M310核电机组在役检查稳压器电加热元件及套管视频检查技术
2016-06-13乐磊刘波郑孝纲桑建军胡伟
乐磊++刘波++郑孝纲++桑建军++胡伟

【摘 要】稳压器电加热元件在核电站运行一段时间后,电加热元件包壳可能会出现贯穿性缺陷,引起电加热元件变形和肿胀,受包壳的影响电加热元件套管有可能发生机械失效,出现破口,导致反应堆冷却剂泄漏,故需对电加热元件及套管进行在役目视检验。针对稳压器电加热元件组件的丛林分布、层叠结构和在役检查时高放射性的特点,介绍流量分配孔的结构和多种检查思路,研究视距技术和周向覆盖技术,研制出一套稳压器电加热元件及套管的视频检验设备,对电加热元件及套管的外表面进行远程目视检验。通过在役检查期间的工程应用,研制的稳压器电加热元件及套管视频检验设备满足在役检查使用的技术要求。为稳压器维护提供依据,对预防电加热元件及套管的失效,保证稳压器的完整性提供有效手段。
【关键词】稳压器;电加热元件;套管;视频检查;在役检查
0 前言
稳压器又称为“容积补偿器”,它的作用是补偿一回路冷却水温度变化引起回路水容积的变化和调节一回路系统冷却剂的工作压力,以防止一回路系统设备由于压力过高而损坏或由于压力过低造成堆内冷却剂产生容积沸腾,而引起燃料棒过热烧毁的事故。
压水堆核电厂普遍采用电加热式稳压器,稳压器的结构呈圆柱形筒体。容器顶部设置有抑制压力升高的喷雾器,容器的下部垂直安装着 70~80 根电加热元件,容器具有足够的容积,正常运行时,一半容积(~60%)充水,另一半容积(~40%)为保持一定压力的饱和蒸汽。当负荷突然增加而使一回路压力下降时,稳压器内热水立即汽化,电加热元件自动开启,使水加热,提高汽化量,从而使容器内压力升高,当负荷突降而使一回路压力升高时,稳压器内喷雾器立即喷入冷水,使蒸汽凝结降压以保持压力在最高允许压力以下。为了防止超压事故,稳压器顶部设有卸压阀和安全阀。当一回路压力超过允许压力时卸压阀和安全阀会相应开启,保证一回路设备安全,卸压阀和安全阀放出的汽水通过卸压箱贮存或疏放。
国内某核电机组稳压器的电加热器由63根直管状电加热元件组成。电加热元件的包壳外径约22mm,材料为Z2 CND 17-12,电加热元件的镍铬合金电热丝放在包壳中,周围用压紧的氧化镁(MgO)粉末与包壳绝缘。电加热元件通过稳压器下封头的电加热元件套管伸入稳压器内,并穿过电加热元件的下支撑板、上支撑板。电加热元件套管材料为Z2 CND 18-12不锈钢。通过电加热元件套管上端与稳压器下封头内表面堆焊层的密封焊和下端与电加热元件包壳的焊接来实现一回路承压边界的密封。
根据国外核电站运行经验反馈,稳压器电加热元件在运行一段时间后,会出现变形和肿胀。经过进一步的探究发现是电加热元件的包壳出现贯穿性缺陷,导致了一回路的冷却剂进入加热元件内部,使绝缘材料MgO与水反应生成Mg(OH)2,体积增大,从而使加热元件的包壳产生变形和肿胀。
