基于生产改造的数控铣床手轮加装策略研究
2016-09-20刘红艳苗雅丽张明伟
刘红艳,苗雅丽,张明伟
(济源职业技术学院机电工程系,河南济源459000)
基于生产改造的数控铣床手轮加装策略研究
刘红艳,苗雅丽,张明伟
(济源职业技术学院机电工程系,河南济源459000)
以某单位XK713数控铣床为例,在充分了解该铣床硬件结构的基础上,制定了“硬件连接→地址分配→PMC程序编写→参数设定→功能验证”的手轮加装策略,该策略对旧数控铣床的手轮加装具有一定的指导意义。
手轮;数控铣床;改造
某单位有一台山东威达重工股份有限公司生产的XK713数控铣床,操作系统是FANUC 0i Mate-MD。由于种种原因,该铣床未配备手轮,一直通过“手动+倍率”按键进行定位操作,存在着操作麻烦、生产效率低等问题,直接影响企业生产,因此企业决定对该铣床加装手轮。经查该铣床使用的是0i用I/O单元,其电路板上留有手轮接口,这些符合手轮改装的软、硬件条件,因此,可以对该铣床进行手轮改装。
1 手轮的工作原理
手轮是数控机床上重要的硬件构成之一,由于其可以实现机床的精确定位,且操作起来灵活方便,因此在很多操作中,手轮都是默认的最佳选择。使用手轮时,首先选择“手轮工作模式”,其次选择进给轴,最后选择进给倍率,这样才能使手轮在工作模式下按照指定的X轴、Y轴、Z轴方向精确地移动到目标点。当操作者选择与上述三种功能对应的旋钮时,手轮信号作为机床侧的输入信号(X信号)被传递至可编程机床控制器(简称PMC),经过控制程序处理后,PMC将相应的X信号转换成G信号并传送至计算机数控装置(简称CNC)。在完成坐标轴控制处理后,CNC将状态信号以F信号的形式反馈回PMC,PMC继而控制伺服电机拖动工作台实现精确定位。最后,PMC将控制信号完成情况以Y信号的形式反馈到机床控制面板上,便于操作者了解机床的运行情况。具体的信号流程见图1。

图1 手轮信号传递图
2 数控铣床手轮加装的策略
在旧铣床上加装手轮,首先要充分了解铣床的硬件结构,特别是铣床I/O模块的数量和类型,因为这将影响PMC中手轮信号地址分配的问题。然后结合厂家要求,编写相应的梯形图,并将与手轮有关的铣床参数设置正确,只有这样才能保证加装的手轮正常工作。
