(HAZ)和母材区(BM);根据各区组织形态和结构特点对纯钛搅拌摩擦焊动态再结晶过程进行了分析,揭示了纯钛搅拌摩擦焊焊缝细化机制;钛的层错能较大,搅拌摩擦产生的位错不能完全分解,遇到阻碍时,只能通过滑移和攀移继续运动,在多次搅拌摩擦作用下,位错缠结堆积,位错密度不断上升,产生新的晶界,从而形成细小晶粒,实现晶粒细化。
纯钛;搅拌摩擦焊;动态再结晶
钛及钛合金因比强度高、抗腐蚀和热抗性良好,被广泛应用于航空航天和船舶等行业[1]。当前钛及钛合金的焊接方法很多,包括钨极氩弧焊、气体保护焊、等离子焊、激光焊和电子束焊接。由于熔化焊焊接热输入较大,经过焊接冶金之后变形大,容易出现气孔、裂纹等缺陷,焊缝组织中存在过冷马氏体,对焊缝塑韧性有不利的影响,而传统的惯性摩擦焊和线性摩擦焊受限于工件形状应用范围较窄[2]。
搅拌摩擦焊作为固相连接技术自1991年发明以来受到了极大的关注[3]。由于焊接变形小,焊接应力少,节能环保等一系列优点,搅拌摩擦焊被广泛应用于铝、镁、铜合金等低熔点有色金属的焊接[1-5]。目前,高熔点材料的搅拌摩擦焊成为一个研究热点,对于铸钢[6],碳钢[7-10]和不锈钢[11-14]的研究已经开始,也有少量研究涉及钛及钛合金[15-16]。与钢相比,钛合金熔点更高,而且对搅拌头材料的高温耐磨性提出了更高的要求。此外,室温下具有稳定的hcp结构的钛在温度超过885℃之后会转变为bcc结构。在搅拌摩擦焊接加热和随后冷却的热循环过程中,由于相变过程的产生容易出现一些焊接缺陷,从而影响接头的组织性能。
为了研究钛及钛合金搅拌摩擦焊接过程中组织转变机理,尤其是焊核晶粒细化的机理,排除其他因素的影响,本工作选用纯钛进行搅拌摩擦焊组织细化机制的研究,通过揭示晶粒细化机制,为晶粒组织调控提供依据。
1 实验材料与方法
1.1 实验材料
采用5 mm厚的TA2纯钛板材,其主要室温力学性能参数如表1所示。母材组织主要为等轴α晶粒,其显微组织如图1所示。

表1 纯钛室温力学性能
1.2 实验方法
将5 mm厚的TA2工业纯钛板材沿垂直于轧向的方向加工成尺寸为5 mm×100 mm×200 mm的试板,焊前完成酸洗,之后将端面抛光清理干净,在试样台上固定牢固,搅拌摩擦焊的焊速为200 mm/min,旋转速率为1000 r/min,轴肩尺寸为18 mm,焊接时,搅拌头缓慢插入试板中,待轴肩与试板表面产生一定压力,下压量为0.2 mm左右时开始施焊。

图1 TA2纯钛显微组织 (a)金相组织;(b) SEM组织Fig.1 Microstructure of TA2 pure titanium (a)OM;(b)SEM
焊后将焊接试板线切割为5 mm×10 mm×20 mm的金相试样,用镶样机镶嵌,用磨抛机进行研磨和抛光,抛光后用体积分数2%HF/4%HNO3/94%H2O的腐蚀溶液进行化学腐蚀,采用OLYMPUS GX71金相显微镜进行金相观测。采用Quanta600扫描电子显微镜对焊缝各区组织进行精细观测。