稳压器电加热元件产生变形和肿胀会对加热元件的稳定性和可靠性产生很大的影响,受电加热元件变形和肿胀的影响电加热元件套管也有可能发生机械失效,出现破口,导致反应堆冷却剂泄漏。受环境和条件的限制,远程视频检查在此具有很好的优越性。
1 检查对象和区域
稳压器内部的电加热元件,稳压器内部的电加热元件套管,电加热元件套管与稳压器下封头内表面堆焊层的密封焊,见图1。
2 视频检查技术方案
为了安全有效地完成稳压器电加热元件及套管的视频检查工作,检查摄像头应能到达被检区域附近,为此检查用摄像头必须能够穿过电加热元件上支撑板、下支撑板。设计的视频检查设备中应包括检查摄像头、监控摄像头、机械装置,控制单元四部分主要设备。
2.1 视频检查设备组成
稳压器电加热元件及套管视频检查设备包括:
1)检查摄像头,摄像头整体为圆柱形,具备旋转、侧视、照明功能,能够对摄像头周围的被检件表面进行观察;
2)监控摄像头,摄像头具备俯仰、旋转、照明、光学变倍、调焦功能,能够对检查摄像头、视频检查机械装置的工作状态进行监控和定位观察;
3)稳压器电加热元件视频检查机械装置,为检查摄像头和监控摄像头在稳压器内部提供周向、径向、轴向定位功能;
4)视频检查机械装置控制单元,用于控制摄像头周向、径向、轴向运动;
5)录像机与监视器,主要完成视频信号存储功能与图像显示;
6)试块与模拟件,视频检查标定用试块为18%灰度卡,灰度卡上绘制有0.2~0.8mm宽的细线。模拟件为加热元件部分模拟体,用于设备验证用。
稳压器电加热元件及套管视频检查设备系统图见图2。
图2 稳压器电加热元件及套管视频检查设备系统图
2.2 视频检查方案
视频检查采用定点周向检查附近被检部件的方案,为此对于同一个电加热元件或电加热元件套管,以及套管与稳压器下封头堆焊层的密封焊,需进行多次不同角度、不同层高的局部检查完成。
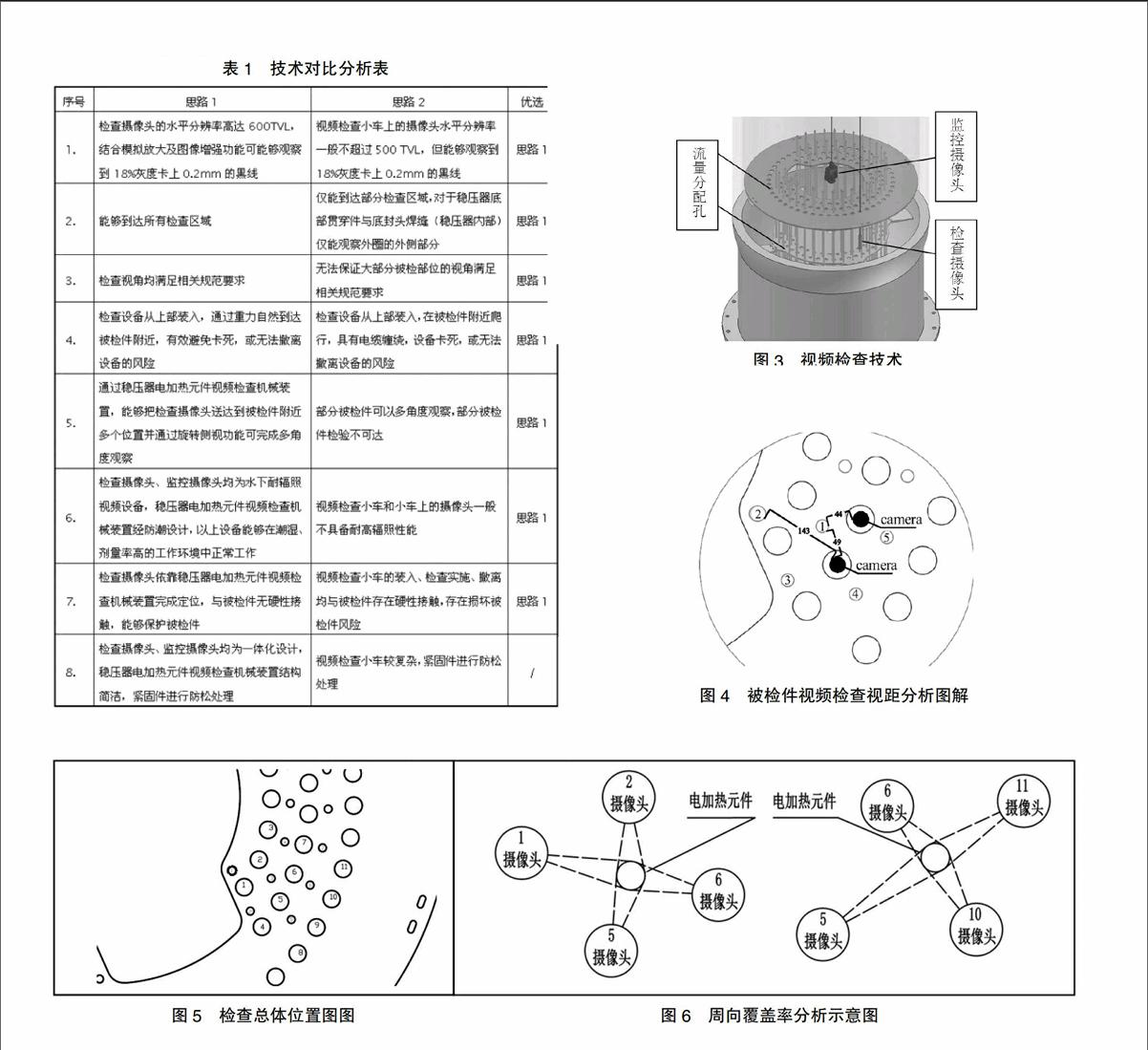
摄像头在指定的视点上做周向检查,观察该视点内所有可见的被检部件的表面后,再向上或向下步进,在保证被检件轴向满足10%的视场覆盖率的情况下再次做周向检查,见图3。
图3 视频检查技术
2.3 技术对比分析
基于检查对象特点和现场作业环境,本方案编制并分析了两套不同的检查实施思路,具体如下:
1)思路1,制定包括检查摄像头、监控摄像头、稳压器电加热元件及套管视频检查机械装置的视频检查设备和检查实施方案;
2)思路2,制定包括监控摄像头、远程控制视频检查小车的视频检查设备和检查实施方案。
技术对比分析详见表1。
表1 技术对比分析表
经对比分析思路1更合理、可行。
2.3.1 检查方式技术分析
