再生胶粉与PP共混材料的研究*
2016-05-21陈春花陆荣荣郑艳阳辛振祥
陈春花,秦 颖,陆荣荣,郑艳阳,辛振祥
(青岛科技大学 RCAD橡胶研究室,山东 青岛 266042)
最近几年来,随着汽车工业的不断发展,废旧轮胎的数量在不断增长,而废旧橡胶给环境带来比“白色污染”更严重的“黑色污染”,给环境带来污染和资源浪费问题渐渐地凸显[1-7]。废旧橡胶的综合利用途径主要有翻新、原形改制、热能利用、再生胶、胶粉、热分解等。通过胶粉改性塑料制备热塑性弹性体是非常好的回收利用方法之一,为了降低热塑性弹性体的成本和废旧轮胎的回收利用[3],人们开始研究胶粉基热塑性弹性体。胶粉基热塑性弹性体制备工艺简单,加工成本低,用量大,可以大大降低热塑性弹性体的成本[4]。聚丙烯(PP)分为等规聚丙烯(i-PP)、间规聚丙烯和无规聚丙烯(PP-R)。i-PP是应用非常广泛的塑料之一,有许多的优点:原料来源丰富、合成工艺简单、价格低、加工成型容易,而且其强度、刚度、耐折性好,耐腐蚀性和电绝缘性好。i-PP缺点是冲击强度低,特别是低温条件下容易脆裂,通过胶粉可以改变i-PP韧性不足的缺点。但胶粉与PP的界面结合力弱,导致胶粉基热塑性弹性体性能下降。目前改善胶粉与热塑性树脂界面结合力的方法有动态硫化、添加相容剂和化学改性[8-11]。
本文通过在i-PP中加入少量再生胶粉,并改变共混比,研究提高i-PP韧性的方法。在PP-R中加入大量胶粉(胶粉/PP-R共混质量比为70∶30),通过改变共混工艺、加入增容剂和硫化剂等方法研究其对胶粉基热塑性弹性体性能的影响,探索制备综合性能较好的热塑性弹性体的方法。
1 实验部分
1.1 原料
i-PP:PPH-T03,中国石化公司;PP-R:240P,韩国晓星公司;胶粉:粒径为0.3 mm,中胶橡胶资源再生(青岛)有限公司;活化剂480:安徽金马助剂有限公司;聚苯乙烯-聚乙烯-聚丁烯接枝马来酸酐(SEBS-g-MAH):南京德巴化工有限公司;其它材料均为市售工业品。