从焊缝横截面上切取0.5 mm薄片,研磨到约120 m,冲制出直径3 mm圆片,精磨到50 μm。以3%高氯酸酒精为电解液,在-20℃条件下,双喷电解得到穿孔薄膜试样,电解电压75V。采用CM200 透射电镜对制得的试样进行微观结构观察。
2 实验结果与讨论
2.1 焊缝组织形貌
焊接接头外观成型良好,焊缝几何尺寸对称,焊缝呈银白色,表面光滑。边缘熔合较好,过渡均匀,没有咬边等缺陷,焊后变形很小。正面焊缝宽度为18 mm,背面焊透,如图2所示。
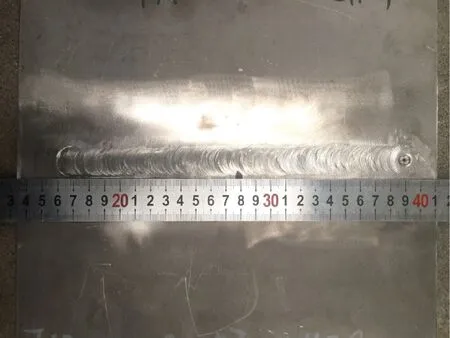
图2 接头宏观组织形貌Fig.2 Macrostructure of joint
纯钛搅拌摩擦焊横截面宏观形貌如图3所示。焊核区位于焊缝中心,清晰可见。由于焊接中使用的搅拌针长度为4.6 mm,下压量0.3 mm左右,因此可以看到焊缝基本焊透。在焊缝中心未见明显的气孔或裂纹等缺陷,表面存在薄氧化层。
在焊核区外围是热机影响区,该区域晶粒较焊核区有所增大,在热机影响区和母材交界的部分可以看到平行于界限的带状区域,该区域就是热影响区。因此焊缝可以分为四个区域:焊核区(NZ)、热机影响区(TMAZ)、热影响区(HAZ)和母材(BM)。
图4为焊缝各区域显微组织。由图4(a)可见,焊核区(NZ)晶粒细小,晶粒度均匀。从热机影响区(TMAZ)和焊核(NZ)交界对比发现焊核区(NZ)晶粒度和热机影响区(TMAZ)的差别,在焊核区(HZ)可以看到一些细小晶粒组成的条带,如图4(b)所示。而热机影响区(TMAZ)晶粒出现了较为明显的变形,放大观测可以看到条带状晶粒,如图4(c)所示,晶粒依然较为细小,说明热机影响区(TMAZ)中搅拌摩擦的变形应变引发的动态再结晶效果受到热影响的作用有所增大,同时由于搅拌摩擦能量的减少,再结晶的数量减少,晶粒度差别较大。热影响区(HAZ)由于主要受到摩擦热作用,因此晶粒较热机影响区(TMAZ)进一步增大,但是由于温度较低,晶粒尺寸基本和母材相当,如图4(d)所示。
图5为焊核区显微组织。钛及钛合金是高层错能金属,在变形过程中,全位错不易分解,在遇到阻碍时,可以通过交滑移继续运动,直到与其他位错相遇形成缠结。大量位错缠结聚集在一起形成新的细小晶界,从而实现晶粒细化,由于搅拌剧烈,交滑移方向较多,因此晶粒细化较为均匀,如图5(a)所示。焊核(NZ)与热机影响区(TMAZ)交界由于搅拌变形应力减小,位错基本不分解,且滑移方向较少,因此可以看到明显的单独分布的细小晶粒组成的条带,如图5(b)所示。

图3 焊缝截面宏观形貌Fig.3 Cross-sectional overview of friction stir weld

图4 焊缝各区域显微组织 (a)焊核;(b)焊核与热机影响区交界;(c)热机影响区;(d)热影响区Fig.4 Microstructure of friction stir welding joint (a)NZ;(b)junction of NZ and TMAZ;(c)TMAZ;(d)HAZ
