开炼机绿色塑炼参数建模及多目标优化
2016-10-13王其东朱立红胡金芳
张 良 王其东 朱立红 胡金芳
合肥工业大学,合肥,230009
开炼机绿色塑炼参数建模及多目标优化
张良王其东朱立红胡金芳
合肥工业大学,合肥,230009
通过对开炼机塑炼过程的效率和能耗分析,构建了塑炼过程门尼黏度目标函数和碳排放目标函数。考虑塑炼过程中开炼机性能和塑炼参数的实际约束条件,建立以辊筒线速度、辊筒间距和辊筒速比为优化变量,以最小门尼黏度和最低碳排放为目标的多目标模型和量纲一单目标模型。应用改进遗传算法对优化模型进行寻优求解。通过具体实例验证了所建多目标优化模型的有效性和量纲一单目标模型的准确性,并对优化结果和优化变量的灵敏度进行了分析。
开炼机;塑炼参数;碳排放;多目标优化;遗传算法
0 引言
塑炼是橡胶制品生产过程中的一个重要的加工过程[1]。在开炼机塑炼过程中,塑炼参数的合理选择对提高橡胶企业的生产效率、降低生产成本、保障产品质量等有着重要的意义。以往,橡胶企业在实际生产过程中,一般只关注生产效率、生产成本和产品质量。随着环境问题日益凸显,越来越多的橡胶企业开始重视环境保护和节能减排工作。在橡胶制品加工过程中,废气排放主要来源于塑炼和硫化工序,这两道工序的排放量占总排放量的90%[2]。因此,在保证产品质量、降低生产过程中碳排放的目标前提下,如何合理选择生产设备和加工工艺参数成为众多橡胶企业的一个迫切需要解决的实际工程问题。
目前,针对加工工艺参数优化决策问题,国内外有不少学者进行了研究。在机械加工方面,文献[3-10]主要从最低能耗、最大材料去除率、最小生产成本、最优表面加工质量等方面进行研究,建立单一目标的优化模型;文献[11-12]主要从成本、利润、效率、能耗等方面建立多个目标函数,并运用遗传算法、蚁群算法、粒子群算法等优化算法进行多目标优化。上述研究中,单目标优化已经不能满足现代工艺优化的需求;多目标优化主要满足高效、环保的需求,而忽略了产品的加工质量。在橡胶塑炼加工参数优化方面,相关的文献报道较少,主要集中在国内。王冠中[13-14]运用神经网络方法,建立了预测门尼黏度的橡胶开炼机塑炼工艺参数计算模型,并将计算结果与实验结果进行对比,但他未对塑炼加工参数优化进行深入研究;谢清国[15]采用正交试验法对橡胶加工质量进行了开炼机工艺参数优化,验证了低温一次法炼胶与传统多段混炼方法相较在效率、炼胶质量等方面的优越性,但该研究仅对橡胶加工质量进行试验优化,未进行理论分析和研究;曾宪奎等[16]、宋国宗[17]通过BP神经网络建立橡胶塑炼工艺参数与塑炼质量指标之间的映射关系,运用遗传算法进行目标优化,并通过正交试验法验证了遗传算法最优工艺参数组合优于极差分析法最优工艺参数组合,但该研究仅考虑塑炼加工质量单一目标,未能涉及塑炼加工过程中的能耗和污染问题,不符合绿色加工的要求。
本文以加工质量和环境影响为综合优化目标,对开炼机进行塑炼过程中工艺参数优化问题研究。建立了塑炼工艺参数数学模型,该模型以保障加工质量为前提,把碳排放最低作为优化目标,以开炼机设备和塑炼过程的实际情况为约束,运用遗传算法对所建数学模型进行寻优求解,通过实例对该模型的有效性进行验证。
