浅谈掘进机回转台的焊接工装设计
2016-10-21刘玉荣
刘玉荣


【摘要】回转台作为掘进机的重要组成部件,其不仅连接着掘进机的本体架、截割部,实现了对截割部的升降与回转运动,更承受着来自截割煤石物料时所受到的复杂交变冲击载荷。也正因如此,回转台的生产制造质量直接决定了掘进机的整体使用性能。尤其是现如今在回转台的制造过程中往往存在着一些问题。因此,本文笔者结合个人实践工作经验与相关参考文献,从焊接工艺出发,设计出一种回转台焊接工装,以期为提高回转台制造质量,做有益的参考。
【关键词】掘进机;回转台;焊接;工装设计
前言
回转台的生产制造质量对掘进机的使用性能有着至关重要的影响,因此,提高回转台生产制造质量具有十分重要的现实意义。尤其是,我国国产的中小型掘进机,其回转台普遍采用钢板平焊工艺,因此,其焊接手段与焊接方法则成为决定掘进机回转台制造质量的关键所在。以下笔者即从焊接工艺出发,对目前回转台焊接所存在的问题进行粗浅探讨,提出回转台的焊接工装设计,以期通过工装设计提高焊接零件在定位上的准确性与尺寸上的精确度,进一步提高生产效率的同时,降低生产成本。
1.当前掘进机回转台焊接所存在的具体问题
我们都知道,掘进机回转台结构有三组联接孔,并与掘进机截割部、掘进机截割升降油缸、掘进机回转油缸分别连接。其上有一孔呈圆周分布,主要作用在于连接回转支承,并且通过回转支承将其固定在本体架上,图1为其具体的结构示意图。
笔者结合自身实践工作经验对回转台焊接过程中存在的问题加以总结,具体如下:第一,在焊接组对的定位上,缺乏足够的准确性,尤其是同一轴线上的四个耳板销轴孔,其圆心往往不在同一轴线上,具有较大差距。因此,在以往板材下料时,施工人员普遍都会在耳板销轴孔径上预留出20mm的加工余量,这样不仅浪费了加工工时,浪费了加工材料,也极大的降低了实际的生产效率;第二,在组对焊接耳板的实际过程中,耳板在焊接后往往会出现弯曲变形问题,耳板之间不仅不平行且存在角度,因此,在实际机械加工中,还需要在耳板端面预留出10mm~15mm的机械加工预留量;第三,回转台中心与四个耳板轴孔之间的相对尺寸不够准确且缺乏有效的定位约束,仅仅是依靠人工经验进行核定,所以,也常常出现轴孔预留量不足,无法进行后续加工的情况。
2.掘进机回转台焊接工装设计
针对上述回转台在焊接过程中存在的实际问题,以下在实际工作中我们研究设计出一种回转台辅助焊接工装,从而有效解决回转台焊接问题。
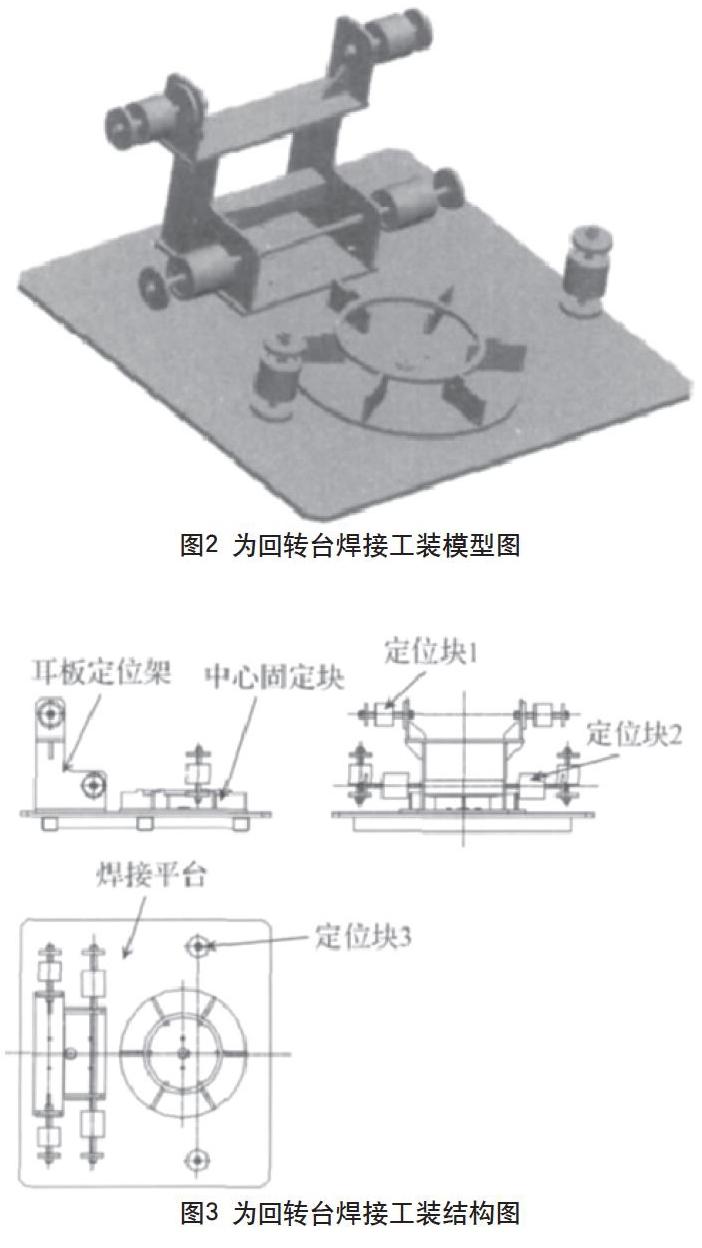
通过对回转台焊接工装结构图的分析,我们可以看到,焊接工装主要由焊接平台,中心固定架,耳板定位架,定位块1、2、3等部分共同组成。其中,耳板定位架是焊接结构,焊接后进行精确加工直至加工到规定要求的尺寸。上部精确加工轴孔的实际作用在于对回转台升降油缸的准确定位,下边轴孔的实际作用则在于对回转台电机内侧耳板的准确定位。至于两孔之间的相对尺寸确定,则应该结合回转台设计图纸的实际尺寸要求进行设定,设定之后进行位置固定并不在进行改变。耳板定位架底部有二个通孔、一个键槽,在焊接平台上可通过平键定位、螺栓、螺母紧固;中心固定架底部为圆形,焊有六个带止口定位的筋板,上部可使用圆环焊接起来,并在焊接平台之上使用同一个销轴与螺栓将其紧固。焊接平台的中线应该与中心固定架为同一中线,耳板固定架则对称布置在该中心线的左右两侧,并且确保中心固定架圆心与耳板定位架的轴孔位置始终不变,且平面方向的位置尺寸与回转台图纸设计尺寸相同;定位块1用于电机铰接孔定位,定位块2用于截割升降油缸铰接孔定位,定位块3用于截割回转油缸铰接孔定位。
