应用宏程序和VERICUT实现空间螺旋槽四轴数控加工
2016-11-16石从继
石从继
(武昌首义学院机电与自动化学院,湖北武汉430064)
应用宏程序和VERICUT实现空间螺旋槽四轴数控加工
石从继
(武昌首义学院机电与自动化学院,湖北武汉430064)
空间螺旋槽通常采用CAD/CAM软件自动编程方式实现,过程繁琐且零件造型复杂。通过分析第四轴加工坐标转换时,直线Y坐标值转化为回转坐标值A的数学推导过程,以此编写了空间螺旋槽的四轴数控加工宏程序,通过步距变量控制加工误差,经VERICUT仿真验证及实际机床加工,程序运行结果正确。通过赋值宏变量(螺旋槽半径、直线长度等),可以实现不同大小的圆柱面上加工多个不同尺寸大小的沟槽。
宏程序 VERICUT 四轴加工 螺旋槽
0 引言
在生产实践中,通常需要在某圆柱面上加工出沟槽形状零件,其数控程序编制常采用两种方法:普通手工编程和CAD/CAM自动编程。如果采用CAD/CAM软件自动编程,零件造型复杂、后置处理生成的G代码冗长、需要设计专门的机床后处器,且过程繁琐周期较长。如果采用普通手工编程,由于是四轴加工,数据计算量大且计算困难,较难实现。根据多年的数控编程经验,在圆柱面上加工沟槽形状零件,可以采用手工编程的高级形式-宏程序实现[1]。
1 宏程序概述
一组以子程序的形式存储并带有变量的程序称为宏程序。宏程序与普通数控程序相比较,普通程序的程序字为常量,一个程序只能描述一个几何形状,缺乏灵活性和适用性。宏程序是一种高级数控编程语言,与常见数控系统编程指令不同,程序中通常带有变量、运算符、表达式及循环语句等,运用宏指令对变量进行赋值、运算等处理,宏程序能执行一些有规律变化(如非圆二次曲线轮廓)的动作[2]。
2 空间螺旋槽零件四轴数控加工宏程序编写
2.1 加工工艺分析

图1 空间螺旋槽零件
如图1所示,在一圆柱面上(直径100 mm,长200 mm),加工四条空间螺旋槽,互成90°,均布在圆周上,每条螺旋槽槽宽20 mm,深3 mm,槽底有r=4 mm的圆弧,螺旋槽圈数为2,螺距为100 mm。显然,该零件加工需要A轴和X轴、Z轴(槽深方向周期进给)三轴联动才能实现加工,因此,该零件是在学校数控实训基地的一台配有FANUC l8M高速四轴立式加工中心机床上加工的,A轴为伺服驱动分度回转轴,采用Φ20R4的圆刀[3]。
2.2 宏程序编程步骤
2.2.1 绘制螺旋槽的二维展开直线
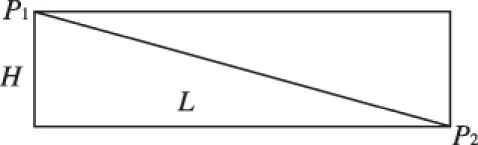
图2 螺旋槽平面展开图
该螺旋槽可看成是一条直线在直径为100 mm圆柱面上的投影,首先绘制出螺旋槽的引导线-螺旋线二维展开图,根据相关数据经过计算后,绘制螺旋槽展开矩形,矩形长L=π×D×n=628 mm,宽H=T×n=200 mm,式中D为螺旋槽直径mm,n为螺旋线圈数,T为螺旋槽螺距mm。连接矩形对角线,直线P1P2为螺旋槽的二维展开直线,P1为螺旋槽展开直线的起点,P2为螺旋槽展开直线的终点,如图2所示。
2.2.2 直线Y坐标值转换为A轴坐标值的计算
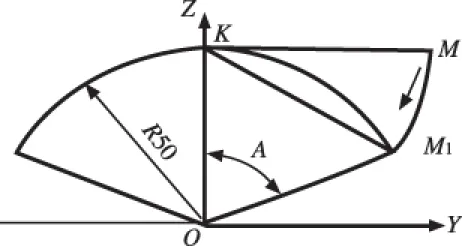
图3 直线Y轴坐标转化为A轴坐标的计算

当图2的直线段P1P2每个点的坐标x、y都已知时,可以用上面的公式计算出对应点的回转坐标A,从而将Y坐标转换成第四轴的回转坐标。
2.2.3 宏程序编写
通过以上的分析,设置程序编程原点在圆柱毛坯左端面最高点处,以P1点为直线起点,P2为直线的终点,编写出空间螺旋槽四轴数控加工的宏程序如下[8-9]:
N10 G54G40G49G80G90 /程序初始化
N20 G00 Z30.0 /刀具下刀到安全高度
N30 X0Y0A0 /下刀点定位