1 塑炼参数优化模型的建立
1.1优化变量
在开炼机对橡胶材料进行低温塑炼时,辊筒线速度(即前辊筒线速度)v2、辊距(前后两辊筒之间的最小距离)e和辊筒速比(前后两辊筒线速度之比)f是塑炼过程中重要的操作变量。这三个变量的值密切关系到开炼机的加工能力、加工效率和能量消耗。因此,将辊筒线速度v2、辊距e和辊筒速比f作为优化变量。
1.2优化目标函数
保证产品质量、提高生产效率是企业生存基础;减少排放污染、满足环境和社会的可持续发展是企业发展的前提,因此,需以保证塑炼过程中的橡胶性能为前提,优化塑炼过程的碳排放量[18],以满足绿色塑炼的工艺要求。
1.2.1塑炼过程门尼黏度目标函数
塑炼过程中,胶料的质量指标为门尼黏度、炭黑分散度、300%定伸应力、拉伸强度、撕裂强度等指标。其中,门尼黏度是尤其重要的质量指标[15,19]。在开炼机工作过程中,辊筒横压力的大小直接关系到胶料的门尼黏度[20]。如果将两辊筒间隙内的胶料视为牛顿型流体,根据流体动力理论中的Navier-Stokes方程式,可以近似获得胶料对辊筒的横压力:
(1)
式中,P为横压力;L为辊筒的工作长度;D为辊筒直径;Kp为剪切系数,根据经验,取Kp=200N/cm2。
根据文献[21]提供的方法,胶料门尼黏度函数的数学模型可以近似地表示为
(2)
式中,U为门尼黏度;h1为供料厚度。
1.2.2塑炼过程碳排放函数
塑炼过程的碳排放主要包括加工过程消耗原材料引起的碳排放Cy、消耗电能引起的碳排放Cd、塑炼过程中产生边角料的后期处理引起的碳排放Cb、塑炼过程产生废气和废水的后期处理引起的碳排放Cq和Cw,如图1所示(图中“+”为碳排放量叠加)。
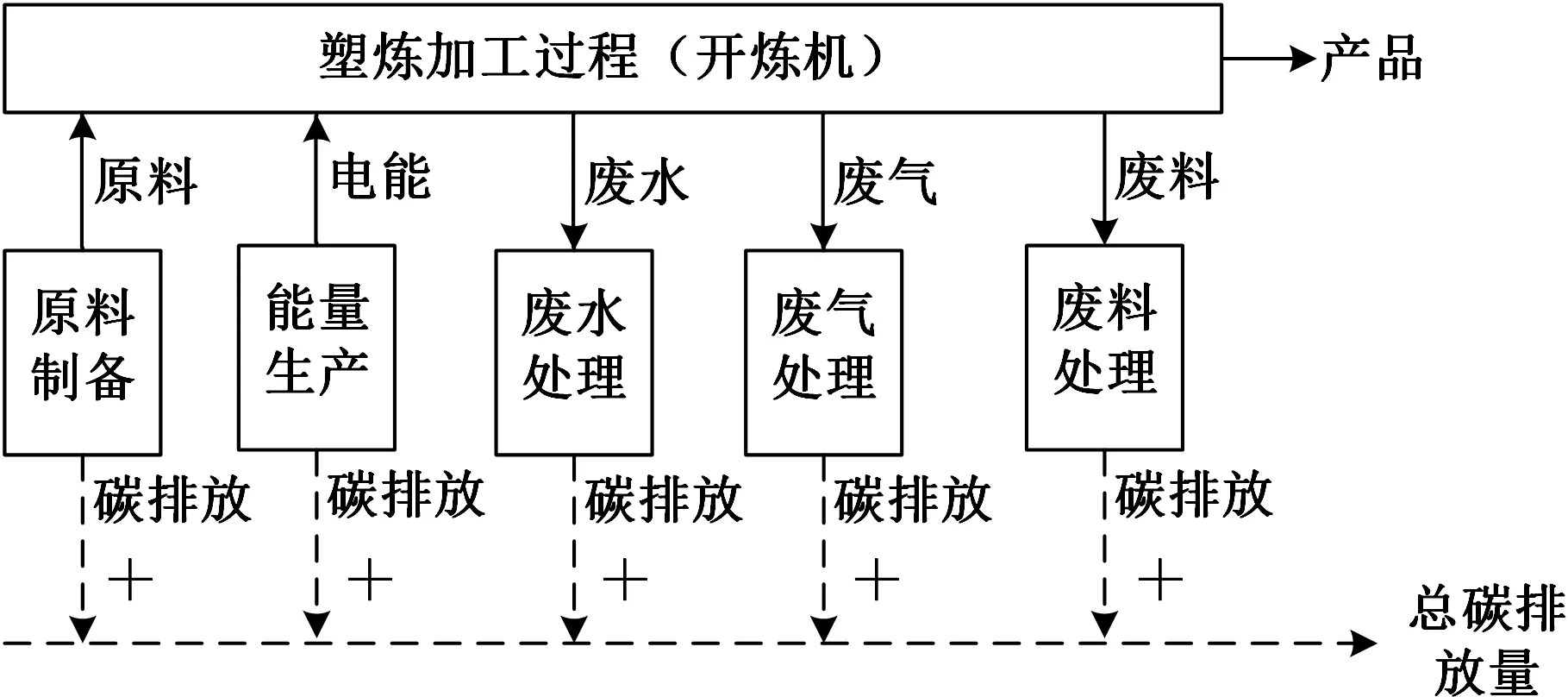
图1 塑炼过程碳排放构成图
塑炼过程对原材料消耗引起的碳排放Cy和废料后处理碳排放Cb优化所作的贡献非常有限,因此,对于塑炼过程参数优化问题,碳排放主要应考虑塑炼过程中电能消耗引起的碳排放Cd,废气处理引起的碳排放Cq,废水处理引起的碳排放Cw,由此塑炼过程碳排放Ca可以表示为上述三部分碳排放之和,如下式所示:
Ca=Cd+Cq+Cw
(3)
1.2.2.1电能引起的碳排放Cd
在塑炼过程中,需要消耗大量电能。塑炼过程由电能消耗而引起的碳排放计算公式如下:
Cd=Fd,CO2Ed
(4)
式中,Fd,CO2为电能的碳排放因子,kg/(kW·h);Ed为塑炼过程电能消耗量。
(1)电能碳排放因子Fd,CO2的确定。电能碳排放因子与电网的构成有着密切的关系。表1是国家发展改革委员会应对气候变化司2014年公布的中国几大电网的排放因子[22]。本文采用几大电网排放因子的平均值0.5412kg/(kW·h)作为电能碳排放因子。

表1 全国各区域电网碳排放因子
(2)塑炼时间T0的确定。根据文献[23]的研究,在开炼机塑炼过程的时间T0内,开炼机的状态主要可分为塑炼作业和空载两种状态。开炼机由空载状态进入工作状态时,会产生瞬时塑炼状态,之后才进入稳定塑炼状态。因此,塑炼作业状态又可细分为瞬时塑炼状态和稳定塑炼状态。对应塑炼过程的三种状态,塑炼时间可划分为三个时间段,表示如下:
