平移壳体侧孔旋转轴的计算研究
2016-09-19窦长安
张 舒,窦长安
(中国船舶重工集团公司第七二三研究所,江苏扬州225001)
平移壳体侧孔旋转轴的计算研究
张舒,窦长安
(中国船舶重工集团公司第七二三研究所,江苏扬州225001)
围绕某产品壳体侧面插座孔的加工,主要论述了平移侧孔旋转轴后坐标转换的计算方法,在加工侧孔的工序设计了专用工装,采用卧式加工中心编程加工试验件,经过三坐标测量机检测满足图纸技术要求,验证了坐标转换计算的可行性,最后将平移旋转轴的方法应用于壳体的批量生产中。
平移旋转轴;壳体侧孔;坐标转换;专用工装
Rotman透镜的壳体,如图1所示,材料选用铝板6061,外形曲面多、尺寸大,结构类型属于薄壁件,需要预留装夹用的工艺端,透镜是一种具有多个输入口和多个输出口的波束形成网络[1],壳体的结构形状复杂,厚度为Hmm,主要平面和侧孔的加工精度高,一般应将粗、精加工工序分阶段进行[2]。两侧曲面形状不对称,一侧是圆弧,另一侧是台阶面,并且左右两侧曲面上分别各有n组输入插座孔和n组输出插座孔。侧孔的轴线的延长线需要通过设计基准圆心(即点O和点O''),以两个理论设计圆心分别建立坐标系,然后按照图纸要求旋转角度加工壳体的侧孔,由于需要多次装夹,必然产生基准不重合误差,增大加工难度,采用这种方法加工的壳体无法满足图纸尺寸的精度要求。用工序基准作为精基准,实现“基准重合”,以免产生基准不重合误差[3]。因此,进行了平移壳体侧孔旋转轴的计算研究。
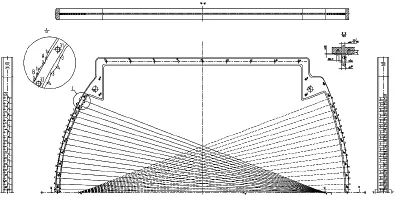
图1 壳体外形图
1 壳体侧孔的工序内容分析
壳体侧孔选用卧式加工中心加工,首先通过中心圆孔找正,拉平外形,然后加工侧孔同轴且对称,同轴度≤0.02,而且加工时必须有两人共同操作,互相复核。
1.1基准的选择
仔细分析图纸,壳体上下对称,左右两侧曲面不对称,设计定位基准存在左右两个圆心,这与椭圆的结构类似。将两个设计基准的旋转轴平移到工艺基准的旋转轴,将两个定轴转动简化为同一个轴的转动,以零件中心作为工艺基准,建立坐标系进行定轴转动,将壳体侧孔轴向旋转至水平方向,再通过x、y方向上的平移运动,将侧孔的最外端移动至对刀零点,可以保证每组侧孔的加工深度尺寸一致。按照图纸和工艺的要求旋转指定的角度,加工下一组侧孔,依次循环,加工出图纸上所有的2n组侧孔。
1.2平移旋转轴
首先,确定刀具在点X0进行对刀,将侧孔的最外端移动到对刀点,同时保证侧孔轴线在水平方向上。我们将两个设计基准圆心(即点O和点O'')的旋转轴平移到零件中心点P,以点P作为圆心进行定轴转动,将壳体侧孔轴向旋转至水平方向,再通过平移卧式加工中心工作台,将侧孔中心h'移动到对刀点,如图2所示。
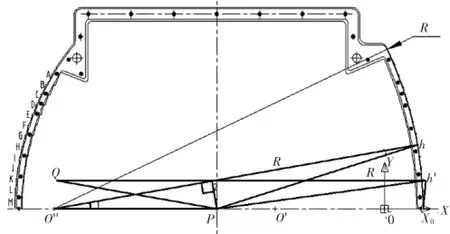
图2平移旋转轴示意图
图3中点h为任意一组侧孔的中心点,设计以O''为圆心,旋转角度∠1=θ.从零件中心点P作直线O''h的垂线,由相似三角形关系可知此垂线与Y轴的夹角即∠2,等于旋转角度θ.因此,以点P为圆心旋转角度θ,然后再将零件旋转后插座孔的坐标点h'平移到点X0,通过合成运动可以将两个设计圆心(O、O'')的旋转轴平移到点P作定轴转动,侧孔以点P为圆心旋转至水平方向的角度与两个设计圆心(O、O'')旋转的角度一样。
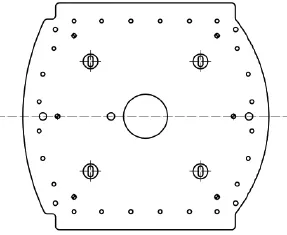
图3 专用工装简图
1.3坐标转换的计算
要方便的识别工作台旋转后坐标的转换,就必须解决一个关键性的问题,即在加工中心的工作台旋转任何一个角度的时候,能够始终寻找到实际工件的原点位置[4]。在侧孔轴线旋转至水平方向之后,通过平移卧式加工中心工作台,将侧孔中心h'平移到点X0,需要计算的就是坐标转换的移动距离和矢量。
坐标转换主要通过各点之间几何关系进行计算,圆弧面上侧孔偏移距离计算如下,由示意图可知,Qh'与X轴平行,O''X0在X轴上,因此Qh'// O''X0,同时Qh' =O''X0=R,所以四边形Qh'X0O''是平行四边形,可得h'X0=O''Q.
