乙烯新区凝液系统瓶颈问题优化改造
2016-06-06侯立波孙英策
辛 平,侯立波,孙英策
(1.中国石油吉林石化公司 乙烯厂,吉林 吉林132022;2.中国石油吉林石化公司 研究院,吉林 吉林 132021)
中国石油吉林石化公司乙烯厂乙烯装置扩建后,乙烯新区稀释蒸汽发生器利用1.3 MPa的低压蒸汽给工艺水进行加热,生成裂解用稀释蒸汽,同时产生的低压蒸汽凝液送至锅炉装置除氧器系统,作为锅炉给水使用。在实际运行过程中,由于凝液压力高、含汽量大,对除氧器液位、压力的控制和除氧效果造成一定的影响,严重制约了装置的稳定运行。
作者利用凝液闪蒸分离技术,对乙烯新区凝液系统进行技术改造[1-2],新增一台低压凝液闪蒸罐,投入运行后,在满足锅炉除氧器液位、压力控制需求的同时,使凝液中汽液相得到合理利用,保证了装置的长周期稳定运行,减少了能源浪费,降低了生产成本[3-4]。
1 乙烯新区凝液系统运行中存在的问题
1.1 除氧器液位控制难度大
由于凝液压力高、含汽量大,汽液相混合物进入锅炉除氧器系统的水箱中,打破了除氧器水箱液位的平衡,扰动了液位的正常控制,造成液位控制难度大,严重制约了除氧器系统的平稳运行。
1.2 除氧器压力波动幅度大
由于低压凝液中含汽量大和不稳定,破坏了除氧器压力的控制平衡,超出了除氧器原压力控制指标(100~140)kPa的控制范围,达到约170 kPa,给除氧器的安全运行带来较大影响。
1.3 制约除氧器除氧效果
进入除氧器系统的新区凝液温度为150~170 ℃,由于含有不稳定的汽相部分,打破了除氧器水箱加热及热力除氧所需蒸汽的平衡控制,导致水箱温度超过正常指标控制范围110~125 ℃,达到了130 ℃,为了满足温度指标的正常控制,只能采取限量控制水箱加热蒸汽及热力除氧蒸汽消耗的方式,对除氧效果造成一定的影响。
1.4 能源浪费
由于凝液不稳定,汽液相对除氧器系统干扰严重,为了保证除氧器的平稳控制,只能采取部分回收的方法,维持其运行,其余部分凝液排放掉,造成能源的浪费。
2 改造方案