T0=Tk+Tw+Ts
(5)
式中,Tk为空载时间;Tw为稳定塑炼时间;Ts为瞬时塑炼时间。
由于塑炼时间受多种因素的影响,主要取决于物料性质、设备参数和工艺要求等,到目前尚无公认的时间计算方法。一般依据经验,塑炼时间T0控制在20~40 min,稳定塑炼时间Tw约占总时间的70%,瞬时塑炼时间Ts约占塑炼时间T0的六分之一。
(3)塑炼过程电能消耗量Ed的确定。在塑炼时间T0内,开炼机总的输入功率Pi分为三部分:空载功率Pk、瞬时塑炼功率Ps、稳定塑炼功率Pw。因此,在忽略一些微小波动的情况下,可近似地得到开炼机动态运行时能量平衡方程:
Ed=PiT0=PkTk+PwTw+PsTs
(6)
开炼机空载功率主要用于抵消动力传递过程中的啮合功率损失、轴承摩擦功率损失和液力功率损失[24]。根据文献[25-26]可近似得到开炼机空载功率Pk和瞬时塑炼功率Ps:
(7)
Ps=bsPw
(8)
式中,Pkd为开炼机最小空载功率;a1、a2为辊筒的转速系数;bs为瞬时功率系数,根据经验,bs=2。
由辊筒横压力可得胶料受到的剪切力:
Tj=Ptanρ
(9)
式中,ρ为摩擦角,5°≤ρ≤10°,本文计算中取ρ=7°。
由剪切力、剪切速度和稳定塑炼时间可得到稳定塑炼功率Pw:
Pw=(f2-1)v2DLKp(tanρ)Tw/(1.2×105e)
(10)
将式(6)、式(7)、式(8)和式(10)代入式(4)中,可得开炼机塑炼过程中电能引起的碳排放量:
Cd=Fd,CO2Ed=Fd,CO2PkTk+Fd,CO2PwTw+
Fd,CO2PsTs=Cdw+Cdk+Cds=
(f2-1)v2DLKp(tanρ)/(1.2×105e)
(11)
式中,Cdw、Cdk、Cds分别为稳定、空载和瞬时塑炼时的碳排放量。
1.2.2.2废气处理碳排放
橡胶材料在塑炼过程中,排放的废气污染物主要为粉尘颗粒物、CS2和非甲烷总烃[2]。一般采用集气罩收集、物理吸附,然后借助风机将处理过的废气排入大气。这一过程的碳排放主要来源于风机的能耗。故可得到废气处理碳排放表达式如下:
Cq=Fd,CO2PfjT0/60
(12)
式中,Pfj为风机的额定功率。
1.2.2.3废水处理碳排放
橡胶制品企业中的废水主要是用于冷却的循环水,其水质污染物所占比重较少,其主要成分是水。参考文献[27]中废水处理碳排放因子的确定方法,获得废水处理的碳排放因子为0.2 kg/L。本文计算时采用该值。废水处理碳排放计算采用在其循环周期内按时间标准折算到加工过程的分配方法,可简化为一个塑炼工序时间的碳排放。具体计算方法如下:
Cw=0.2KDLT0/60
(13)
式中,K为捏炼容量经验系数,一般取0.0065~0.0085。
将式(11)~式(13)代入式(3),可得到塑炼工序中的碳排放函数为
Ca=Cd+Cq+Cw=

(14)
1.3约束条件