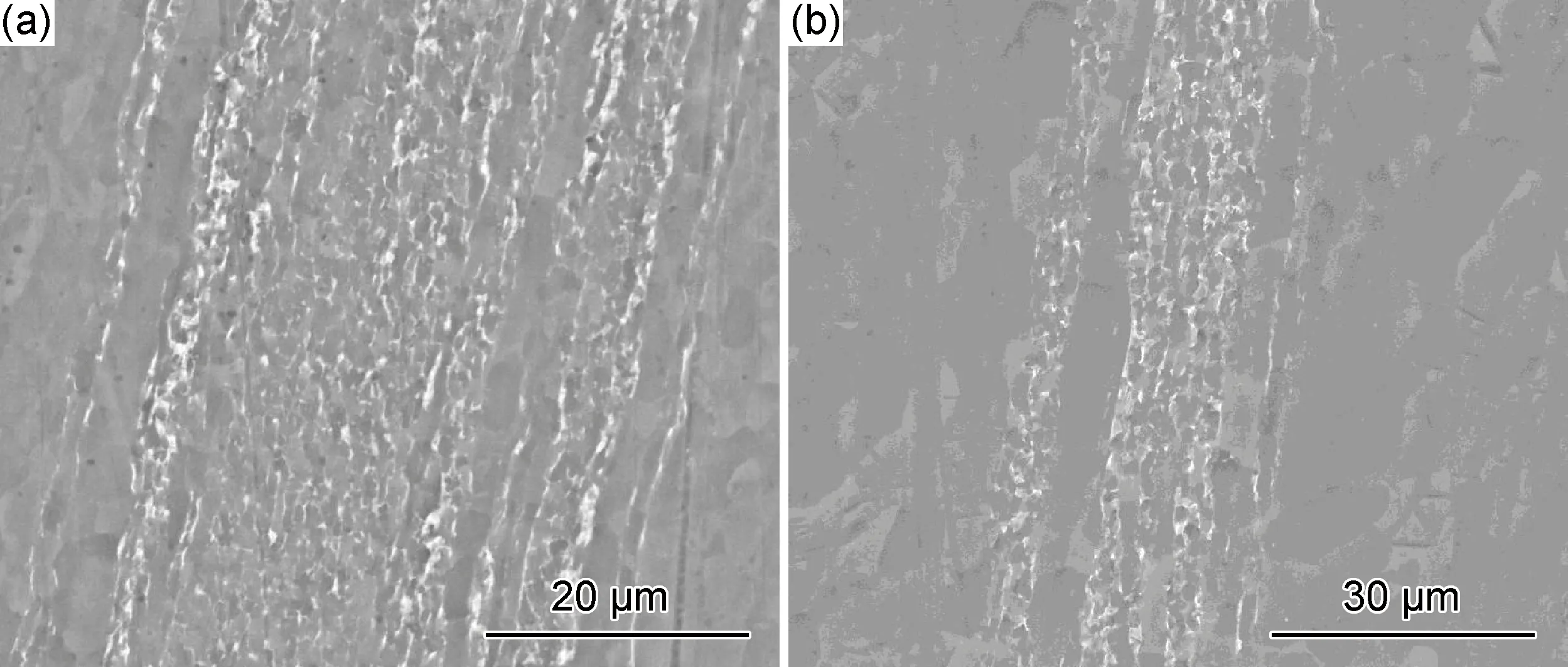
图5 焊核显微组织 (a)焊核;(b)焊核与热机影响区交界Fig.5 Microstructure of friction zone (a) NZ;(b)junction of NZ and TMAZ
图6为焊缝组织透射电镜照片。由如图6可以看到,焊缝中再结晶的细小晶粒和亚晶粒交替分布,许多晶界由大量密集位错构成。对新形成的晶粒进行分析,可以发现主要为α相,并没有其他杂质的影响,因此未形成新相,焊接过程中只发生再结晶。

图6 焊缝组织透射电镜照片 (a)再结晶晶粒滑移线;(b)再结晶晶粒电子衍射花样Fig.6 TEM Microstructure of friction stir welding joint(a) recrystallization grain slip line;(b) electrondiffraction pattern of recrystallization grain
图7为热机影响区和热影响区显微组织形貌。热机影响区由于搅拌摩擦作用而将晶粒破碎细化,同时在其中也能看到少量的再结晶形成的细小晶粒带,如图7(a)所示。热影响区没有了搅拌变形应力的作用,无法进行动态再结晶实现晶粒细化,因为受到摩擦热作用,晶粒较热机影响区进一步增大,由于温度较低晶粒尺寸基本和母材相当,如图7(b)所示。
2.2 焊缝组织细化机理
图8为纯钛搅拌摩擦焊再结晶机制图。在再结晶的细小晶粒处可以看到大量的位错缠结分布,而相邻的原始晶粒中基本见不到位错,如图6(a)所示,进一步印证钛的层错能较大,搅拌摩擦产生的位错不能完全分解,只能沿位错密度大滑移阻力小的方向进行滑移和攀移。由图8(a)可知,由于不能扩展到很大的距离,扩展位错的宽度一般只有1~2个原子间距。在多次搅拌摩擦作用下,滑移攀移距离增大,位错堆积,形成位错滑移堆积带,位错密度不断上升,如图8(b)所示;搅拌针上部形成的滑移带与下部产生的滑移带交互作用,使滑移带扭曲,且随着搅拌次数的增多,扭曲严重,滑移带长度增大,宽度减小,后形成的滑移带将先形成的滑移带分割,打断,使滑移带长度大大减小,宽度增大,形成亚晶。随着搅拌摩擦进行位错界面不断增大,并连续交互分割晶粒,位错缠结形成新的胞状结构或亚晶界,使得位错密度减小,当位错界面的宽度增加到亚微米尺寸时,产生动态连续再结晶,使晶粒完全被细化成大角度超细晶,从而形成细小晶粒,如图8(c)所示;再结晶亚晶界或胞状结构尺寸大小取决于材料特性和应变大小。

图7 热机影响区和热影响区显微组织形貌 (a)热机影响区;(b)热影响区Fig.7 Microstructure of TMAZ and HAZ (a) TMAZ;(b)HAZ

图8 纯钛搅拌摩擦焊再结晶机制图 (a)位错聚集滑移;(b)位错堆积;(c)形成亚晶界Fig.8 Grain refinement of pure titanium friction stir weld (a)dislocation accumulation and slip;(b)pile-up of dislocation;(c)formation of sub grain boundaries
