五轴联动数控纤维缠绕机及其张力系统的设计
2016-11-16冯消冰吴任东袁朝龙焦玮
冯消冰,吴任东,袁朝龙,焦玮
(清华大学机械工程系,北京100084)
五轴联动数控纤维缠绕机及其张力系统的设计
冯消冰,吴任东,袁朝龙,焦玮
(清华大学机械工程系,北京100084)
五轴联动数控纤维缠绕机的研制成功,对缠绕工艺而言是一次技术性的飞跃。在一些复合材料缠绕成型工艺的研究中,一项重要的内容就是对施加在纤维上的张力进行精准地控制,以防止缠绕制品因张力的不合适而引起制品变形过大,从而降低制品强度和抗疲劳性能,影响制品的质量。本文的目的是研发一种新型的五轴数控纤维缠绕机,通过对五轴联动数控纤维缠绕机的整体结构的设计,以及对缠绕机张力控制系统的工作原理的分析和研究,设计了五轴联动数控纤维缠绕机的张力系统。该系统采用曲线拟合的数学描述方法实现对张力传感器的标定,再通过复合滤波消除干扰。该缠绕机在实际的使用过程中,精确且稳定,制品满足使用要求。
五轴 纤维 缠绕机 张力系统 导纱装置
0 引言
随着复合材料缠绕技术的发展,在航空航天领域,很多金属材料制成的关键结构件正在逐步地被复合材料缠绕制品所代替。但也由于一些制品缠绕工艺比较复杂,缠绕制品的质量难以保证,传统的复合材料缠绕工艺逐渐遭遇瓶颈。因此,开发五轴联动缠绕设备具有非常重要的意义[1]。
纤维缠绕成型工艺通常是指使连续纤维通过树脂胶槽浸胶,或直接采用预浸胶的纤维,按照一定的缠绕角度和规则缠绕到旋转的芯模上,然后再进行加热固化或常温下固化而形成一定形状制品的一种生产工艺[2]。
纤维缠绕技术仍是生产纤维制品的主要技术手段[3-5]。为了满足市场对不规则旋转体和非旋转体等纤维产品的需求,国内外均集中精力研发新型纤维缠绕机[6]。虽然新研发缠绕机能够缠绕出符合要求的产品,但生产缠绕机的成本也随之大幅增加[7]。在机械式缠绕设备的基础上,设计出一种新型五轴联动纤维缠绕机,可方便地缠绕出复合材料壳体类产品。该类缠绕机的性能有了很大的提升,功能完善,运行也非常可靠。
为了保证产品的质量,缠绕机的张力系统应具有稳定性和精确性,针对于复合材料发动机的缠绕张力精密控制的要求,本文提出了工控机控制,执行元件为力矩电机的张力控制系统方案,对五轴联动数控纤维缠绕机的张力控制系统进行了较为深入的研究。
1 五轴联动缠绕机整机设计
高效、优质、低成本一直是制造业所追求的目标,复合材料缠绕制品也是如此。航天类产品特点通常是多种型号与少批量的生产,其产品质量要求极其严格,且生产周期越短越好。因此在航天领域中,五轴数控纤维缠绕机能较大满足企业的发展要求。该五轴数控纤维缠绕机具有以下特点:第一,可设计性强,充分发挥复合材料各向异性的特点,减少冗余。第二,精度较高,尤其在开发出高精度的张力控制系统之后,缠绕制品的精度能达到较高的水平。第三,生产率大大提升,该设备具有自动化和高速化的特点,使得复合材料产品的生产率大幅度提高。第四,强度高,由于缠绕成型的纤维含量高,缠绕过程中纤维受张力的作用,给芯模以正压力,减少了材料中的气隙,有利于提高结构的强度。第五,具有整体成型的优点,减少了其他方法常遇到的拼接、联接等问题,改善了结构的抗疲劳性。
五轴联动数控纤维缠绕机主要包括主机、缠绕工艺CAD/CAM软件包、张力系统、温度控制系统、导纱浸胶系统等。
1.1 主要技术指标
五轴联动数控纤维缠绕机主要有五个基本运动坐标轴及一个随动坐标轴。缠绕机总体精度要求为:缠绕纱定位精度±0.1 mm,重复定位精度±0.1 mm。六个坐标轴的相关说明及其精度要求如下:
第1坐标轴为主轴转动,该轴为工件的回转中心。主轴旋转精度为±0.125°,重复定位精度为±0.125°。
第2坐标轴为小车做与工件回转中心平行运动的方向。小车的水平运动定位精度为±0.05 mm,重复定位精度为±0.05 mm。
第3坐标轴为伸臂做与工件回转中心垂直运动的方向。伸臂运动定位精度为±0.1 mm,重复定位精度为±0.1 mm。
第4坐标轴为吐丝嘴绕伸臂旋转运动的方向。吐丝嘴旋转定位精度为±0.25°,重复定位精度为±0.25°。
第5坐标轴为吐丝嘴以伸臂运动方向为基准做左右摆动运动的方向。吐丝嘴摆动定位精度为±0.25°,重复定位精度为±0.25°。