在开炼机的实际工作中,塑炼参数的取值要受到所选开炼机辊筒线速度范围、速比范围、辊距范围等条件的限制,必须在满足限制条件的范围内取值。其中,辊筒线速度必须处于最小线速度v2min和最大线速度v2max之间;速比必须在开炼机允许的最小速比fmin和最大速比fmax之间;辊距必须在开炼机允许的最小辊距emin和最大辊距emax之间;开炼机瞬时功率应小于规定的最大有效塑炼功率Pmax。由此得到开炼机塑炼过程的多目标优化数学模型如下:
minF(v2,e,f)=(minU,minCa)
(15)
(16)
式中,η为开炼机有效功率系数。
2 基于遗传算法的多目标优化
2.1多目标函数的优化表达
在进行多目标优化求解时,有时会得到多组解。为了获得最优解,一般采用两种方式,一种方式是从多组解中选出一组解作为最优解;另一种方式是将多目标的优化问题转化为单目标问题进行求解。本文采用加权求和法将多目标优化问题转化为单目标优化问题进行求解。转化后的单目标函数为
minF(v2,e,f)=min (r1U+r2Ca)
式中,r1、r2为权系数,并且r1+r2=1,可以采用模糊评价法、层次分析法、粗集理论等方法得到。
对门尼黏度目标函数和碳排放目标函数进行量纲一化处理,具体方法如下:
式中,Umin、Umax分别为单目标门尼黏度函数优化的最小值和最大值;Cmin、Cmax分别为单目标碳排放函数优化的最小值和最大值。
量纲一化后的单目标优化函数为

(17)
2.2遗传算法优化过程
将Pareto的概念与遗传算法相结合[28],在遗传算法的基础上,增加了群体排序、小生境、适应值共享机制等技术,对开炼机塑炼参数进行多目标优化,其算法程序如图2所示,其中选取最大代数G=100,种群的规模为100,采用十进制编码,杂交概率为0.7,变异概率为0.05。
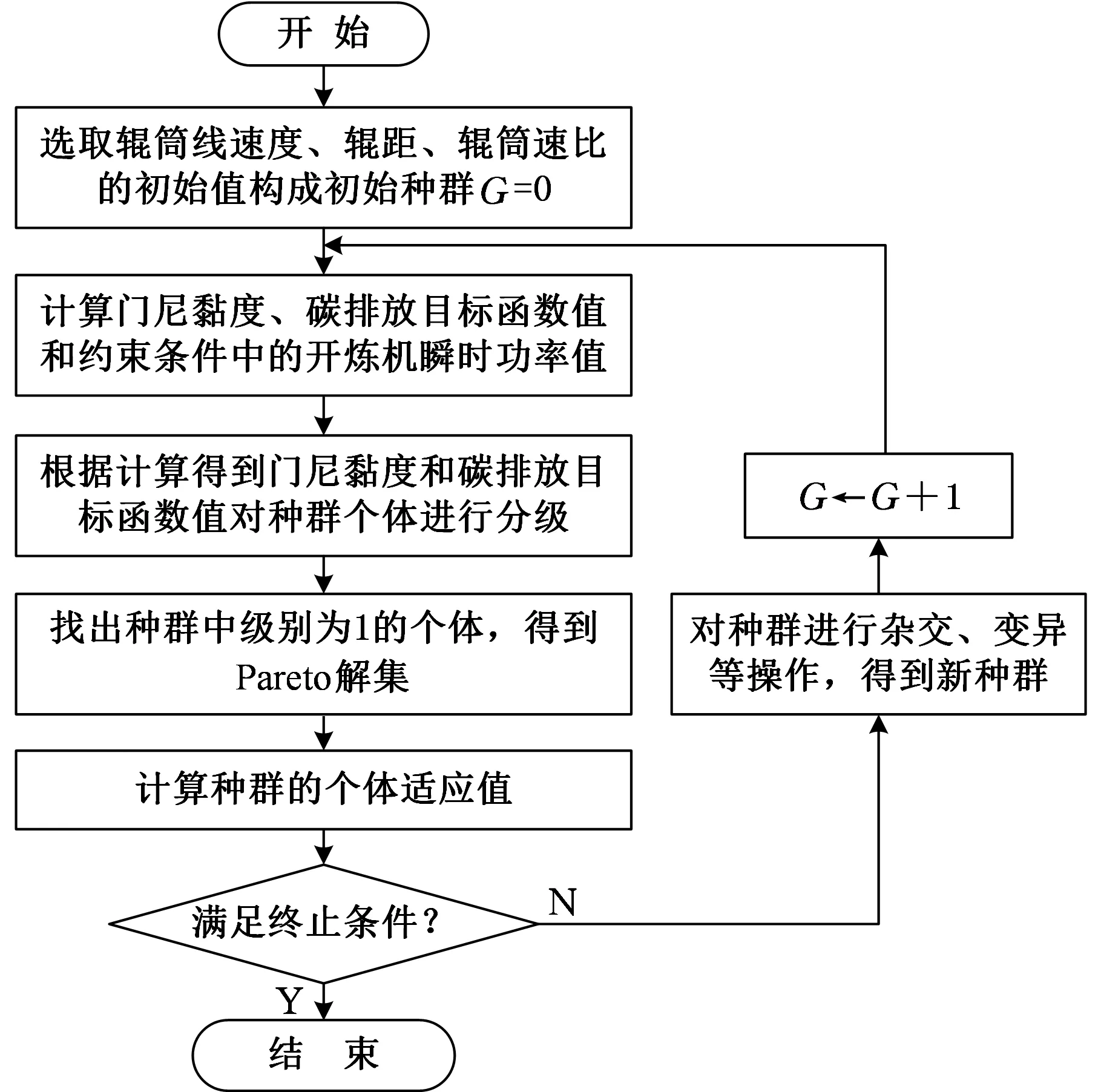
图2 优化算法流程图
3 优化实例验证
以在某型号开炼机上塑炼某品牌661型空气弹簧胶料为例验证前文所建优化模型的有效性。
3.1实验条件
实验所用开炼机基本参数如表2所示。
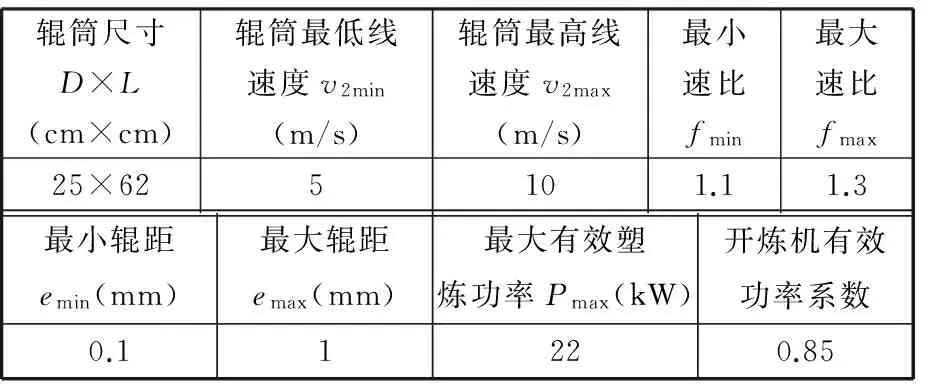
表2 开炼机规格参数
实验用661型空气弹簧,质量为12 kg。其他计算相关参数和系数见表3~表5。表中数据来源于橡胶加工企业。

表3 计算相关参数和系数

表4 塑炼参数初始值

表5 塑炼时间参数 min
3.2优化结果及分析
利用MATLAB工具箱编写程序进行优化计算。利用层次分析法可得式(17)中的权重值,r1=r2=0.5。本实例对量纲一化处理后的单目标优化结果如表6所示。
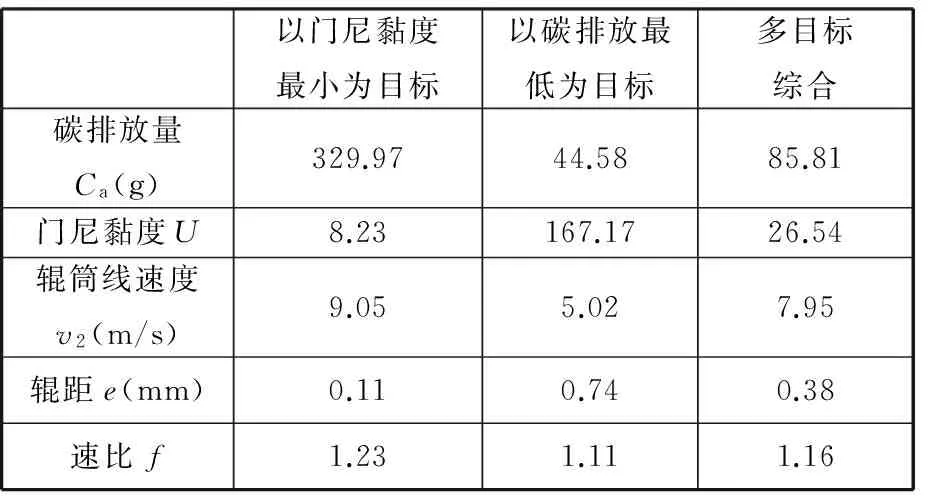
表6 单目标函数优化结果
分析表6和图3可知,和单一目标优化相比,对门尼黏度和碳排放量进行多目标综合优化效果较为明显;以门尼黏度最小为目标时,辊筒线速度最快,速比最大,辊距最小,开炼机的稳定塑炼功率和瞬时塑炼功率均较大,碳排放量也相对较大,但其门尼黏度最低;以碳排放最低为目标时,辊筒线速度最低,速比最小,辊距较大,导致开炼机的稳定塑炼功率和瞬时塑炼功率均最小,使得开炼机耗能引起的碳排放量最小,但门尼黏度较大;而多目标综合优化时,塑炼过程的门尼黏度值和碳排放量介于两者之间,是在保证较低的门尼黏度的情况下,碳排放量最少,因此综合目标最优。