根据上述分析,进一步观察XK713铣床可以发现,在该铣床的操作面板上没有预留加装手轮的位置,因此需要在操作面板上钻一个小孔,以方便手轮线从操作面板后面引出。该铣床只使用了一个0i用I/O单元,可将手轮连接在其JA3接口之上,并将其作为0组0座1槽进行I/O模块的地址分配。由于在铣床的原始梯形图中找到了手轮功能指令G43.2,且厂家不要求在手轮上加装“急停”功能,故针对PMC的程序编写只需考虑实现手轮的“轴选”和“倍率选择”两大功能即可。另外该铣床与手轮相关的参数也都没有进行设置,需进一步完成相关设置。
综上所述,针对XK713数控铣床手轮加装的工作流程可以设计为“硬件连接→地址分配→PMC程序编写→参数设定→功能验证”。
2.1硬件连接
“硬件连接”环节主要是完成手轮信号线与数控铣床的连接,包括手轮接线以及手轮与数控铣床I/O侧接线两方面的内容。手轮接线是将手轮各功能的信号线连接到铣床的相应端口。由于手轮要实现产生脉冲、选择坐标轴、选择放大倍数等相关功能,故与之对应的信号线相对较多,共12根(见表1)。在接线的过程中要参照说明书将信号线正确连接,同时要将COM点作为手轮开关公共点接入,否则开关无法正常工作。实物连接图见图2。
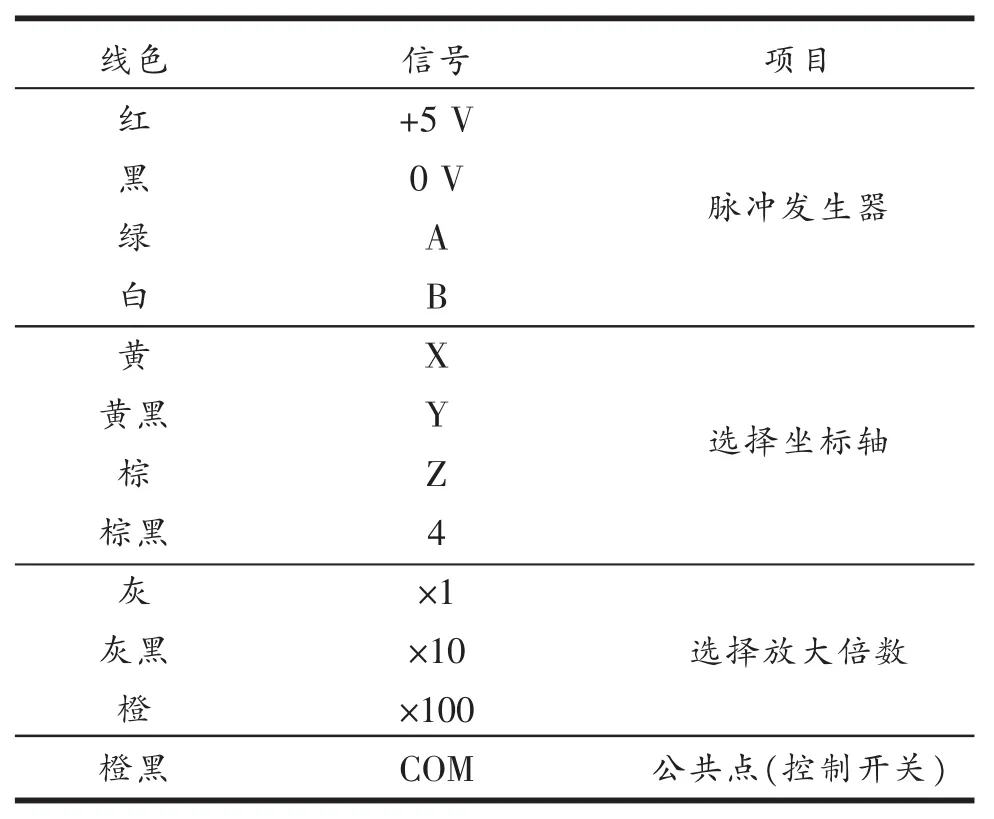
表1 手轮综合接线表
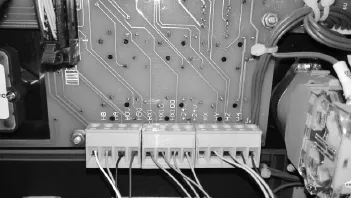
图2 手轮接线实物图
手轮与数控铣床I/O侧接线主要是将手轮与I/O模块进行连接。手轮信号要传递至PMC,必须通过I/O模块上的JA3接口。手轮侧的接线原理图见图3,实物连接见图4。

图3 JA3手轮管脚连接图

图4 手轮侧连接实物图
2.2地址分配
FANUC系统规定,手轮必须连接在某一I/O模块之上,并在PMC中为该模块分配一定的物理地址,然后才能通过I/O LINK总线实现与PMC之间的数据传输。因此,在完成手轮的硬件连接之后,接下来就是为I/O模块分配地址。
能够连接手轮的I/O模块很多,分配原则都一样,但有一点需要注意,即手轮必须连接在离系统最近的一个16 B(OC02I)大小的I/O模块的JA3接口上[2]。本次改装的数控铣床采用的是0i用I/O单元,且其后不再连接其他I/O模块,因此,其地址分配可作如下设定:X从X0开始,通过铣床面板输入0.0.1.OC02I;Y从Y0开始,通过铣床面板输入0.0.1./8。若将带有手轮接口的多个I/O单元连接到同一个I/O LINK上,又使第二个或以后单元上的手轮接口有效,可通过参数7105#1及参数12305~12307设定第一、第二和第三手轮的X地址[3]。
