前门玻璃前倾问题分析
2016-05-30向慧芳韦思意
向慧芳 韦思意

(1.广西艾盛创制科技有限公司,广西 柳州 545007;2.上汽通用五菱汽车股份有限公司,广西 柳州 545007)
【摘 要】汽车玻璃升降的可靠性是汽车驾乘舒适性和汽车防盗安全的重要影响因素。文章通过研究玻璃升降系统的工作原理,结合现有的故障模式,详细分析了玻璃前倾的原因,并提出具体的改进措施,为后续的玻璃升降系统设计提供借鉴与帮助。玻璃前倾的原因很多,鉴于篇幅所限,文章仅就几个方面展开论述,供大家参考。
【关键词】玻璃升降;前倾;车门质量;问题分析
【中图分类号】U463.853 【文献标识码】A 【文章编号】1674-0688(2016)03-0083-04
车门玻璃升降系统是汽车车门系统的重要组成部分,其质量的好坏将直接影响整个车门系统乃至整车的安全性,其設计必须满足车门玻璃升降顺畅,并能使玻璃停留在任意位置等基本功能要求。汽车玻璃能给乘员室提供一个透光的封闭环境,直接影响驾驶室内部的通风性,同时影响乘员的舒适性和安全性。升降玻璃一旦失效,就会给行车安全带来隐患,影响整车品质。
1 前门升降系统的构成及边界条件
如图1所示,玻璃升降系统位于车门内外板之间,由玻璃、玻璃升降器、玻璃导槽密封条、玻璃导向槽及内外水切组成,除与车门密切相关之外,还与外后视镜、内饰板、锁系统及线束搭接。升降系统的设计质量不仅与本身系统相关,与周边零件的配合关系也至关重要。
根据汽车售后市场信息反馈,玻璃升降系统综合问题故障率较高,其中车门玻璃升降卡滞、不平顺为主要故障之一。
2 玻璃前倾潜在原因分析
通过对台架试验、路试及售后反馈的一些故障进行分析发现,前门玻璃升降卡滞、不平顺的一个主要原因是玻璃前倾。接下来,主要分析玻璃前倾的潜在原因。
2.1 玻璃升降系统的布置不合理
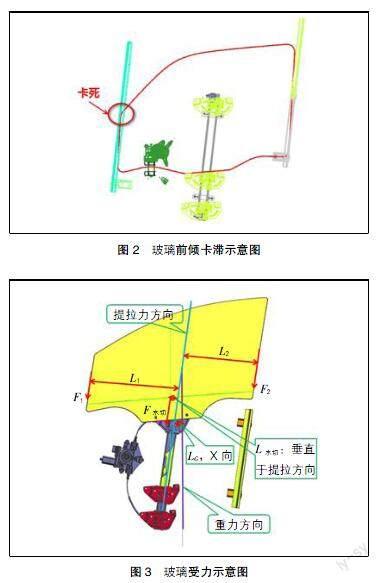
我们知道玻璃能平稳运行需要满足2个条件:受力平衡和受力矩平衡。由于玻璃底部与玻璃导槽密封条之间存在间隙,为了防止玻璃在上升过程中由于摩擦力的不均衡而导致玻璃左右晃动,使玻璃在上升过程中往A柱或者B柱倾靠更利于玻璃的平稳运行。而一般汽车前门都存在倾角,由于这个倾角的存在,玻璃在上升的过程中往A柱倾靠时易卡死(如图2所示),所以玻璃在上升过程中靠B柱是比较理想的策略。
因此,在工程设计前期,会对玻璃进行偏转力矩的计算,使玻璃在上升过程中有一个适当的顺时针偏转力矩,这个偏转力矩的大小一般为经验值。具体的计算过程如下;玻璃受力示意图如图3所示。
以提拉点为支点,翻转力=M后阻+M重+M前阻+M水切,即翻转力=F1×L1+F2×L2+G×LG+F水切×L水切。
其中,G为玻璃重力,LG为提拉点到重力方向的X向距离;F1为在A柱所受到的摩擦阻力,L1为F1到提拉方向的垂直距离;F2为在B柱所受到的摩擦阻力,L2为F2到提拉方向的垂直距离;F水切为在水切处所受的摩擦阻力(为内外水切之和),L水切为水切与玻璃的配合长度的中点位置到提拉方向的垂直距离。在这里,力矩方向规定顺时针为负,逆时针为正;玻璃导槽密封条及水切的滑动阻力按3.5 N/100 mm计算。
如果在设计过程中没有计算偏转力矩,或者计算过程中出现错误,或者对于某个值的赋予不当,即可能会出现玻璃前倾的现象。
2.2 玻璃升降器本身的影响
考虑到车门钣金及升降器的制造精度因素,很难保证每一个升降器与整个车门系统达到完美的匹配,因此一般滑块与导轨之间应有一定的活动间隙,用来保证滑块在上升或下降过程中不断微调自身与导轨之间的位置,以减小车窗玻璃在运动过程中的摩擦阻力。
