电器外壳注射成型工艺分析及模具设计
2016-09-06闫大鹏吉林机电工程学校吉林吉林30吉林小糸东光车灯有限公司吉林吉林303
曾 妍,闫大鹏(.吉林机电工程学校,吉林 吉林 30; .吉林小糸东光车灯有限公司,吉林 吉林 303)
工业技术
电器外壳注射成型工艺分析及模具设计
曾妍1,闫大鹏2
(1.吉林机电工程学校,吉林吉林132101;2.吉林小糸东光车灯有限公司,吉林吉林132013)
近几年工业产品和日用产品塑料化的趋势不断上升,直接推动了塑料模具行业的快速发展。塑料模具作为塑料零部件的重要支撑装备,结构形式多种多样。本文阐述了电器外壳塑料件的模具设计过程,通过该设计过程介绍了壳类零件注塑模具设计的基本知识。
塑料模具;结构设计;浇注系统
1 塑件分析
该塑件最大尺寸为长97mm,宽为48mm,高为86.5mm,塑件的形状比较复杂,为壳类零件,左右两侧有14个矩形的孔,材料为ABS,外表面光滑。
2 模具设计方案
通过分析,结合经济性和制件的精度要求,可设计为一模两腔的形式。模具为两板模具,采用单分型面,塑件下表面为分型面。浇口设置为扇形浇口,从塑件的侧面底部进浇,并且在侧滑块上设有排气槽,这样能保证塑件外表面的质量达到标准。模具上需要添加侧抽机构,采用复位杆复位,加装复位弹簧帮助模具复位,顶出时用顶出杆。在型芯上开冷料穴,方便自动化生产。模具的冷却装置为上下模板上开的环形水路,冷却效果较好。
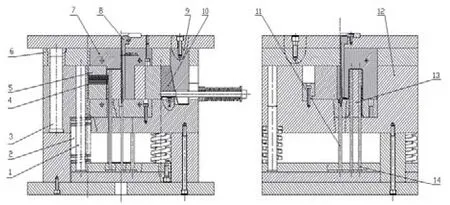
图1 模具设计图
3 设计要点
3.1成型部件结构设计
3.1.1成型部件的结构设计
成型零部件是决定塑件几何形和尺寸的零件。它是模具的主要部分。由于塑料成型的特殊性,塑料成型零件的设计与冷冲模的凸、凹模设计有所不同。凹模亦称型腔,是成型塑件外表面的主要零件,凸模亦称型芯,是成型塑件内表面的零件。凸、凹模结构不同主要可分为整体式和组合式两种形式。考虑到模具钢的价格比较昂贵,模具的型腔还是采用一模两腔的设计,所以采用整体嵌入式的凸、凹模结构,它能能保证加工的精度要求,并且能减少热处理后的变形量和在容易受损坏的部分修理更加方便。
3.1.2成型部件的工作尺寸计算
塑件外表面的径向基本尺寸Ls=91mm,塑件内表面的径向基本尺寸ls=88mm,塑件凸起部分高度基本尺寸Hs=86.4mm,塑件孔或凹槽深度基本尺寸hs=84.9mm。按照MT5级(B类)公差计算,查GB/T 14486-93,公差△=1.2mm,ABS塑件平均收缩率=0.5%,模具成型制造误差 δz=△/3=0.4mm。
(1)型腔径向尺寸计算:

(2)型芯径向尺寸计算:

(3)型腔深度尺寸计算:

(4)型芯高度尺寸计算

3.2浇注系统的设计
(1)主流道设计。为便于流道凝料从主流道衬套中拔出,主流道设计成圆锥形,锥角=4°,粗糙度Ra≤0.63,与喷嘴对接处设计成半球形凹坑,主流道球面半径SR=喷嘴圆弧半径+(2~3)=12+3=15mm。主流道要求耐高温和摩擦,设计成可拆卸衬套以便选用优质材料单独加工和热处理。衬套大端高出定模端面5~10mm,与注射机定模板的定位孔成间隙配合,起定位作用。(2)分流道及浇口的设计。分流道须满足良好的压力传递,保持理想填充状态,使塑料熔体尽快地经分流道均衡分配到各个型腔。由于圆形截面分流道需开设在分型面两侧,在制造过程中需上下模板两部分,比较复杂,因此采用平衡式半圆形分流道。分流道长度据经验拟定L=22mm,分浇道尺寸半圆形截面取半径为4mm。浇口是浇注系统的关键部分,根据塑件特征,外观表面质量要求较高,而且制件较大,因此选择采用扇形浇口浇注。
3.3侧抽机构设计
塑件两侧有14个矩形方槽,且方槽所处位置垂直于开合模方向,塑件不能直接由推杆推出脱模,所以模具需要设计可侧向移动的活动型芯,以便在塑件脱模之前先将侧向成型零件抽出,然后再把塑件从模内推出。其形式是侧向分型抽芯。该工件需要侧抽部件较多,侧抽机构为组合式,其缺点是强度和刚度不好,但是对于抽芯部位可单独进行热处理等加工强化。行位侧抽距离应以抽芯完全抽出产品之外,且距离产品有2~3mm的安全距离,确保抽芯不干涉产品的脱模。
3.4推出机构的设计
胶件脱模是注射成型过程中最后一个环节,脱模质量好坏将最后决定胶件的质量;当模具打开时,胶件须留在具有脱模机构的半模(常在动模)上,利用脱模机构脱出胶件。为使胶件不致因脱模产生变形,避免推件过程中对零件造成破坏,零件外观要求等原因,本设计采用的是8个顶杆推出。
3.5排气系统的设计
生产过程中,型腔内的气体或者塑料在成型过程中产生的低分子挥发气体如果不能被排除干净,塑件就会形成气泡、凹陷、表面轮廓不清晰等缺陷,因此设计模具时必须考虑型腔的排气问题。在本设计中,顶杆排布的很均匀,数量也很多,并且设置了排气槽,因此采用配合间隙排气及排气槽就可以完成排气,使塑件能顺利生产出来。
3.6温度调节系统结构设计
注射模具的温度对塑料熔体的充模流动、固化定型、生产效率、塑件的形状和尺寸精度都有重要的影响。注射模具中设温度调节系统的目的,是通过控制模具温度,使注射模具有良好的产品质量和较高的生产力。本设计采用的是循环式冷却水路。
[1]戴枝荣,张远明.工程材料[J].高等教育出版社,2006.
[2]邓明.实用模具设计简明手册[J].机械工业出版社,2006.
[3]屈华昌.塑料成型工艺与模具设计[J].高等教育出版社,2006.
10.16640/j.cnki.37-1222/t.2016.10.001