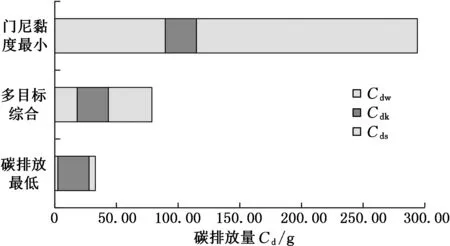
图3 不同塑炼参数下的电能引起的碳排放量构成
本实例对式(15)和式(16)直接进行多目标优化获得三组解,结果如表7所示。
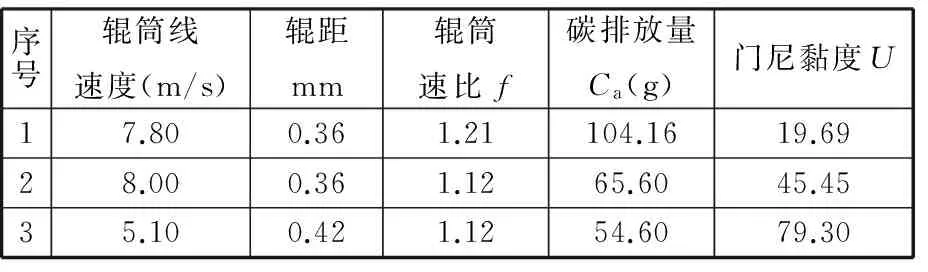
表7 多目标函数优化结果
将表7中的三组解两两进行加权求和,权重值取r1=r2=0.5,结果见表8。
将表8中的三组解与表6中综合优化目标的结果进行比较可知,加权后的三组解中只有第一组解与单目标函数综合优化结果相近,碳排放相近度达99%,而门尼黏度值却有22.7%的差距。可见,本例中使用量纲一化后的单目标优化效果较好。
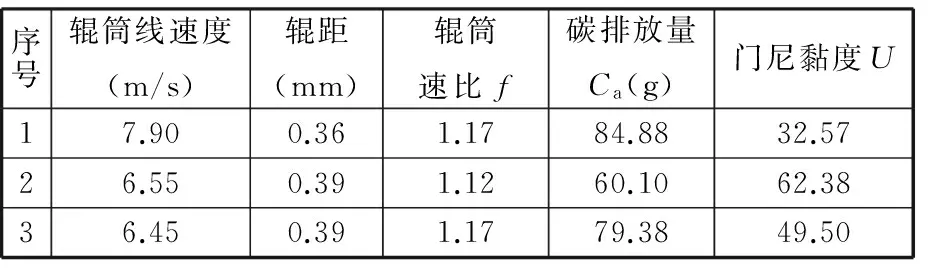
表8 加权后的结果
3.3灵敏度分析
为了分析三个优化变量在优化区间内取不同值时对目标函数的影响程度,将各优化变量的大小增加10%,比较目标函数的变化程度,结果如图4~图6所示。根据正交试验法的原则,分别从图4~图6中选取部分参数值来定量分析灵敏度,结果如表9所示。

图4 目标函数值随辊距变化
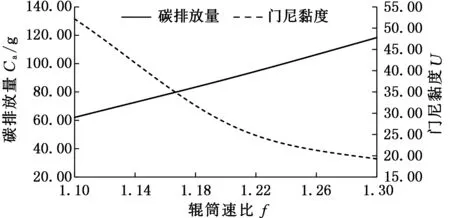
图5 目标函数值随速比变化
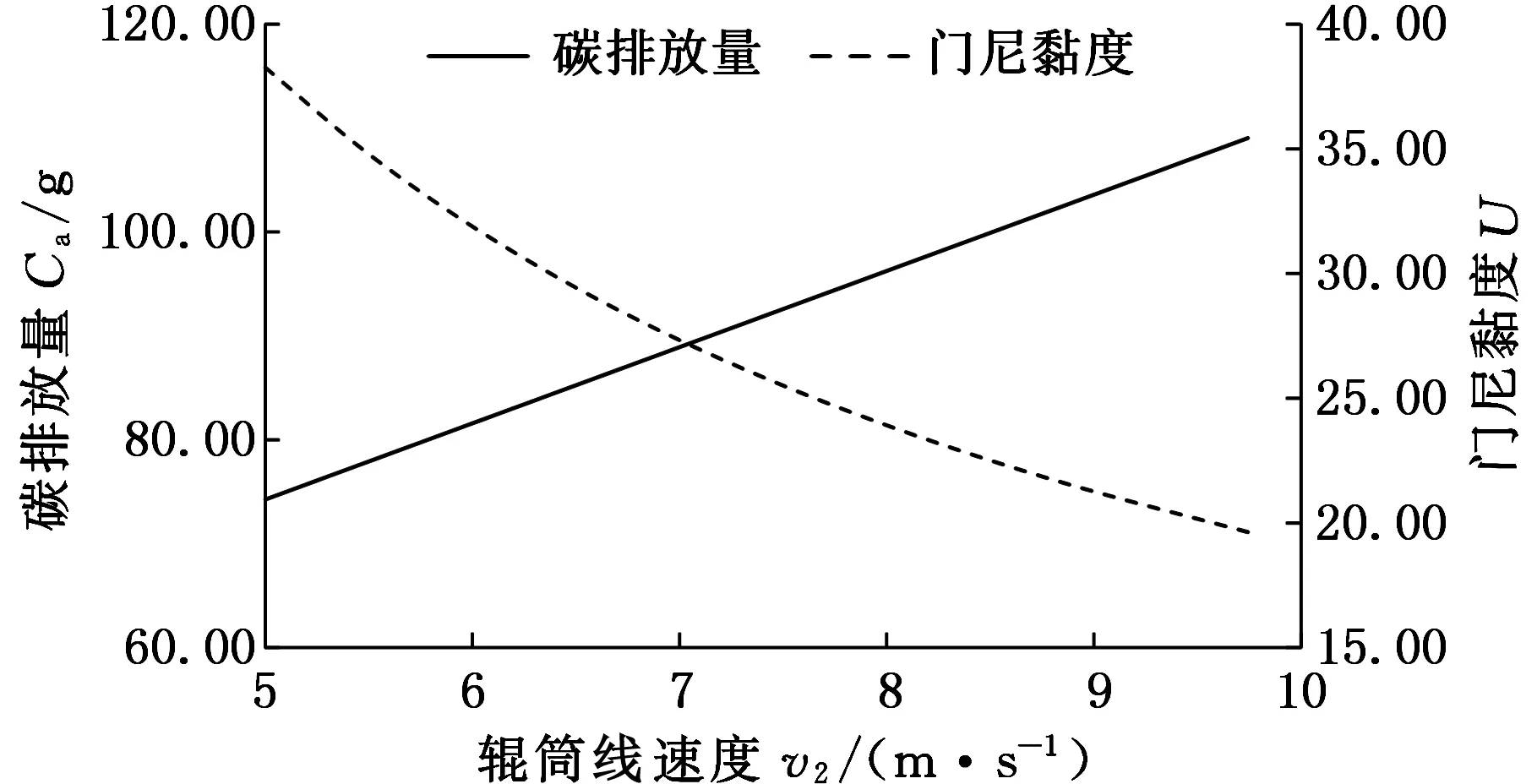
图6 目标函数值随辊筒线速度变化
图4~图6表示了各个优化变量值在优化区间内单调递增时,碳排放量和门尼黏度变化趋势。由图4可以看出,随着辊距的增大,两辊轮间的剪切力减小,门尼黏度呈现逐渐增大趋势。同时,开炼机功率减小,碳排放量也随之减小;分析图5可知,随着辊筒速比增加,两辊轮间的剪切力增大,门尼黏度随之减小。同时可知,开炼机功率增大,碳排放量呈现逐渐增大趋势;由图6可以看出,随着辊筒线速度的增大,门尼黏度呈现减小趋势,碳排放量呈现单调增加趋势。
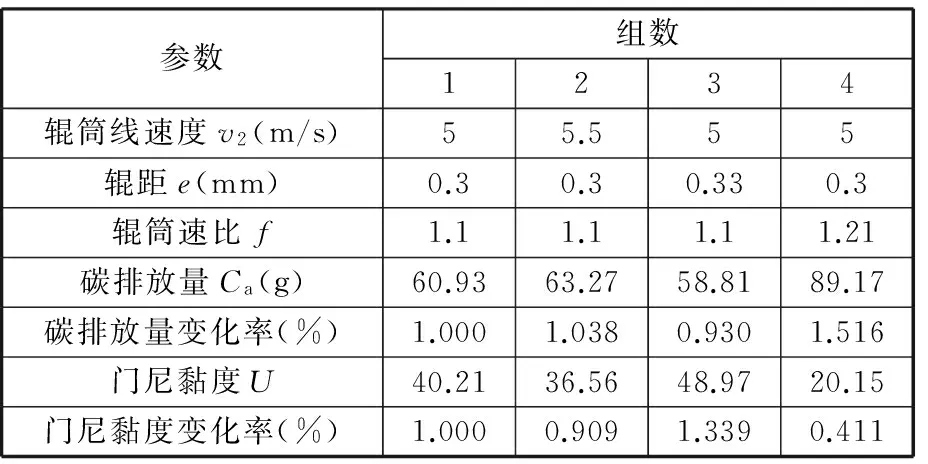
表9 灵敏度分析选用的部分变量数值
分析表9可知,当速比增大10%时,碳排量增大51.6%,门尼黏度减小58.9%;当辊距增大10%时,碳排量减小7%,门尼黏度增大33.9%;当辊筒线速度增大10%时,碳排放量增大3.8%,门尼黏度减小8.9%。
由图4~图6和表9的分析可知,速比对碳排放量和门尼黏度的影响最大,辊距对门尼黏度的影响也较大,辊筒线速度对碳排放量和门尼黏度的影响均较小。因此,在以门尼黏度和碳排放量为目标时应选择速比的中间值、较小的辊距和辊筒线速度。
4 结语