1.2 仪器设备
高混机:SHR-10,青岛德信塑料公司;转矩流变仪:XSS-300,上海科创橡塑机械设备有限公司;平板硫化机:XLB-D(Q)350,中国浙江湖州东方机械有限公司;缺口型制样机:深圳市新三思材料检测有限公司;电子拉力机:AI-7000S,台湾高铁公司;冲击试验机:XJJ-50,高铁科技股份有限公司;熔融指数仪:GT-7100-M1,高铁科技股份有限公司。
1.3 试样制备
预混胶粉:将胶粉与芳烃油、活化剂480放入高混机,80 ℃下混合8 min,得到预混胶粉。
方法1:将预混胶粉置于哈克转矩流变仪中,温度为175 ℃,转速为30 r/min,时间为12 min,制得再生胶粉。将i-PP置于哈克转矩流变仪中,温度为175 ℃,转速为60 r/min,熔融,加入再生胶粉共混后,于开炼机上下片。模压制样,模压温度为185 ℃,压力为10 MPa,预热10 min,模压5 min,冷压5 min。裁样备用,测试其性能。
方法2:将预混胶粉置于哈克转矩流变仪中,温度为175 ℃,转速为30 r/min,改变再生时间(0 min、3 min、6 min、9 min、12 min),制得再生胶粉。将PP-R置于哈克转矩流变仪中,温度为175 ℃,转速为60 r/min,熔融,加入再生胶粉共混后,于开炼机上下片。模压制样,模压温度为185 ℃,压力为10 MPa,预热10 min,模压5 min,冷压5 min。裁样备用,测试其性能。
方法3:将PP-R置于哈克转矩流变仪中,温度为变量(170 ℃、175 ℃、180 ℃、185 ℃、190 ℃),转速为60 r/min,熔融2 min后,加入预混胶粉混炼5 min,开炼机上下片。模压制样,模压温度为185 ℃,压力为10 MPa,预热10 min,模压5 min,冷压5 min。裁样备用,测试其性能。