偏移矢量在x轴上的投影:
偏移矢量在y轴上的投影:

圆弧面和台阶面条件不一样,需要分别计算,假设台阶面上侧孔H旋转角为α,偏移矢量计算如下。
偏移矢量在x轴上的投影:
偏移矢量在y轴上的投影:

2 设计专用工装
考虑到将来需要批量生产,工艺过程必须受控制,制作专用工装可以保证快速准确装夹。通过小组讨论确定夹具定位方案,合理设计专用工装,可以保证加工精度,提高生产率。首先,在中心设计了圆孔用于定位,同时在专用工装上设计了与壳体位置一致的安装孔,还有与机床等高支座联接的平底沉孔。专用工装如图3所示。
将专用工装安装在卧式加工中心旋转工作台上,找正中间圆孔,然后将壳体安装在专用工装上用定位销固定,用螺钉紧固。通过设计专用工装只需要进行一次找正,以机床自身的精度可以保证侧孔的相对位置和精度要求。
3 效果确认
加工样件,如图4所示,一方面可以验证新工艺方案的可操作性,另一方面可以避免因工艺方案不成熟产生不必要的损失。样件加工完后使用三坐标测量机对壳体侧孔的位置进行检测,还编写了精密测试报告,报告显示样件外形及内腔均符合图纸尺寸精度要求。因此,平移壳体侧孔旋转轴的工艺方案有效。
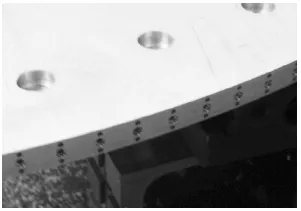
图4 壳体加工样件
4 结束语
通过平移壳体侧孔旋转轴的计算研究,完成了壳体侧孔样件的加工,综上所述,壳体侧孔的工序方案固化如下:
(1)找正,在旋转角零位对刀;
(2)工作台旋转角度,分别偏移距离x、y;
(3)按图纸要求加工各孔;
(4)循环加工2n次。
[1]伍韬,李峰.平板型Rotman透镜的研究与设计[C].2007年全国微波毫米波会议论文集(上册),2007:323-326.
[2]叶文华,陈蔚芳,马万太,等.机械制造工艺与装备[M].南京:南京航空航天大学,2010.
[3]王先逵.机械加工工艺手册[M].第2版.北京:机械工业出版社,2006.
[4]唐先俊,周良琴,鲍克坚.卧式加工中心工作台旋转坐标转换及应用[J].机械,2011,38(4):50-52.
Calculation of the Side Hole of the Translation Shell
ZHANG Shu,DOU Chang-an
(The 723rd Research Institute of CSIC,Yangzhou Jiangsu 225001,China)
This paper focuses on a shell side outlet hole processing,mainly discusses the calculation method for the holes on the side of the translational rotational coordinate transformation,in the holes on the side of the machining process design the special tool,using horizontal machining center programming and machining test parts,after three coordinate measuring machine inspection measurement meet the technical requirements of the drawings,validation of the coordinate conversion computational feasibility.Finally,the translation axis of rotation method is applied in themass production of the shell.
translation rotating shaft;side hole of the shell;coordinate transformation;special tool
TH162.1
A
1672-545X(2016)06-0058-02
2016-03-10
张舒(1989-),男,江苏扬州人,本科,助理工程师,主要研究领域为雷达微波器件结构与工艺。