根据现有生产运行状况及蒸汽凝液合理利用技术的调研,采用低压凝液闪蒸罐的汽液分离技术[5-6],对乙烯新区凝液进一步进行预处理,使凝液中汽液相彻底分离,合理利用,满足锅炉除氧器系统稳定运行的需求。
2.1 低压凝液闪蒸罐的工作原理
低压凝液闪蒸罐的作用是提供流体迅速汽化和汽液相分离的空间,低压凝液沿闪蒸罐切线方向进入罐内,根据流体两相流及涡流分离原理,在罐内扩容后,压力降低,使得流体中的高温凝液迅速汽化(无水携带),达到汽液分离的目的[7],分离的蒸汽可以继续作为低品位蒸汽使用,分离出的液相部分可以继续作为热源使用[8]。
2.2 改造前工艺流程
乙烯新区低压凝液到达锅炉装置后,水质指标合格,达到ρ(Fe3+)≤30.0 μg/L,ρ(SiO2)≤20.0 μg/L后进入除氧器水箱中,做为锅炉给水使用,指标不合格的凝液则返回到除盐装置凝液精制系统,制取二级除盐水使用,具体流程见图1。
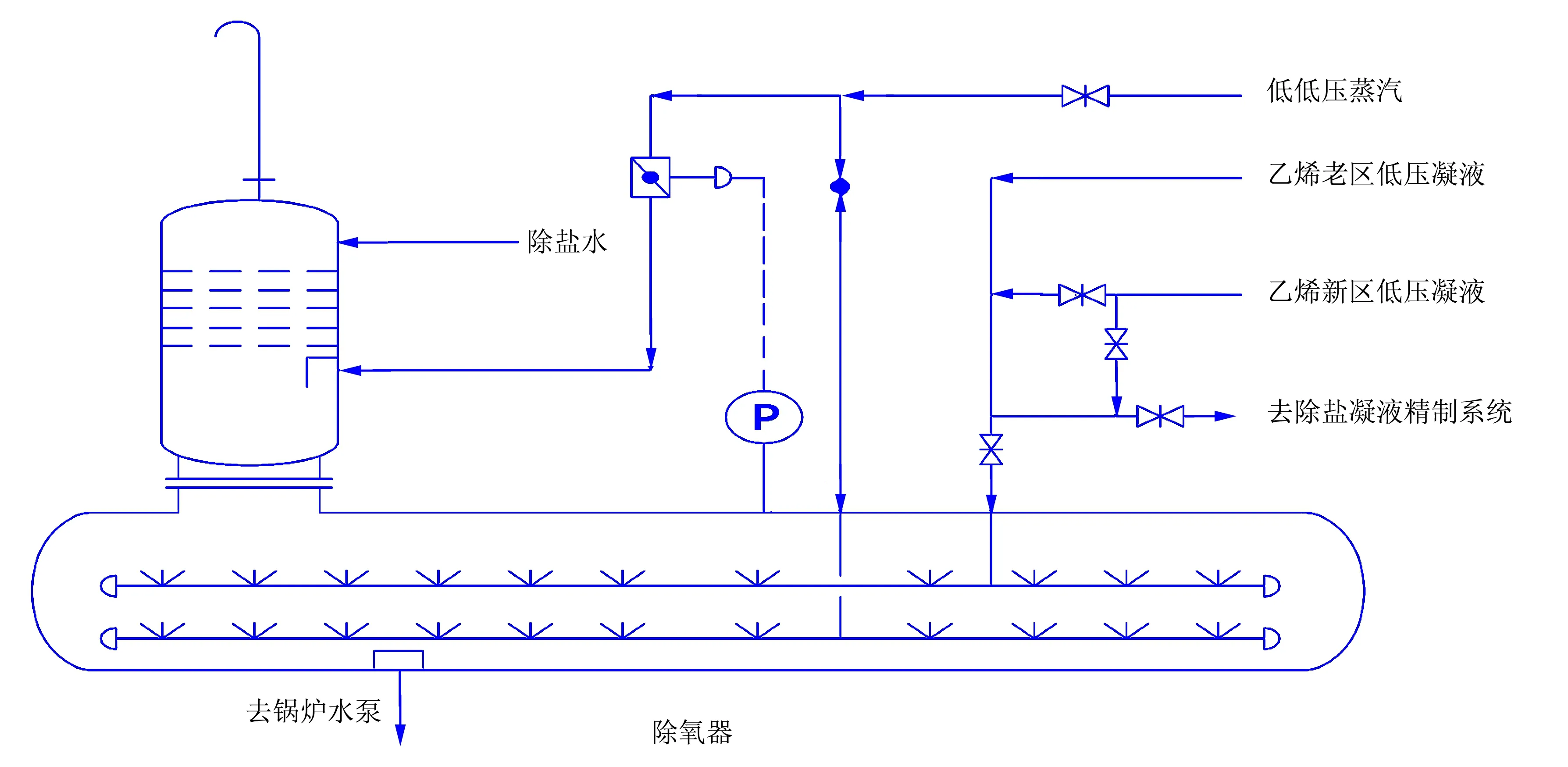
图1 乙烯新区凝液进入除氧器系统改造前工艺流程图
2.3 改造后工艺流程
在乙烯新区来的凝液进入除氧器水箱前增加一台34.20 m3低压凝液闪蒸罐,合格凝液进入到低压凝液罐后,闪蒸出压力为(0.35~0.45)MPa的低低压蒸汽并入低低压蒸汽管网,产生的液相部分通过罐液位调节阀控制并入进入除氧器的除盐水母管中,一同进入除氧器系统进行热力除氧,作为锅炉给水使用[9],不合格的凝液则返回到除盐水凝液精制系统进行再处理,具体流程见图2(虚线框内为改造部分)。
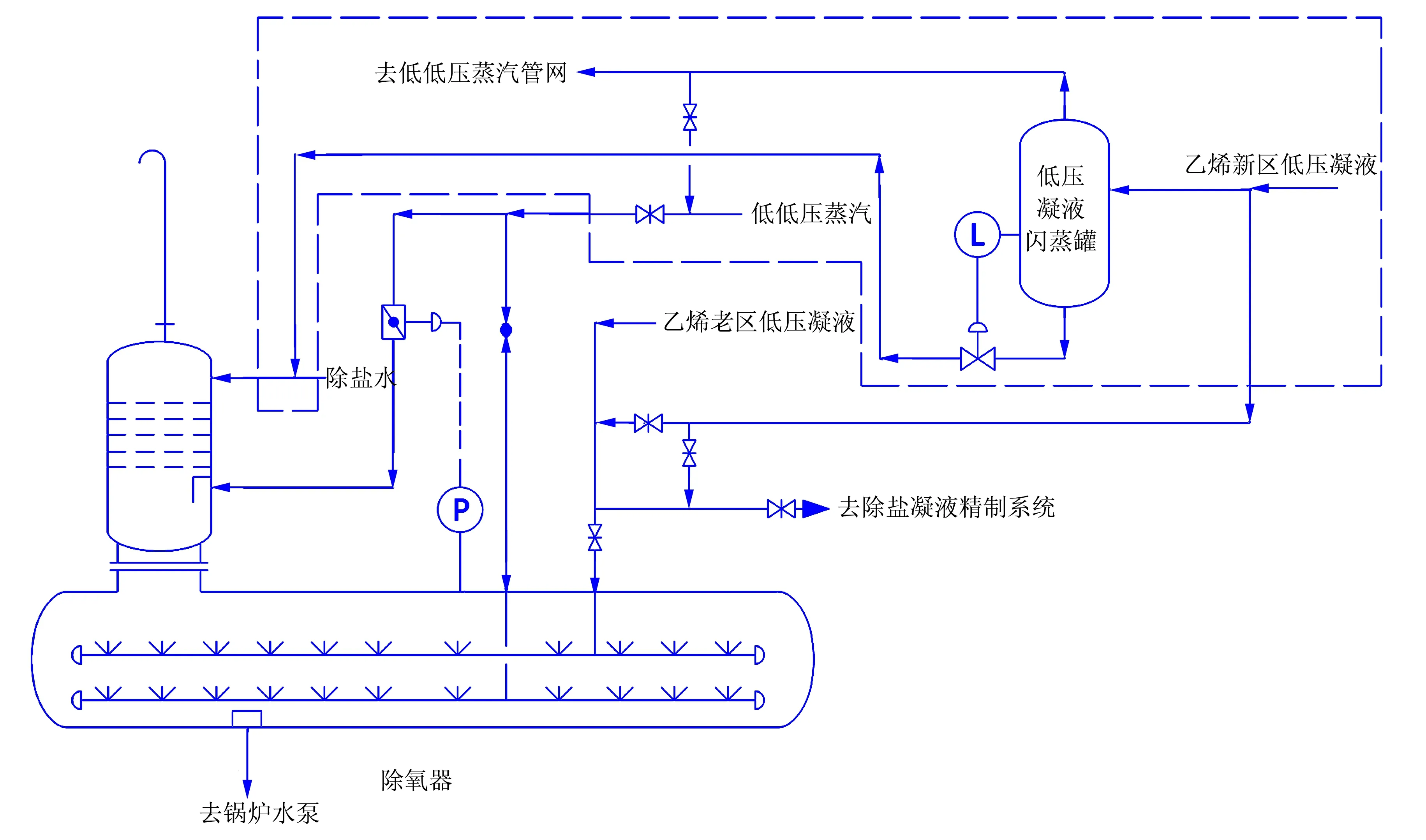
图2 乙烯新区凝液进入除氧器系统改造后工艺流程图
3 改造后的效果分析
乙烯新区凝液预处理项目实施后,凝液中的汽液相彻底分离开来,闪蒸的低低压蒸汽与液相凝液各自得到合理利用[10],满足了除氧器液位、压力的控制需求,消除了由于含汽量大对除氧器液位、压力控制的干扰,同时由于汽液相分离,消除了不稳定的汽相部分对热力除氧加热蒸汽的扰动[11],保证了除氧效果,另外由于汽相部分并入低低压蒸汽管网,消除了由于凝液不能完全回收而造成的现场排放,节约了能源,创造了良好的经济效益和社会环境效益。