方法4:先将PP-R置于哈克转矩流变仪中,温度为175 ℃,转速为60 r/min,5 min熔融后,分成7个体系,然后在体系1中加入胶粉,在体系2中加入胶粉、SEBS-g-MAH,在体系3中加入预混胶粉,在体系4中加入预混胶粉、SEBS-g-MAH,在体系5中加入再生胶粉,在体系6中加入再生胶粉、SEBS-g-MAH,在体系7中加入再生胶粉、SEBS-g-MAH、过氧化二异丙苯(DCP),共混5 min后取出,在开炼机上下片,模压制样,模压温度为175 ℃,压力为10 MPa,预热10 min,模压5 min,冷压5 min。裁样备用,测试其性能。
1.4 性能测试
熔体流动速率按照GB/T 3682—2000进行测试,测试条件:温度为230 ℃,负荷为2.16 kg;硬度按照 GB/T 2411—2008进行测试;拉伸强度、拉断伸长率按照GB/T 1040.2—2006进行测试;弯曲强度按照 GB/T 9341—2008进行测试;冲击强度按照GB/T 1043—1993进行测试。
2 结果与讨论
2.1 再生胶粉/i-PP不同共混比对共混材料性能的影响
2.1.1 熔融指数
熔融指数(MFR)是衡量共混材料在熔融状态下流动性能好坏的指标,MFR值越大,表示共混材料流动性能越好,MFR也是表示共混材料可加工性能的重要特征。图1为再生胶粉(或预混胶粉)/i-PP共混比对共混材料MFR的影响。
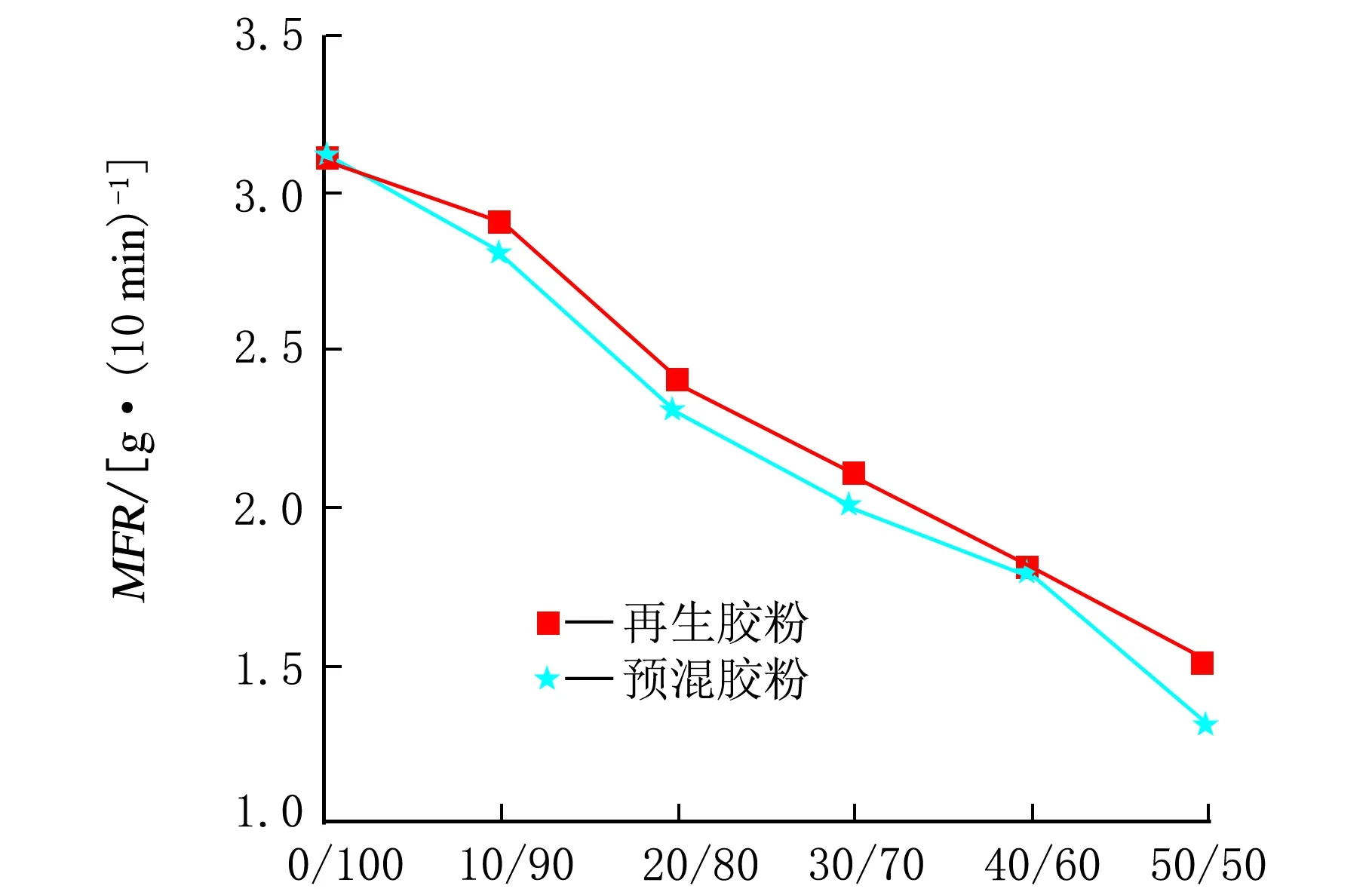
m(再生胶粉或预混胶粉)/m(i-PP)图1 再生胶粉(或预混胶粉)/i-PP共混比对共混材料MFR的影响
从图1可以看出,随着再生胶粉用量的增加,共混材料的MFR值逐渐下降,这是因为再生胶粉以颗粒形式分布在i-PP基体中,由于再生胶粉颗粒本身流动性差,所以随着再生胶粉用量的增加,共混材料的流动性能下降。再生胶粉和预混胶粉按相同比例与i-PP共混时,再生胶粉的MFR值高于预混胶粉,因为胶粉经过再生,三维网络结构被破坏,流动性增加。