图1 六个坐标轴示意图
第6坐标轴(随动坐标轴)为纱架水平运动与小车水平运动配合运动的方向。详细如图1所示。
1.2 结构设计
芯模的主轴架在主轴支架上,由变频电机带动其转动。行走小车安装在小车轨道上,沿主轴轴线方向做直线往复运动。纤维张力施加机构安装在导纱装置上,纤维张力检测机构安装在张力施加机构与吐丝头之间,以便准确检测缠绕过程中纤维的张力信号。吐丝头伸臂安装在小车上,做沿主轴径向的伸缩运动。吐丝头回转机构安装在吐丝头伸臂上,设计总体图如图2所示。
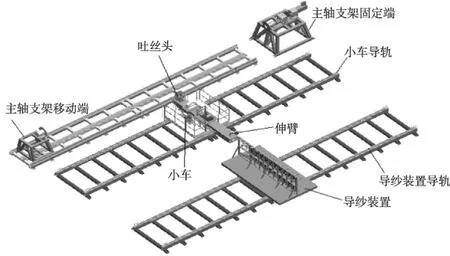
图2 五轴联动数控纤维缠绕机设计总图
主轴旋转动力由一个功率为32.5 kW、额定力矩为120 N·m的电机提供,电机输出的扭矩经减速器再经同步带轮传动装置驱动主轴旋转,主轴的相关设计参数如表1所示。

表1 主轴相关设计参数
旋转芯模通过主轴支架的固定端和移动端来夹持,通过卡盘与组件连接驱动芯模,主轴支架的固定端如图3。
小车的行走动力由一个功率为6.4 kW,额定力矩为 24.6 N·m的电机提供,电机输出的扭矩经减速器带动齿轮,齿轮在轨道的齿条上移动驱动小车做往返运动。小车的结构如图4所示。

图3 主轴支架固定端 图4 小车结构设计图

图5 伸臂结构设计图
缠绕封头时,为了保证吐丝嘴与芯模间的距离不变,需要设计一机构推动吐丝嘴纵向运动,此机构称为伸臂机构。伸臂的动力由一个功率为4 kW,额定力矩为16.3 N·m的电机提供。伸臂的结构如图5所示。
除了上述的主要部件的机械结构设计,还有移动顶架、移动顶架导轨、小车导轨、导纱装置、导纱装置导轨的结构设计。其中,导纱装置的结构将在第三节中提及,其作为张力系统的基础。
1.3 产品

图6 五轴联动数控纤维缠绕机
某型号发动机碳纤维壳体由于其缠绕工艺的特殊性,目前还没有一个能高效地实现缠绕的自动化,其制品缠绕工艺还处于三轴缠绕的阶段,产品尺寸、质量等不是很容易保证。近年来由于各方面的原因,该产品需求量大大增加,之前的缠绕方法远远不能满足需求,需要开发五轴数控纤维缠绕的自动化设备来改善当前的工作条件。图6所示的五轴数控纤维缠绕机是为开发该型号发动机碳纤维壳体的自动化缠绕设备而开发设计的。
2 导纱装置与排线布局方式
导纱装置由纱架、旋转盘、中间滚轮、小滚轮、中间纱架、分纱器组成[8-9]。
导纱装置的主要目的是避免纤维在缠绕过程中出现打结的现象,纤维可以平稳地抽出,并最终在吐丝嘴汇集在一起。通常在纱架上要将每团纤维分别出丝,这样就会使该设备的20团纤维能够平行地聚在一起,而不发生绕在一起的现象[10]。
2.1 导纱装置