本文建立了一种基于加工质量的绿色塑炼参数优化模型。在分析开炼机低温塑炼过程的基础上,选取辊筒线速度、辊距和辊筒速比为优化变量,以门尼黏度和塑炼过程碳排放为优化目标,门尼黏度用来对胶料加工质量进行评价,碳排放量表明了对塑炼过程绿色化的诉求。结合塑炼过程开炼机功率的约束,引入各优化变量合理取值范围,利用Pareto遗传算法对模型进行寻优求解,通过具体实例,对多目标优化结果和量纲一化后的单目标优化结果进行对比,验证了模型的有效性。通过定量计算,进一步分析了不同优化变量对目标函数的灵敏度,为橡胶加工企业保质、低碳环保诉求提供了一种有效的理论计算方法。研究结果表明,本方法对保证加工质量、降低碳排放有一定的工程应用价值。
本方法仅针对低温塑炼工艺的参数优化,下一步将重点研究包含塑炼时间和温度的多目标优化方法。
[1]吕百龄.实用橡胶手册[M].北京:化学工业出版社,2010.
[2]丁学锋,张慧君,曹睿.橡胶制品工业工艺废气排放因子探讨——以轮胎企业为例[J].四川环境,2013,32(6):83-86.
DingXuefeng,ZhangHuijun,CaoRui.DiscussiononWasteGasEmissionFactorsofRubberProductsIndustryProcess—aCaseStudyofTireEnterprises[J].SichuanEnvironment,2013,32(6):83-86.
[3]TandonV,EI-MounayriH,KishawyH.NCEndMillingOptimizationUsingEvolutionaryComputation[J].InternationalJournalofMachineTool&Manufacture,2002,42(5):595-605.
[4]SaravananR,AsokanP,VijayakumanK.MachiningParametersOptimizationforTurningCylindricalStockintoaContinuousFinishedProfileUsingGeneticAlgorithm(GA)andSimulatedAnnealing(SA)[J].InternationalJournalofAdvancedManufacturingTechnology,2003,21(1):1-9.
[5]RajemiMF,MativengaPT,AramcharoenA.SustainableMachining:SelectionofOptimumTurningConditionsBasedonMinimumEnergyConsiderations[J].JournalofCleanerProduction,2010 (18):1059-1065.
[6]AzlanMZ,HabibollahHSS.ApplicationofGAtoOptimizeCuttingConditionsforMinimizingSurfaceRoughnessinEndMillingMachiningProcess[J].ExpertSystemwithApplications,2010,37:4650-4659.