被检对象为圆柱状结构,检查摄像头可通过以下3种检查方式完成全范围的检查:
1)摄像头围绕被检件做环形检查,环形检查后再向上或向下步进,在保证被检件轴向满足10%的视场覆盖率的情况下再次做环形检查;
2)摄像头在指定的视点上,仅对某一个被检件周向的固定方位向上或向下进行纵向检查,在保证被检件周向满足10%的视场覆盖率的情况下再次向上或向下进行纵向检查;
3)摄像头在指定的视点上做周向检查,观察该视点内所有可见的被检表面后再向上或向下步进,在保证被检件轴向满足10%的视场覆盖率的情况下再次做周向检查。
对于第一种检查方式,要求摄像头能够围绕被检件转动,为此要求被检件周围不能存在结构件的阻碍,同时要求摄像头具备侧视功能,根据稳压器加热元件安装结构,该检查检查方式不可行。
对于第二种检查方式,要求摄像头能够在被检件附近无阻碍地进行向上或向下的纵向运动,为此要求选用直径小于51mm的摄像头,从电加热元件上、下支撑板上的流量分配孔处进行纵向运动,为能够观察到被检件表面要求摄像头具备侧视和旋转功能。在纵向检查时还要求摄像头不能存在晃动或偏移,因此需要设计定位精确高、稳定性好的摄像头定位工具,否则将会使部分检查区域发生漏检。
对于第三种检查方式,要求摄像头能够在被检件附近无阻碍地进行向上或向下的纵向运动,为此要求选用直径小于51mm的摄像头,从加热元件上、下支撑板上的流量分配孔处进行纵向运动,同时要求摄像头具备侧视功能。在纵向检查时允许摄像头存在晃动或偏移,不需要更精确和稳定的摄像头定位工具,但摄像头必须具备旋转功能,手动自动调焦功能,用于观察不同方位,不同视距的被检对象。
根据以上分析,第三种检查方式能够保证全范围检查的同时对摄像头的定位要求不高,检查效率相对较高,更具备工程可行性和应用性。
2.3.2 检查视距技术分析
根据检查方式分析,摄像头的检查视点与上、下支撑板上的流量分配孔同轴,在图4被检件视频检查图解中,被检对象“2”距摄像头距离为143mm,被检对象“1”距摄像头距离为44mm。为保证检查图像的有效性,摄像头的有效视距需在10~200mm内,同时必须具备旋转功能、手动自动调焦功能,用于观察不同方位,不同视距的被检对象。
图4 被检件视频检查视距分析图解
2.3.3 检查周向覆盖率技术分析
根据上、下支撑板上流量分配孔和被检件的分布关系,对于一根稳压器电加热元件的外表面,电加热元件套管,以及套管与稳压器下封头内表面堆焊层的密封焊,均可通过4个不同的观察点完成全部检查,检查位置及观察角度详见图5、图6。为此每个观察点之间夹角约为90°,被检件表面与摄像头的最小观察距离为44mm,根据规范要求观察角度最小夹角为30°,为此每个视点观察的被检件周向覆盖角约100°,满足全范围周向覆盖检查的要求。检查摄像头采用配置旋转侧视功能镜头,能够对摄像头周围的被检件表面进行观察。同时配置的耐辐照的LED光源在0-1m范围内有效,满足应用需要。