使用方法具体如下所示:首先,我们在焊接平台之上紧固耳板定位架与中心固定架,并在中心固定架之上放置回转台上、下板,并由中心固定架上面的止口与回转台上、下板的内孔进行配合,予以定位,通过定位方法的目的在于避免上、下板出现前后窜动问题,从而不能找正与对齐。在回转台上板上竖直放置厚度大于耳孔间距的定位块3,并将耳板水平放置其上,用两端带有螺纹的轴,将定位塊3、水平耳板、回转台上板,穿连在一起,厚上、下压盖压紧,螺母紧固,避免出现升降油缸耳板左、右窜动。将各个活动的零件与零件点进行焊接,其根本目的在于确保回转台的上板轴孔能够与水平耳板轴孔实现同心,进而最大程度的减少在轴孔加工过程中需要的预留量。而将回转台上的两个电机,其内侧的耳板与耳板定位架下端的竖版端面紧密的贴合在一起,并用另外一根两端都带有螺纹的长轴,把外侧耳板与定位块2穿连在一起,通过两端压盖、螺母定位等工序进行紧固,后焊接。使用长轴穿连的意义主要在于,确保回转台左、右两侧的电机,在焊接后轴孔始终同心,从而降低机械加工过程中的预留量。在两个升降油缸铰接孔内侧耳板定位中,主要采用定位块1,其实际作用在于控制焊接过程中回转台两侧的升降油缸耳板可能会出现的焊接变形。图4为组对完成的回转台,其作用在于对回转台各个加工面进行定位。对回转台进行焊接是最后一个环节,而受到工装紧固定位的回转台,在整个焊接的过程中可能发生变形的情况相对较低,耳板也不会产生弯曲变形问题。整个回转台基本焊接完成后,还应采取振动的方式,消除回转台的应力效应。之后则可将回转台从工装设计上取下,焊接那些不易发生变形的部位,以此提高回转台的整体焊接质量。这里需要注意的是,实际的操作人员在进行焊接施工时,必须要先对图纸的基本情况进行详细的了解与掌握,从而做到对焊接顺序的合理安全,避免在焊接过程之中出现焊接死角。对于该工装设计而言,其结构不仅简单、易于操作,更可进行循环使用。尤其是利用该工装设计,对回转台进行焊接制造,其加工尺寸完全符合设计图纸的根本需求,并且回转台各孔的定位尺寸十分准确,同轴度高,大大的降低了机械加工预留量的问题,且焊接变形小,具有十分显著的经济效益与实际应用价值。
结束语
综上所述,本文笔者对掘进机回转台的焊接工装设计进行了粗浅的探讨,也希望通过本文笔者的粗浅阐述,能够让更多的人们更加清楚的认识到,回转台作为掘进机的重要组成部件,其生产制造质量直接决定了掘进机的实际使用性能。因此,不断的优化与完善回转台的生产制造质量,提高其焊接手段与焊接方法,则成为当前所有掘进机生产制造企业所面临的重要课题,也成为今后掘进机生产制造企业立志要不断完善与攻克的重要任务。而本文笔者提出回转台的焊接工装设计也旨在进一步清楚剖析回转台焊接工装设计工艺的同时,能够为广大同行在今后的生产制造过程中,提供更多的有益的参考意见,并且在今后的实际工作中为广大同行做有益的借鉴,从而做好掘进机生产制造工艺,促进我国工业行业的稳步发展,促进我国国民经济的稳步提高能够做出有益的建议。
参考文献
[1]马吉生.基于有限元分析的掘进机回转台研究[J].煤矿机械,2014(11).
[2]杨阳,吉晓冬,杨子贤,黄向玉,吴淼.掘进机回转台振动信号状态监测和分析[J].煤炭工程,2015(08).
[3]蔡文安,杨兆建,王义亮,王焱金.悬臂式掘进机回转台的运动仿真与有限元分析[J].煤矿机械,2014(11).
[4]张磊,陈显然.悬臂式掘进机回转台铸造工艺研究[J].热加工工艺,2014(11).
[5]曹杰.EBH-120型掘进机回转台的设计[J]. 矿山机械,2008(01).
[6]张安宁,彭树权,梁超,夏彬,尹中会.基于Cosmos的EBZ255掘进机回转台力学特性及有限元分析[J].煤矿机械,2009(10).
[7]程佳,毛君,关满杰,张凯.EBZ-160型掘进机回转台的有限元应力分析[J].煤矿机械,2008(11).