滑块自身有一定的自由度,但如果与导轨之间的活动间隙太大,在升降器启动的瞬间滑块左右晃动的程度严重,将造成固定在滑块上的车窗玻璃发生大幅度前倾,导致车窗玻璃无法顺利上升、升降阻力过大并且升降器在运行中有异响。
2.3 玻璃导槽密封条的影响
玻璃与玻璃呢槽的摩擦状态是产生运动阻力的主要条件。玻璃呢槽卡在车门玻璃导轨及玻璃窗框内,而车门玻璃又在玻璃呢槽内滑动,因此玻璃呢槽的内外尺寸必须设计合理,玻璃呢槽的尺寸应保证其能可靠、紧密地卡在车门玻璃导轨及玻璃窗框内,其内部尺寸应能保证车门玻璃能自由地上下运动,同时应提高呢槽表面涂层的耐磨性,减小玻璃在玻璃呢槽內滑动时的运动阻力。
如果玻璃导槽密封条的涂层质量存在问题,经过几千次玻璃升降循环之后即出现磨损,比如A柱处玻璃导槽密封条涂层出现磨损,将加大A柱处的摩擦阻力,使玻璃的偏转力矩为逆时针方向,即会出现玻璃前倾。此外,如果玻璃导槽密封条内外唇边的压缩负荷设置不合理,比如内唇边大外唇边小,内唇边较大的力会将玻璃往外推,使外唇边长期处于较大的压缩状态,外唇边的涂层会更易磨损,从而导致局部的摩擦力增大,玻璃出现倾斜的现象。
2.4 车门钣金的影响
升降系统安装在车门内外板之间,升降系统的质量好坏与车门钣金的状态息息相关,而玻璃导槽与内外板的连接分为2种:一种为焊接,另一种为包边。以下讨论的是焊接车门。车门钣金对玻璃升降平稳性影响最大的因素有2点:一是前后焊接玻璃导槽的平行性;二是玻璃导槽与内外板的焊接质量。
玻璃是沿着螺旋线上升和下降的,前后玻璃导槽必须保持平行,公差需保持在±1 mm以内。若前后玻璃导槽不平行,呈现“V”形或倒“V”形,在前后玻璃导槽的距离小于理论设计值时,玻璃导槽会压迫玻璃往一侧倾斜,通常情况下会前倾。一旦发生前倾,玻璃将无法正常升降。
而玻璃导槽与内外板的焊接质量直接影响玻璃导槽的开口尺寸,开口尺寸的公差需保证在±0.5 mm以内。玻璃导槽密封条是装配在玻璃导槽里面对玻璃进行导向及密封,如果由于焊接质量问题,导致玻璃导槽局部凸起,使开口尺寸小于设计值,此时与之相匹配的玻璃导槽密封条的压缩负荷将受到影响。假如焊接凸起发生在A柱,此时A柱处的摩擦力变大,当这个摩擦力达到一个临界值,打破之前玻璃顺时针的偏转力矩,玻璃将发生前倾。
2.5 外后视镜的影响
外后视镜对玻璃前倾的影响主要是通过影响玻璃导槽的开口来实现。外后视镜通过螺栓安装在车门A柱处,当安装扭矩过大时,会迫使与之相匹配的玻璃导槽开口尺寸变小。
3 某款商用车前门玻璃升降卡滞问题分析
本文以某款商用车的具体问题为例,介绍前门玻璃前倾的分析过程。
3.1 故障表現
某款商用车在进行整车常规路试的过程中,左前门玻璃在上升的过程中往A柱倾斜,上升到一半时出现卡滞,无法正常上升。在玻璃上升卡滞时用手将玻璃往B柱倾靠,玻璃可平顺升降。由此可知,玻璃卡滞主要是因为玻璃前倾导致。
3.2 玻璃升降卡滞问题的分析及根源确认
为了查找玻璃前倾的原因,本文进行了如下分析。
(1)将玻璃导槽密封条拆下,让玻璃在玻璃导槽中运行,查看其偏转倾向。玻璃往B柱倾靠,说明升降器的布置是合理的,满足设计要求。
(2)将玻璃拆下,让升降器空转,升降器运行平顺、无卡滞;查看玻璃托块的自由度,有一定的晃动量,尚在设计范围之内,升降器本身没有问题。
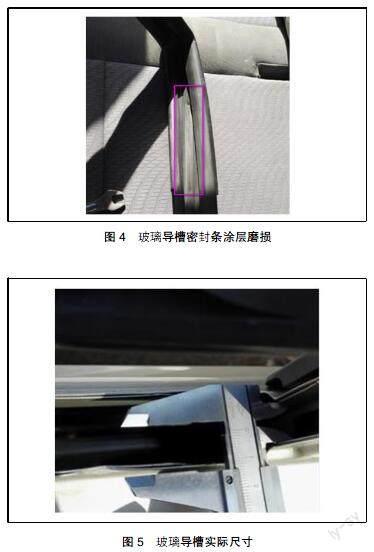