焊核区搅拌应变最大,使得位错缠结密度最大,形成的亚晶界更为细小、密集,因此再结晶形成的晶粒较为细小均匀;但是由于搅拌摩擦使得温度超过885 ℃之后,晶粒组织会从hcp转变为bcc,塑性变形能力增强,滑移系增多,位错缠结堆积程度减少,因此在细小的再结晶条带之间产生了少量的尺寸较大的晶粒。这与搅拌针的形状设计密切相关,搅拌针形状影响了搅拌摩擦过程中搅拌材料温度场和应力场分布情况,不同搅拌针形状再结晶晶粒度和晶粒分布情况会有较大的不同。热机影响区搅拌摩擦的变形应变减小,只能在靠近焊核的局部区域,经过搅拌摩擦造成位错滑移攀移和缠结程度较大形成亚晶界,从而形成新的细小晶粒。由于位错缠结密度减小,因此再结晶的新晶粒相比于焊核区有所增大,而且主要呈带状分布。热影响区受到搅拌摩擦生热的影响,晶粒会有少量长大,但是由于温度较低晶粒大小和母材相当。
3 结 论
(1)采用搅拌摩擦焊焊接纯钛可以得到成形良好,组织致密的焊缝。
(2)焊缝组织可以分为焊核区,热机影响区、热影响区和母材。焊核区为大量均匀细小晶粒,热机影响区有少量条带状细小晶粒,热影响区晶粒大小与母材相当。
(3)根据各区组织形态和结构对纯钛搅拌摩擦焊动态再结晶过程进行分析,可揭示纯钛搅拌摩擦焊焊缝细化机理。钛搅拌摩擦产生的位错不能完全分解,遇到阻碍时,只能通过滑移和攀移继续运动,在多次搅拌摩擦作用下,位错堆积缠结,形成位错滑移堆积带,位错密度不断上升,产生新的晶界,从而形成细小晶粒,实现晶粒细化。
[1] LEVENS C, PETERS M. Titanium and titanium alloys[M].Cologne, Germany:Wiley-VCH, 2003.
[2] 高福洋,廖志谦,李文亚. 钛及钛合金焊接方法与研究现状[J]. 航空制造技术, 2012(23):86-90.
(GAO F Y, LIAO Z Q, LI W Y.Welding method and research of titanium and titanium alloy [J].Aeronautical Manufacturing Technology,2012(23):86-90.)
[3] 束彪,国旭明,张春旭.2195铝锂合金搅拌摩擦焊接头组织及性能[J].航空材料学报,2010,30(4):12-15.
(SHU B, GUO X M, ZHANG C X. Microstructures and properties of friction-stir welded joint of 2195 Al-Li alloy[J]. Journal of Aeronautical Materials, 2010, 30(4):12-15.)
[4] 高福洋,郁炎,蒋鹏,等, 铝钢异种金属搅拌摩擦焊搭接接头组织与性能研究[J].兵器材料科学与工程, 2016(2):88-92.