[7]WuMP,LiaoWH.Internet-basedMachiningParameterOptimizationandManagementSystemforHigh-speedMachining[J].TransactionsofNanjingUniversityofAeronauticsandAstronautics,2005,22(1):42-46.
[8]MoriM,FujishimaM,InamasuY,etal.AStudyonEnergyEfficiencyImprovementforMachineTools[J].ManufacturingTechnology,2011,60(1):145-148.
[9]谢书童,郭隐彪.数控车削中成本最低的切削参数优化方法[J].计算机集成制造系统,2011,10(17):2144-2149.
XieShutong,GuoYinbiao.OptimizationApproachofCuttingParametersforMinimizingProductionCostinCNCTurnings[J].ComputerIntergratedManufacturingSystems,2011,10(17):2144-2149.
[10]陈志同,张保国.面向单元切削过程的切削参数优化模型[J].机械工程学报,2009,45(5):230-243.
ChenZhitong,ZhangBaoguo.MathematicModelonCuttingParameterOptimizationforUnitCuttingProcess[J].JournalofMechanicalEngineering,2009,45(5):230-243.
[11]李聪波,崔龙国,刘飞,等.面向高效低碳的数控加工参数多目标优化模型[J].机械工程学报,2013,49(9):87-96.
LiCongbo,CuiLongguo,LiuFei,etal.MultiobjectiveNCMachingParametersOptimizationModelforHighEfficientandLowCarbon[J].JournalofMechanicalEngineering,2013,49(9):87-96.
[12]李尧,刘强.面向服务的绿色高效铣削优化方法研究[J].机械工程学报,2015,51(11):89-98.
LiYao,LiuQiang.Service-orientedResearchonMulti-passMillingParametersOptimizationforGreenandHighEfficiency[J].JournalofMechanicalEngineering,2015,51(11):89-98.
[13]WangGuanzhong.ResearchMethodoftheRubber’sPlasticizationTechnologicalParameterOptimizeonOpenMillbyNeuralNetwork[J].AdvancedMaterialsResearch,2010,87/88:509-512.