(3)查看A柱处玻璃导槽密封条的情况,A柱段玻璃导槽密封条的底部磨损严重,已露出基材(如图4所示)。关于玻璃导槽密封条的涂层耐磨性,供应商处提供了试验报告,公司内部也安排了耐磨试验,均满足要求,除卡滞处外,其他地方的涂层情况属于正常磨损,说明玻璃导槽密封条的涂层及压缩负荷不存在问题。
(4)查看玻璃上升卡滞处导槽,无明显焊接变形。测量其开口尺寸(如图5所示),比设计值偏小2 mm左右(测量值为16 mm,设计值为17.9±0.5 mm)。
(5)将后视镜安装螺栓拧松,过10 min后,测量相同地方的开口尺寸,变大1 mm左右,此时玻璃可顺利升降。
(6)测量右前门相同地方的玻璃导槽尺寸,玻璃导槽尺寸在17.9±0.5 mm范围内,玻璃升降正常。
3.3 玻璃卡滞的原因分析
由以上的分析可知,升降系统的布置、玻璃升降器本身及车门的焊接质量皆不存在问题,A柱处玻璃导槽尺寸偏小是导致玻璃前倾的直接原因。当A柱处玻璃导槽的尺寸偏小时,A柱处玻璃导槽密封条对玻璃的夹持力变大,使玻璃产生了一个逆时针方向的偏转力矩,玻璃在上升过程中往A柱倾靠,玻璃左上圆角顶在玻璃导槽密封条底部,从而使玻璃导槽密封条底部涂层磨损,A柱处的摩擦力进一步加大,加重前倾与卡滞。
而玻璃導槽开口尺寸偏小主要有2个原因:一是焊接质量所致;二是后视镜的安装扭矩过大,迫使玻璃导槽的开口尺寸偏小。查看玻璃导槽与内外板的焊点,无明显焊接质量问题。询问门钣金及后视镜相关工程师,得知之前出现过后视镜安装螺栓由于安装扭力过大,导致钣金出现凹印的情况。由此可知,此故障的出现应为后视镜的安装扭矩过大所致。
3.4 整改方案
联合车门钣金工程师、后视镜工程师、总装工程师、质量工程师共同关注此问题,对后视镜的安装扭矩进行整改,总装工程师控制车间严格按照整改后的扭矩进行操作,质量工程师对整改效果进行评估及跟踪。
通过对此次玻璃卡滞问题进行分析可知:玻璃升降系统设计属于车门系统工程设计,在车型研发前期,需要与相应的边界条件配合设计,不但要使自身产品满足技术标准,还要考虑到接口产品的功能设计要求,充分与其他设计部门沟通,这样才能避免类似的问题产生。
4 结论
考虑整个车门玻璃升降系统都是具有相关性的,系统中的任何变异因素都会对玻璃升降系统产生影响,例如玻璃导轨装配不当,会导致玻璃升降器在带动玻璃升降的过程中,或者是与导轨干涉发出异响,或者是玻璃升降过程不平顺;车身安装孔偏差、玻璃升降器安装位置产生偏差,会导致玻璃升降器工作不平稳等,总之,车门玻璃升降系统各零件如发生变异,其结果最终都会体现在玻璃升降性能上。因此,针对玻璃升降卡滞问题的改善,首先必须从设计上进行优化,包括升降器总成结构的选取、玻璃的弧度范围、玻璃导槽密封条的截面设计、车门导轨是焊接还是包边;其次还需要兼顾系统零件的制造质量,严格执行总装装配工艺,既包括采购件的质量(尺寸,材料,性能)、车门内板冲压成型质量(安装孔位)、车门焊接质量(定位工装夹具的可靠性,焊接参数)、玻璃导轨的装配到位情况等。只有各个零件质量切实得到保证,各部门按控制要求执行到位,才能够将玻璃升降卡滞问题完全解决。
参 考 文 献
[1]史新华,王学红.绳轮式玻璃升降器失效模式分析及改进设计[J].农业装备与车辆工程,2014,52(2).
[2]张晓春.车门玻璃升降失效原因分析[D].大连:大连理工大学,2003.
[3]周余瑾.汽车玻璃升降器设计研究[D].长沙:湖南大学,2011.
[4]仇文波,韦晓娟.一款微轿车后侧门玻璃升降器异响问题的改善[J].装备维修技术,2014(1).
[责任编辑:陈泽琦]