N40 M03S1000 /设定主轴顺时针转,转速1000r/min
N50 Z5.0 /刀具靠近工件上表面,开始切削加工
N60 #11=50.0 /定义变量,螺旋槽半径
N62 #1=0 /定义变量,直线段P1P2起点P1X坐标
N64 #2=0 /定义变量,直线段P1P2起点P1Y坐标
N66 #3=628 /定义变量,直线段P1P2终点P2X坐标
N68 #4=-200.0 /定义变量,直线段P1P2终点P2Y坐标
N70 #5=0.1 /定义变量,加工步距
N72 #6=#1-#3 /定义变量,直线段P1P2起点终点X坐标差值
N74 #7=#2-#4 /定义变量,直线段P1P2起点终点Y坐标差值
N80 #8=ABS[#6/#7] /定义变量,X向步距与Y向步距的比例
N90 #2=#2*180.0/#11/3.14 定义变量,直线段P1P2Y坐标值转换成第四轴回转坐标A
N100 G01 X#1Y0A#2F200 /切削加工
N110 Z-3 /Z轴下刀到预定深度
N120 #1=#1+#5 /新插补点X坐标
N130 #2=#2-#8*#5 /新插补点Y坐标
N140 IF[ABS[#1-#3]GT[#5/2.0]] GOTO90 /切削终点判断
N150 G00 Z50.0 /切削完成后,Z轴抬刀
N160 X0Y0 /XY轴回原点
N170 M05M30 /主轴停止,程序结束
程序说明:
①直线段P1P2在X向和Y向的步距是不相同的,因此,设置了变量#8,其作用是控制X向和Y向的步距比例,在经过相同的循环次数后,X、Y向走的距离是不同的,这样才能同时到达直线段的终点。
②当变量X(Y)与切削终点X(Y)坐标差值小于或等于1/2个步距时,程序循环结束,因此,加工误差最大值不超过1/2个步距。
③改变直线段P1P2起始点#1、#2和终点#3、#4的坐标值,改变变量#11的值,可以加工任意的直线段在不同半径的圆柱曲面上得到投影空间曲线。当变量#6或#7等于0时,此时直线段平行X轴或Y轴时,直线段在圆柱曲面上的投影曲线为直线或圆,这是一种特殊情况。
④当螺旋槽深度较深,Z轴需要分层切削时,修改上述程序,增加Z轴循环指令即可。
⑤以上宏程序是加工一条螺旋槽的数控程序,要加工另外3条螺旋槽,程序不变,只需要在程序执行前将毛坯旋转90°,分次执行该宏程序就可以满足加工要求。
2.3 VERICUT仿真加工

图4 VERICUT下创建的机床组件树及模型
VERICUT软件是由美国CGTECH公司开发的专用模拟数控机床加工仿真软件,它能够真实地模拟在加工过程中刀具的切削,加工零件、夹具、工作台及机床各轴的运动情况。参照我校数控实训基地18M四轴高速加工中心机床结构,首先在VERICUT下构建四轴机床模型(XR1000-1.mch)。除了构建机床的底座、工作台、主轴、XY轴外,重点进行A轴的模型设计,A轴作为一个回转部件,与夹具一起固定在工作台上。如图4所示是VERICUT下创建的机床组件树及毛坯、夹具等模型。
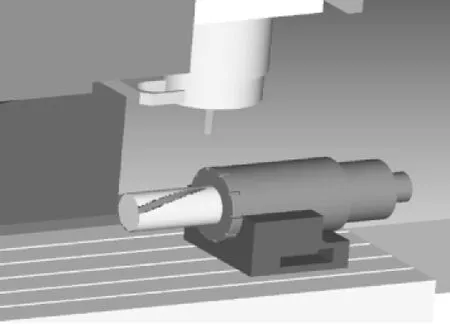
图5 VERICUT仿真加工效果图
根据机床配置,选择好机床控制文件(fan 180im.ctl),添加毛坯3D模型(Φ100长200的圆柱体),输入刀具装配件编号,导入宏程序文件后,点击仿真开始按钮,VERICUT软件进行宏程序数控加工仿真,可以赋值不同变量,仿真加工出多个不同尺寸的螺旋槽零件,结果如图5所示。
3 结论