[14]王冠中.橡胶开炼机塑炼工艺优化的神经网络研究方法[J].特种橡胶制品,2011,31(6):55-57.
WangGuanzhong.OptimizationofRubberPlasticizationTechnologicalParametersonOpenMillbyNeuralNetwork[J].SpecialPurposeRubberProducts,2011,31(6):55-57.
[15]谢清国.低温一次法混炼机理及实验研究[D].青岛:青岛科技大学,2011.
[16]曾宪奎,张宗廷,吕冲.开炼机炼胶工艺参数2种优化方法的对比研究[J].特种橡胶制品, 2015(1):67-70.ZengXiankui,ZhangZongting,LüChong.ComparativeStudyofOpenMillMixingProcessParametersofTwoKindsofOptimizationMethods[J].SpecialPurposeRubberProducts,2015(1):67-70.
[17]宋国宗.开炼机炼胶工艺参数多目标优化研究[D].青岛:青岛科技大学,2014.
[18]罗毅,曹华军,李洪丞,等.基于GRNN网络的CO2气体保护焊工艺碳排放建模与参数优化[J].中国机械工程,2013,24(17):2398-2403.
LuoYi,CaoHuajun,LiHongcheng,etal.CarbonEmissionModelandParameterOptimizationofCO2ShieldedWeldingBasedonGRNN[J].ChinaMechanicalEngineering,2013,24(17):2398-2403.
[19]曾宪奎,刘威,张宗廷,等.用统计分析软件SPSS建立橡胶开炼机门尼黏度在线预测数学模型[J].合成橡胶工业,2015,38(5):358-362.
ZengXiankui,LiuWei,ZhangZongting,etal.EstablishmentofOnlinePredictionMathematicalModelforMooneyViscosityofRubberOpenMillUsingStatisticalAnalysisSoftwareSPSS[J].ChinaSyntheticRubberIndustry,2015,38(5):358-362.
[20]曹伟魏.开炼机辊筒的有限元分析及其优化设计[D].长沙:中南林业科技大学,2013.
[21]任娜.基于神经网络的橡胶开炼机炼胶质量在线预测技术的研究[D].青岛:青岛科技大学,2014.
[22]国家发展改革委应对气候变化司.2014年中国区域电网基准线排放因子[EB/OL].(2015-02-05)[2015-11-18].http://www.tangongye.com/CarbonAsset/NewShow.aspx?id=7502.
[23]梁基照.开炼机炼胶过程中能量的平衡与计算[J].化工装备技术,1988(1):10-14.
LiangJizhao.TheEnergyBalanceandCalculationofOpenMillMixingProcess[J].ChemicalEquipmentTechnology,1988(1):10-14.
[24]曹劲然,冯毅,陆宝春,等.基于组合核函数OSVR算法的起重机减速齿轮箱磨损趋势预测[J].中国机械工程,2015,26(5):641-646.
CaoJinrang,FengYi,LuBaochun,etal.WearTrendPredictionofCraneGearboxBasedonOSVRMethodwithCombinedKernelFunctions[J].ChinaMechanicalEngineering,2015,26(5):641-646.
[25]巫静安,李木松.橡胶加工机械[M].北京:化学工业出版社,2006.
[26]施金良,刘飞,许弟建,等.数控机床空载运行时节能决策模型及实用方法[J].中国机械工程,2009,20(11):1344-1346.
ShiJinliang,LiuFei,XuDijian,etal.DecisionModelandPracticalMethodofEnergySavinginNCMachineTool[J].ChinaMechanicalEngineering,2009,20(11):1344-1346.
[27]国家标准化委员会.GB27632-2011橡胶制品工业污染物排放标准[S].北京:中国环境科学出版社,2012.
[28]王海艳,秦旭达,任成祖.基于Pareto遗传算法的螺旋铣加工参数优化[J].中国机械工程,2012,23(17):2058-2061.
WangHaiyan,QinXuda,RenChengzu.OptimizationofCuttingParametersinHelicalMillingProcessBasedonParetoGeneticAlgorithm[J].ChinaMechanicalEngineering,2012,23(17):2058-2061.
(编辑王艳丽)
Green Mastication Parameter Modeling of Open Mill and Multi-objective Optimization
Zhang LiangWang QidongZhu LihongHu Jinfang
Hefei University of Technology,Hefei,230009
Through the analyses of the efficiency and energy consumption of the mastication processes of an open mill, the Mooney viscosity objective function and carbon emissions objective function were established. Considering the actual constraints in the processes of open mill performance and mastication parameters, a multi-objective optimization model and a dimensionless single objective model were established, which took the open mill linear speed of roller, roller spacing and roller ratio as the variables, the minimum Mooney viscosity and the lowest carbon emission as the optimization objectives. An improved genetic algorithm was used to solve the optimization model. An experimental case was performed to verify the effectiveness and accuracy of the optimization model, and the mastication parameter optimization results and the sensitivity of optimization variables were analyzed.
open mill; mastication parameter; carbon emissions; multi-objective optimization; genetic algorithm
2015-11-18
国家自然科学基金资助项目(51175135)
TH17
10.3969/j.issn.1004-132X.2016.18.015
张良,男,1973年生。合肥工业大学机械与汽车工程学院讲师、博士研究生。主要研究方向为现代汽车设计理论及控制技术。发表论文10余篇。王其东,男,1964年生。合肥工业大学机械与汽车工程学院教授、博士研究生导师。朱立红(通信作者),女,1974年生。合肥工业大学机械与汽车工程学院讲师、博士。胡金芳,女,1983年生。合肥工业大学机械与汽车工程学院讲师、博士。