1)检查摄像头的水平分辨率高达600TVL,结合模拟放大及图像增强功能,有效解决了定焦镜头相机无法进行光学变倍的缺点,同时使图像分辨率达到准高清标准。适合表面细节检验;
2)检查摄像头直径为40.5mm,能够通过上下支撑板上直径为51mm的流量分配孔,可以到达稳压器下封头附近的检查区域;
3)检查摄像头能够耐受1.0E6 rad/h的剂量率,能够承受总计达2.0E8 rads的累计剂量,能够满足在放射性极强的环境中,近距离观察被检表面并获得高质量视频图像;
4)检查摄像头重量约1.5kg,适合将检查摄像头从人孔装入,并从上向下施放对距人孔约9~11米的检查区域实施视频检查;
5)检查摄像头为一体化设计,设备上没有外露的螺钉等紧固件或部件,能够有效杜绝异物坠入稳压器内部;
6)检查摄像头镜头焦距为17mm,有效视距为0-500mm。检查摄像头周围所有被检对象均在有效视距内,能够保证检查图像的有效性;
7)检查摄像头观察垂直视角为34°,能够观察到稳压器电加热元件与上、下支撑板附近的被检表面和电加热元件套管与稳压器下封头内表面堆焊层的密封焊,满足全范围周向覆盖检查的要求;
8)检查摄像头水平视角45°,能够保证单个视点被检件周向覆盖角约100°,满足全范围周向覆盖检查的要求。
2.3.4 监控摄像头技术分析
监控摄像头采用CNPO开发的CATU水下视频检查系统,该设备通过稳压器人孔装入稳压器内部。通过稳压器电加热元件视频检查机械装置悬挂在检查摄像头附近,对检查摄像头的工作状态,特别是穿过上、下支撑板上的流量分配孔时进行定位监控,见图3。
3 工程应用
该视频检查技术和检查设备满足在役检查使用的技术要求,已得到核电厂业主认可,且已成功应用于我国某核电厂稳压器的在役检查,检查中发现了电加热元件包壳的缺陷,核电厂根据检查结果及时对存在缺陷的稳压器电加热元件进行了更换,保证了受检设备的完整性和可靠性。
4 结论
1)检查摄像头满足稳压器电加热元件丛林分布、层叠结构的特点,穿过流量分配孔,通过上下支撑板,可达被检部件实施全范围覆盖检查的要求;
2)监控摄像头为一体化设计,设备上没有外露的电气部件,且使用的紧固件均进行防松脱处理,有效杜绝异物坠入稳压器内部,监控摄像头具备俯仰、旋转、光学变倍、辅助照明功能,悬挂于稳压器内部,对稳压器下半部进行全方位监控和细节观察,监控摄像头采用气密封结构,能够满足稳压器内部潮湿的工作环境中;
3)通过在役检查期间的工程应用,研制的稳压器电加热元件及套管视频检验设备满足在役检查使用的技术要求,是保证稳压器安全、可靠运行的重要手段之一。
【参考文献】
[1]RSE-M 1997压水堆核岛机械部件在役检查规则[S].
[责任编辑:汤静]