(GAO F Y, YU Y, JIANG P,etal. Microstructure and properties of friction stir welding joint of dissimilar metal aluminum and steel[J].Ordnance Material Science and Engineering,2016(2):88-92.)
[5] MISH R A,MA Z Y.Friction stir welding and processing [J].Materials Science and Engineering R,2005,50:1-78.
[6] FUJI I H, UEJI R, TAKADA Y,etal, Friction stir welding of ultrafine grained interstitial free steels[J].Materials Transactions, 2006, 47(1):239-242.
[7] THOMAS W M,THREADGILL P L, NICHOLAS E D. Feasibility of friction stir welding steel[J]. Science and Technology of Welding and Joining, 1999 (4):365-372.
[8] BARNES S J,BHATTI A R,STEUWER A,etal. Friction stir welding in hsla-65 steel:part I. Influence of weld speed and tool material on microstructural development [J].Metallurgical & Materials Transactions A, 2012, 43(7):2342-2355.
[9] FUJII H, CUI L, TSUJI N,etal.Friction stir welding of carbon steels[J].Materials Science & Engineering A, 2006, 429(1):50-57.
[10] UEJI R, FUJII H, CUI L,etal. Friction stir welding of ultrafine grained plain low-carbon steel formed by the marten site process[J]. Materials Science & Engineering A, 2006, 423(suppl 1/2):324-330.
[11] REYNOLDSA P, TANG W, GNAUPEL H T,etal. Structure, properties, and residual stress of 304L stainless steel friction stir welds [J]. Scripta Materialia, 2003,48(9):1289-1294.
[12] SATO Y S, NELSONT W, STERLING C. Recrystallization in type 304L stainless steel during friction stirring[J].Acta Materialia,2005,53(3):637-645.
[13] CHO J H, BOYCE D E, DAWSON P R. Modeling strain hardening and texture evolution in friction stir welding of stainless steel[J].Materials Science & Engineering A, 2005, 398(1/2):146-163.
[14] ISHIKAWA T, FUJII H, GENCHI K,etal. High quality-high speed friction stir welding of 304 austenitic stainless steel [J].ISIJ International, 2008, 94(11):539-544.
[15] ZHOU L, LIU H J, WU L Z. Texture of friction stir welded Ti-6Al-4V alloy[J].Trans Nonferrous Met Soc China,2014 (24):368-372.
[16] 李继忠,董春林,栾国红,等. TC4钛合金搅拌摩擦焊焊缝成形及微观组织研究[J].航空制造技术,2013(16):160-163.
(LI J Z, DONG C L, LUAN G H,etal. Weld appearance and microstructure in friction stir welding of Ti-6Al-4V titanium alloy[J].Aeronautical Manufacturing Technology, 2013(16):160-163.)
(责任编辑:徐永祥)
Mechanism of Grain Refinement of Pure Titanium by Friction Stir Welding
GAO Fuyang,YU Yan,LIU Zhiying,JIANG Peng,GUO Yufan
(Luoyang Ship Material Research Institute, Luoyang 471023, Henan, China)
Reliable connection of 5 mm pure titanium was achieved by friction stir welding, and the microstructure of the welded joint was studied by optical microscopy(OM), scanning electron microscopy(SEM) and transmission electron microscopy(TEM). The results show that the welded area can be divided into the weld nugget zone, thermo-mechanically affected zone, heat affected zone and base metal. According to the structure of each district, the dynamic recrystallization process of pure titanium during friction stir welding was analyzed. Because of high stacking fault energy, dislocations generated by friction stir of titanium cannot be completely decomposed. When there is a hindrance, it can continue to move only through slip and climb. By the effect of friction stir repeatedly, the dislocation tangles are accumulated and piled up, so the dislocation density continuously increases, which will produce new grain boundaries and form fine grains, and then the grain refinement is achieved.
pure titanium; friction stir welding; dynamic recrystallization
2016-04-06;
2016-05-12
国家自然科学基金(U1404502)
高福洋(1986—),男,硕士,主要从事特种焊接方法与接头组织性能方面的研究,(E-mail)gaofuyang@126.com。
10.11868/j.issn.1005-5053.2016.6.005
TG456.9;TG146.2.3
A
1005-5053(2016)06-0029-06