四轴可以实现比三轴更复杂的零件加工,有效地扩大机床的工艺范围。空间螺旋槽的四轴数控加工宏程序编程的关健之一是建立螺旋线的数学方程,将空间问题转化为平面问题,其次是考虑第四轴加工坐标转换时,如何将直线Y坐标值转化为回转坐标值。通过赋值宏变量(螺旋槽半径、直线长度等),可以实现不同尺寸的圆柱面上加工多个不同尺寸的沟槽。根据直线坐标与回转坐标的转换原理,将文中直线段的四轴数控加工宏程序进行适当修改,可以实现圆、椭圆、双曲线等常见曲线在圆柱曲面上的投影加工。宏程序编程具有结构紧凑,语句简洁的特点,克服了手工编程不能加工复杂零件、自动编程程序臃肿、通用性差的弊端。
[1] 秦录芳,孙涛.用户宏程序和CAD/CAM在数控编程加工中的性能对比[J]. 现代制造技术与装备,2008(2):61-62.
[2] 石从继,周严.基于MasterCAM的螺旋槽四轴数控加工[J].制造业自动化,2011,33(7):38-39.
[3] 黄伟斌. 圆柱曲面上曲线的第四轴加工宏程序分析[J].CAD/CAM与制造业信息化,2011(11):68-72.
[4] 颜明西,王斌武. 宏程序在加工椭圆柱凸轮余弦曲线旋槽的应用[J]. 煤矿机械,2009,30(5):110-112.
[5] 曹巨江,李龙刚,夏田. 弧面分度凸轮宏程序数控编程的研究[J].机床与液压,2011,39(4):23-25.
[6] 朗永兵. 宏程序编程在球面法向圆弧槽五轴铣削加工中的应用[J]. 金属加工-冷加工,2012(1):52-54.
[7] 彼得·斯密德. FANUC数控系统用户宏程序与编程技巧[M]. 北京:化学工业出版社,2010.
[8] 杜军. 轻松掌握FANUC宏程序[M]. 北京:化学工业出版社,2011.
Four-axis NC machining of the spatial spiral groove with macro program and VERICUT
SHI Congji
Machining of the spatial spiral groove is usually completed with CAD/CAM automatic programming, which is complex and cumbersome. In this paper, we analyzed the process of converting Y coordinate values into rotary coordinate values when doing the fourth axis coordinate transformation. On this basis, we wrote the macro program for the four-axis NC machining of the spatial spiral groove. With machining errors controlled through step pitch variables, and VERICUT simulation and actual machining carried out, the results of the program were proved correct. Through assignment of the macro variables(spiral groove radius, line length, etc.), the machining of grooves of different sizes on columns of different sizes could be achieved.
macro program, VERICUT, four-axis machining, spiral groove
TH166
A
1002-6886(2016)05-0025-03
石从继(1979-),男,硕士,副教授,研究方向为CAD/CAM,数控加工与编程,已发表论文12篇。
2016-03-18