在模块地址分配完毕后,将其保存到F-ROM中,然后使铣床断电再上电,分配的地址才能生效。另外模块要优先于系统通电,否则系统通电时将无法检测到该模块[2]。
在PMC中为连接手轮的I/O模块分配完地址之后,通过旋转手轮上的“进给轴选择”旋钮和“进给倍率”旋钮,可以在PMC信号中找到其所对应的X信号(铣床侧信号),这些信号为后续的梯形图编程做好了铺垫。手轮功能程序地址见表2。
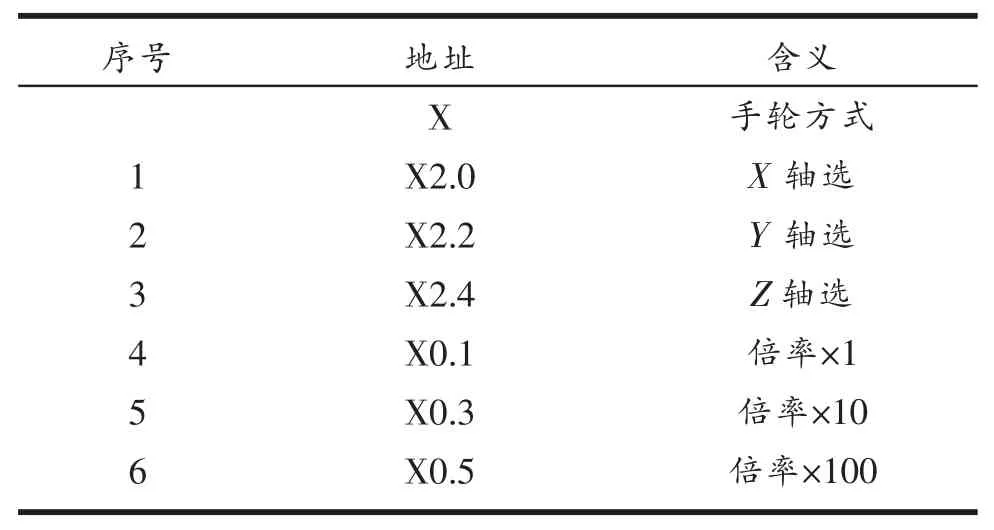
表2 手轮功能程序地址
2.3PMC程序编写
由于手轮的主要功能是对工作台移动方向进行控制和实现高精度定位,因此,在编写PMC程序时必须实现手轮的“轴选”和“倍率选择”两大功能。结合表2对来自铣床侧X信号的定义,配合中间继电器R的选用,再根据PMC传递至CNC的手轮进给轴选择信号G18.0~G18.3和手轮进给倍率信号G19.4、G19.5,编写手轮的PMC程序。图5是实现手轮“轴选”功能的PMC程序,图6是实现手轮“倍率选择”功能的PMC程序。需要指出的是,手轮进给轴选择信号G18.0~G18.3和手轮进给倍率信号G19.4、G19.5是由FANUC公司定义好的,编程人员不可改动。来自铣床侧的X信号则是由铣床生产厂家定义的,编程人员只要找到就行了。
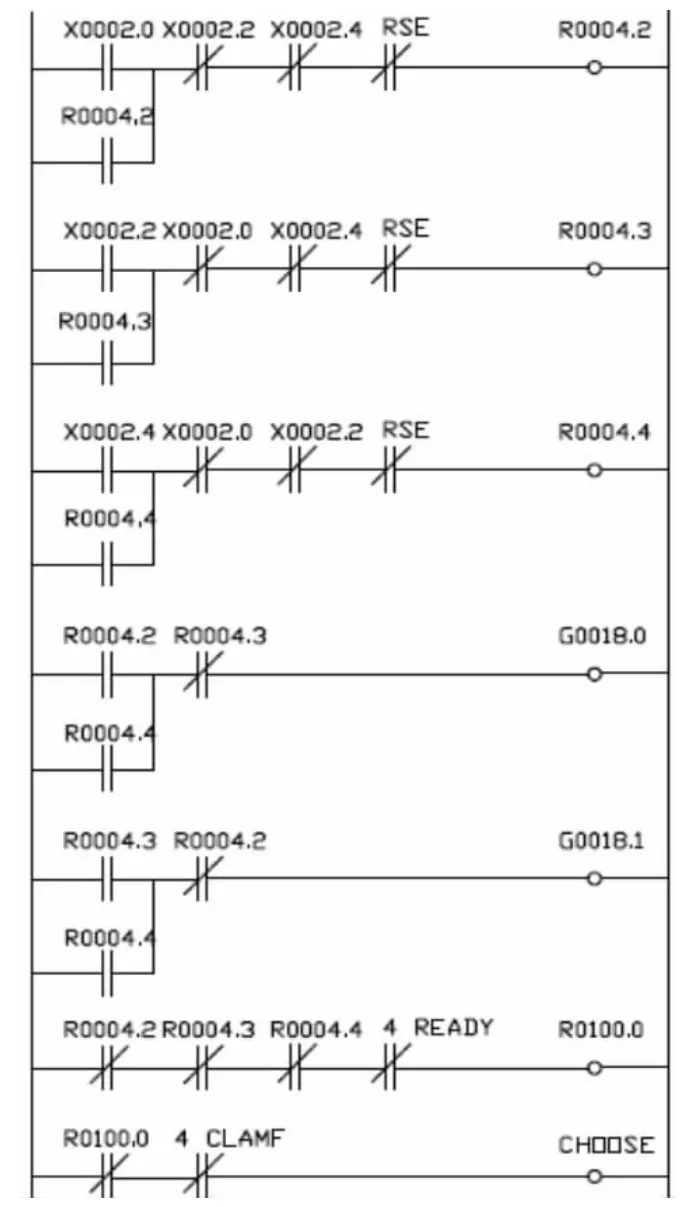
图5 实现手轮“轴选”功能的PMC程序
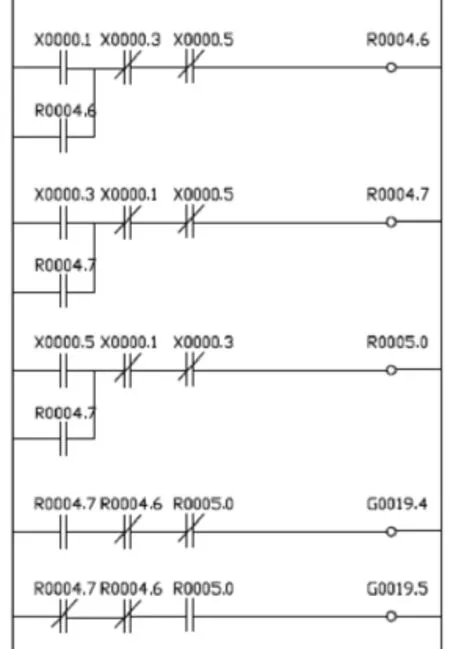
图6 实现手轮“倍率选择”功能的PMC程序
2.4参数设定
在完成PMC程序的编写之后,需关机重启铣床,然后对与手轮有关的系统进行参数设定,通过参数设定使数控系统与手轮及其各种功能更好地匹配。与手轮相关的参数设定见表3。将上述参数设定完成后需关机重启。

表3 与手轮相关的参数设定
2.5功能验证
在完成上述所有操作后,将数控铣床“工作方式”旋钮转到“HANDLE”档位,即可进行手轮功能验证。
3 总结