3.1 经济效益
项目实施后,可产生闪蒸0.35 MPa的低低压蒸汽3 t/h,按蒸汽50元/t进行计算,全年可节约创效131.4万元,经济效益十分可观。
3.2 社会环境效益
乙烯新区凝液的合理利用,消除了凝液因限量回收而造成的现场排放浪费,实现了零排放,对改良现场作业环境具有显著的社会效益。
4 结 论
乙烯新区凝液系统瓶颈问题优化改造,使新区凝液得到进一步预处理,汽液相彻底分离开,满足了锅炉装置除氧器系统的运行需求,在保证其液位、压力、温度的稳定控制的基础上,为除氧效果提供了保障,同时使汽液相部分得到了充分合理的利用,节约了能源,降低了生产运行成本,在化工装置凝液系统回收利用领域值得广泛推广和应用。
参 考 文 献:
[1] 李蒙.低压蒸汽凝液回收系统设计[J].节能,2008,27(7):41-43.
[2] 刘刚,李贵贤,马建华.乙烯装置蒸汽凝液工艺优化改造[J].工业仪表与自动化装置,2014(4):75-77.
[3] 吴沐霜,李勇,冯晓明,等.蒸汽冷凝液直接回收作锅炉给水技改的可行性论证及实施效果[J].泸天化科技,2013(1):18-20.
[4] 郝世友.蒸汽冷凝液回收用作脱盐水[J].齐鲁石油化工,2005,33(2):116-118.
[5] 彭汉明,杨敏林,蒋润花,等.分布式能源系统中低温余热回收技术[J].节能,2011,30(3):4-8.
[6] 韩强.一种蒸汽余热回收利用装置及其控制方法[J].科技探索,2013(5):287.
[7] 王汝武.凝结水回收方式的选择[J].节能与环保,2005(1):52-53.
[8] 刘玉东,王红源.蒸汽及凝液系统优化[J].乙烯工业,2006,18(4):40-43.
[9] 魏青平.几种蒸汽凝结水回收系统的比较[J].甘肃科技,2010,26(5):60-64.
[10] 郑海莼.凝结水回收系统的分析比较[J].煤气与热力,2002,22(3):285-286.
[11] 白瑛华,贾红军,石莉.蒸汽凝结水回收系统中常见问题探讨[J].河南化工,2008,25(12):26-27.