图7 导纱装置
导纱装置用于放置纤维和疏导纤维。由于芯模旋转缠绕时的纤维是由多束纤维集束而成,所以纱架上设有多个纤维旋转盘[11]。该五轴数控纤维缠绕机的导纱装置上共设置了20个纤维旋转盘,可以快速气动卡紧每束纤维,如图7所示。
2.2 排线布局方式
纱团放置在纱架的每个旋转盘上,经中间滚轮、小滚轮、测力装置、换向滚轮、分纱器、浸脂系统浸树脂后进入吐丝嘴,再缠绕在旋转芯模上。为了防止纤维打结,20个旋转盘错落分布,同时运用了若干换向的导轮来将纤维分开,纤维的排线布局方式如图8所示。

图8 纤维的排线布局方案
3 张力系统
缠绕机的几项关键技术中,张力控制尤为重要,它直接影响纤维缠绕制品的质量。缠绕张力的具体数值是通过设计计算得来,而准确和稳定地施加张力,则完全取决于张力系统[12]。
张力系统如此重要主要是因为纤维缠绕制品的强度和抗疲劳性能与缠绕张力有密不可分的关系。如果张力比设计值小,缠绕制品的强度就会降低,壳体在受到内压时的变形较大,变形大会导致抗疲劳性能的降低。反之,如果张力过大,则会增加纤维的磨损程度,从而也会使缠绕制品的强度下降。如果张力控制不稳定,张力的波动较大,使各层纤维的初始应力与设计值不同,这样在壳体受内压时,各个纤维层就不能同时承载,导致整个壳体的强度下降[13]。
3.1 张力系统总体要求

图9 单位张力机构
由于缠绕张力是制品缠绕过程中最重要的物理参数之一,因此必须对其进行精密控制,本文提出了以力矩电机为执行元件的纤维张力控制方式,实现纤维缠绕张力的精密控制。纱架上的单位张力机构如图9所示。
在纱架上放置的团纱数量为20团。张力控制方法为双闭环电伺服张力控制,在保证各纱团间张力一致性前提下,能够对浸胶后的总束纱张力进行设定及控制。在必要时能够取消对浸胶后的总束纱张力的设定及控制,而单独对单个纱团的张力进行设定及控制,在该状态下应保持对总张力的检测和显示。
团纱抽纱方式为外抽,团纱固定后,要求可靠锁紧。团纱安装应采用气动快速装卡结构,能够迅速更换和安装内径分别为50 mm,54 mm,76 mm,95 mm的四种团纱,团纱最大外径为250 mm,最大长度为300 mm。
张力控制范围为(5 N~80 N)/团。当单团张力在5 N~10 N范围时,总张力设定值的输出波动应小于3%。当单团张力在10 N~80 N范围时,总张力设定值的输出波动应小于2%,各纱团间输出张力的差异小于2%。当各纱团张力设定值为同一值时,各纱团间输出张力的差异小于当前张力设定值的2%。
张力系统具有断纱探测和自动停车保护功能。控制结果数据管理及处理功能是对控制数据可进行显示、统计、备份、调入、调出及打印输出。具有快速和惯性速度变化的自动补偿,同时具有收线功能的双向伺服系统。
3.2 张力系统原理

图10 纱团与力矩电机
在复合材料缠绕成型的工艺中,需要使纤维具有稳定和精确的张力,这就需要在缠绕纤维上施加摩擦力或阻力,目前是通过以下三种方法来施加摩擦力或阻力。第一种方法是在缠绕材料表面设置摩擦辊,在纤维的缠绕过程中,由于芯模的旋转,缠绕纤维通过摩擦辊时必然产生摩擦力,摩擦力使得缠绕纤维形成张力。通过这种方法产生的缠绕纤维张力不随团纱的半径变化而变化,而且整个张力系统的结构比较简单。但由于摩擦辊对缠绕纤维的表面有正压力和摩擦力,因而对于一些材料是不适用的。第二种方法对团纱施加阻力矩,即团纱在输出纤维时,在放置团纱的旋转盘的中心轴上设置一个可产生阻力的装置,本方案中用的是力矩电机,如图10所示。在这种方法中,如果力矩电机的阻力矩一直不变,缠绕纤维的张力就会随着团纱半径变化而发生变化,由此产生的张力变化使得张力控制变得较为复杂,但目前通常使用的都是此类方法,本文中的五轴联动数控纤维缠绕机的张力控制系统就是采用的这种方式。第三种方法是在团纱与旋转的芯模之间设置一个制动器,依靠制动器的阻力来产生缠绕纤维的张力。在这种方法中,缠绕纤维的张力不随团纱的半径变化而变化,而且整个张力系统的控制相对简单。
依照不同的纤维缠绕工艺要求,张力系统的控制方法可分为直接张力控制与间接张力控制。前者的控制核心是微处理器,以此来实现复杂的控制算法,硬件选用张力传感器,通过张力的反馈来实现整个张力系统的闭环控制,直接张力控制适用于高精度、高速度的张力控制场合[14],系统原理如图11所示。间接张力控制是通过控制维持张力恒定的传动系统的电参数来实现张力控制,通常是采用恒功率控制或是最大力矩控制等方法,该类张力控制一般适用于要求不高的场合,可以实现一般张力控制的要求。