对于旧铣床的手轮加装,需要在分析原有铣床硬件的基础上,仔细考虑手轮与I/O模块的连接方式、I/O点数的设定、PMC程序的编写等问题,另外还要注意铣床参数对手轮功能的影响。本文结合XK713数控铣床进行手轮改装的策略具有一定的代表性,改装后的铣床大大提高了生产效率,满足了企业的生产需求。参考文献:
[1]何四平.数控机床进给手轮功能装调方法的分析[J].天津职业大学学报,2013(10):80-82.
[2]关薇.数控机床装调与维修[M].北京:北京交通大学出版社,2013:50-51.
[3]朱强,赵宏立.数控机床故障诊断与维修[M].2版.北京:人民邮电出版社,2012:74-75.
【责任编辑黄艳芹】
Research on the Strategy of Installation Program of Hand Wheel of CNC Milling Machine Based on the Production Transformation
LIU Hongyan,MIAO Yali,ZHANG Mingwei
(Department of Mechanical and Electrical Engineering,Jiyuan Vocational and Technical College,Jiyuan 459000,China)
Taking a XK713 CNC milling machine as an example,a handwheel installation strategy of“hardware connection→address allocation→PMC programming→parameter setting→function verification”is made in this paper.This strategy has a certain guiding significance for handwheel installation of old CNC milling machine.
hand wheel;CNC milling machine;transformation
TG659
A
2095-7726(2016)03-0048-04
2015-12-12
刘红艳(1980-),女,河南济源人,讲师,硕士,研究方向:机械电子和数控加工。