图11 直接张力控制系统原理
3.3 张力机构设计
3.3.1 施力机构
在张力控制系统的方案中,执行元件采用的是永磁式直流力矩电机。永磁式直流力矩电机主要有以下几个方面的特性,首先是反应速度比较快,机电时间常数仅为十几毫秒至几十毫秒,电磁时间常数仅为零点几毫秒至几毫秒。其次,机械特性以及调节特性的线性度好,永磁式直流力矩电机的转矩-电流特性具有很高的线性度。另外,通过消除齿隙的死区使得摩擦力矩减小,这使得系统特性的线性度提高,从而为电机的平稳运行创造了条件。再者,永磁式直流力矩电机可以保持在堵转的状态下长时间工作,直接带动大转矩负载以及低速负载,具有转矩和转速波动小等优点。最后,该力矩电机还可以直接驱动负载,不需要经过减速机构,因为机构紧凑从而避免了齿隙误差,同时提高了传动精度,系统运行可靠且维护方便,发出的机械噪音也比较小。纤维的缠绕张力是由前面所述的直流力矩电机工作在堵转状态下提供的,因此是由电机的堵转力矩提供缠绕张力,也是通过控制堵转力矩大小的方法来控制张力的大小。该力矩电机的性能参数为:0.5 kW / 3 000 rpm/ 1.6 N·m/ 1.3 A。
3.3.2 检测机构
跳线辊通常作为纤维缠绕机中的测力机构,可以通过跳线辊,将张力转化为对跳线辊跟随臂的拉力或压力,进一步可以将拉力或压力转变成位移,最终由位移传感器来检测。由于跳线辊作为测力机构时,把拉力或压力转变成位移是一个二阶系统,所以控制过程会变得相对复杂。
本张力机构外形是一个三角形受压测力装置,是由一个测力辊和两个导轮所构成,仅须把张力转换成为作用在测力辊上的压力,然后使用压力传感器来检测,通过这样的方式,可以使张力控制系统的阶数降低,总的来说,压力传感器相对于跳线辊更适合应用在高精度的张力系统中。
3.3.3 张力传感器的标定
理论上来讲,张力传感器系统由多个环节组成,由于各种参数的影响,张力传感器系统具有非线性特性,假设输入量x为标准设备产生的已知非电量(固定砝码的质量),而输出量y为张力值,故其输入量与输出量的关系可以用二次拟合方程表示:
y=ax2+bx+c
(1)
式中:a,b,c三系数由最小二乘法求得,可得下式:
(2)
(3)
求解式(3)即可得系数a,b,c, 即可完成张力传感器的标定。
3.4 张力控制算法简述
PID控制在计算机控制系统中是应用最广泛的一种调节规律。PID控制具有的优点有:参数整定方便、调节器结构直观,由于缠绕机控制对象的系统参数经常发生变化,导致精确的数学模型难以建立,所以运用现代控制理论分析要耗费很大的代价去进行模型辩识,还往往不能达到预期的效果,因此在缠绕机张力控制系统中采用PID调节器。
常规PID调节器的技术比较简单,其结构更改也很灵活,因此具有很大的适应性,是一种常用的控制技术,但由于常规PID调节器不具有在线参数整定的功能,所以它不能满足系统在不同偏差e及偏差变化率ec对PID参数的整定要求,这样就影响了控制的效果。
考虑到纤维缠绕机工作的特点以及工作环境干扰影响大的因素,并考虑到常规PID控制系统中三个控制参数人工整定比较麻烦,而且控制效果不理想,张力控制系统中应用了模糊自整定PID控制算法。
4 总结
缠绕机是复合材料壳体成型制造的基础工艺装备,可以使用缠绕机生产出高精度、高一致性、低消耗的较复杂的制品,这些优点是其它加工制造方法所不能比拟的。
缠绕加工中,纤维张力是重要的控制参数,对缠绕制品的质量影响很大。本项目针对碳纤维发动机壳体缠绕加工的实际状况,在深入分析系统需求的基础上,设计了五轴联动数控纤维缠绕机的张力系统。该系统采用曲线拟合的数学描述方法实现对张力传感器的标定,再通过复合滤波消除干扰,然后运用数据库技术管理组织数据。系统还采用多个传感器对每团纱的张力进行检测。整个系统的设计合理,人机界面友好,操作方便,目前已在某航天部门使用,在实际的使用过程中,该缠绕机精确且稳定,制品满足使用要求。通过该五轴数控纤维缠绕机成型的制品如图12所示。产品成型精度高、可设计性强。该碳纤维缠绕工艺的成品具有较好的品质,成型的碳纤维发动机壳体孔隙率低、纤维含量高,并且具有良好的机械性能,还将挥发性有毒气体的排放量控制在了最小的程度。

图12 五轴联动数控纤维缠绕机的产品
[1] 周云端. 专用缠绕机的开发与张力控制系统研究[D].西安:西北工业大学,2006.
[2] 徐岩.基于Pro/E的五轴数控缠绕机仿真及参数化设计[D].武汉:武汉理工大学,2006.
[3] Wilson B. Filament winding: the jump from aerospace to commercial frame[J]. SAMPE Journal,1997,33(3):25-30.
[4] 李海宁,史耀耀,赵建钊,等.复合材料布铺放缠绕机设计与控制技术研究[J].机械科学与技术,2008,27(7):966-970.
[5] 刘永纯.新型复合材料成型设备的进展[J].纤维复合材料,2011(1): 33-34.
[6] 陈云军,蒋秀明,杨公源.矩型构件缠绕机张力控制系统的设计与实现[J].天津工业大学学报,2012,31(5):77-80.
[7] 贠今天,刘娇龙,杨向红,等. 玻璃纤维缠绕机结构设计和芯模参数化设计[J]. 机械科学与技术,2015,34(1):103-106.
[8] 谭在鹏. FW-300-2型玻璃钢缠绕机缠绕线型及误差研究[D].大庆:大庆石油学院,2009.
[9] 刘雄亚,张恒.玻璃钢成型工艺[M].北京:中国建筑工业出版社,1990.
[10] 王吉彬. 罐形容器纤维缠绕机设计及仿真研究[D].哈尔滨:哈尔滨理工大学,2014.
[11] 凌志辉. 玻璃钢缠绕机PLC控制系统的设计[D].长沙:湖南大学,2014.
[12] 吴耀楚,姚天海,郭柏林.计算机控制纤维缠绕机概念设计[J].中国建材装备,1997(3):37-40.
[13] 徐平安. 复合环形气瓶缠绕张力及其控制系统的研究与设计大直径[D].长沙:中南大学,2009.
[14] 李敬华. 数控布带缠绕机设备改造及控制系统研究[D].西安:西北工业大学,2005.
Design of the five-axis NC fiber winding machine and its tension system
FENG Xiaobing, WU Rendong, YUAN Chaolong, JIAO Wei
The successful development of the five-axis NC fiber winding machine is a breakthrough of winding machines. In the process of the winding and shaping of composite material products, it is important to precisely control the tension on the fiber, so as not to deform the products and affect their quality. In this study, we designed a new-type five-axis NC fiber winding machine. Through analysis of the working principles of the tension control system, we designed a tension system that used curve fitting for tension sensor calibration, and composite filtering for interference elimination. The winding machine is accurate and stable in practice, and its products meet the production requirements.
five-axis, fiber, winding machine, tension system, creel
TP2
A
1002-6886(2016)05-0001-06
冯消冰(1981-),男,内蒙古呼和浩特市人,博士研究生,高级工程师,主要从事机电与复合材料结构方面的研究,获得市级科技进步奖三项,省部级科技进步奖一项。
2016-01-09