2.1.2 拉伸强度和弯曲强度
图2和图3分别为再生胶粉(或预混胶粉)/i-PP共混比对共混材料拉伸强度和弯曲强度的影响。
从图2可以看出,随着再生胶粉和预混胶粉用量的增加,拉伸强度呈下降趋势,原因是再生胶粉和预混胶粉本身拉伸强度低,随着用量的增加,颗粒易聚集,分散不均匀,复合材料的缺陷增多,拉伸强度大幅下降。当再生胶粉(或预混胶粉)/i-PP共混质量比为20/80时,再生胶粉的拉伸强度比预混胶粉大,这是因为再生胶粉颗粒经过再生,颗粒表面与i-PP界面相容性比预混胶粉好。
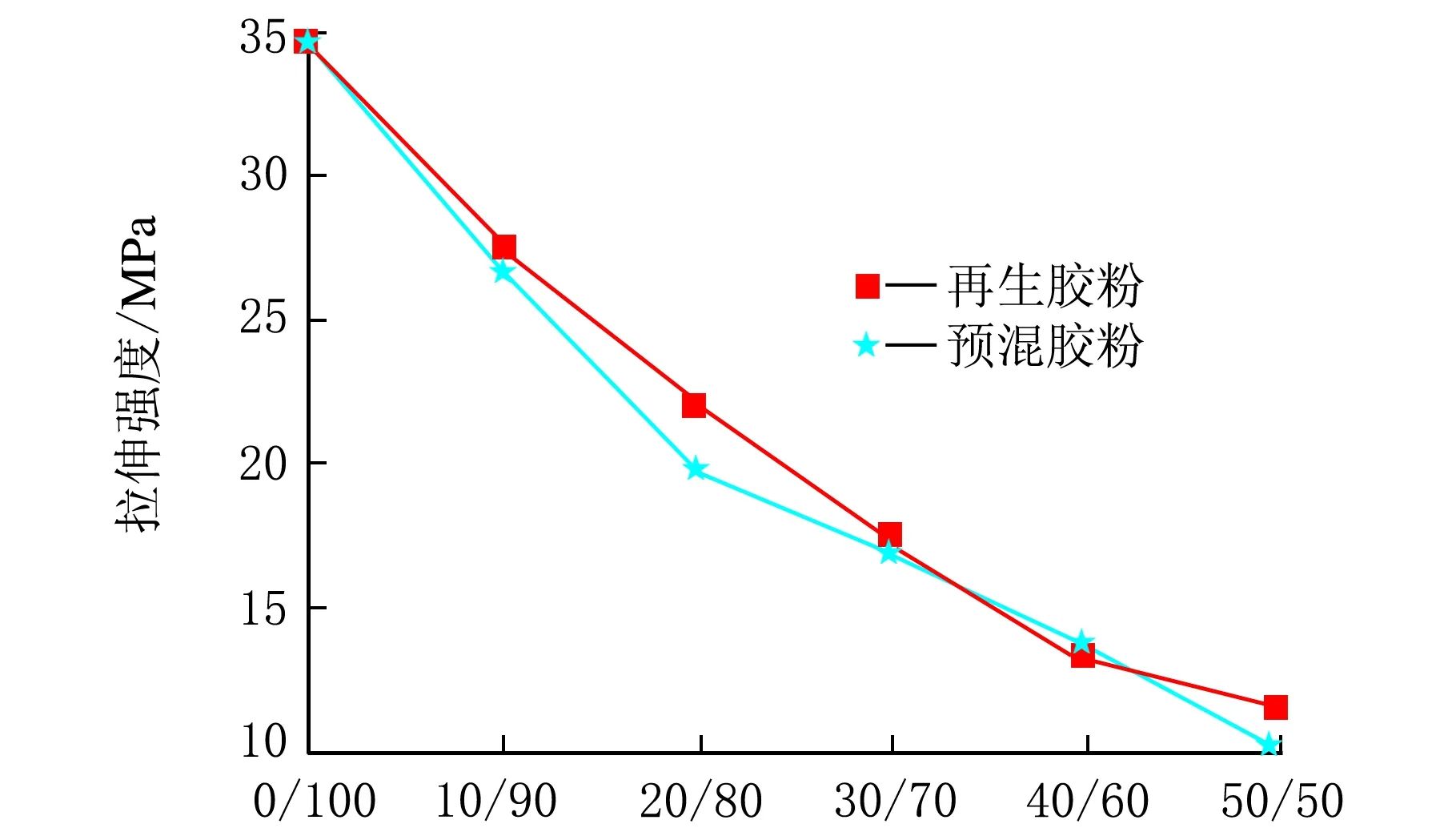
m(再生胶粉或预混胶粉)/m(i-PP)图2 再生胶粉(或预混胶粉)/i-PP共混比对共混材料拉伸强度的影响
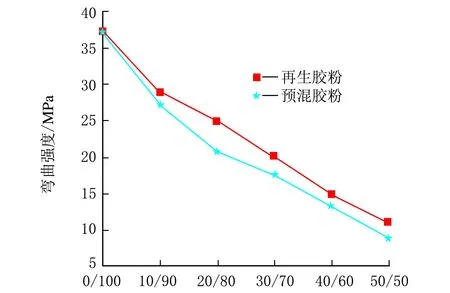
m(再生胶粉或预混胶粉)/m(i-PP)图3 再生胶粉(预混胶粉)/i-PP共混比对共混材料弯曲强度的影响
从图3可以看出,随着再生胶粉和预混胶粉用量的增加,弯曲强度呈现下降趋势,这是因为再生胶粉和预混胶粉与i-PP的界面结合力较弱,当受到外力时容易被破坏。相同比例下,再生胶粉的弯曲强度比预混胶粉的弯曲强度高,再次说明了再生胶粉与i-PP的界面结合力大于预混胶粉。
2.1.3 冲击强度
冲击强度是用来衡量PP在高速冲击状态下的韧性和对断裂的抵抗能力,是PP力学性能的重要指标之一,图4为缺口冲击实验结果。
从图4可以看出,随着再生胶粉和预混胶粉用量的增加,冲击强度呈现增大趋势。在再生胶粉与PP共混体系中,再生胶粉用量不高时,再生胶粉颗粒能均匀地分散在PP材料中,当共混体系受外力冲击时,从宏观上看,由于再生胶粉颗粒具有优良的韧性和弹性,在冲击能传递过程中,再生胶粉颗粒能够吸收和减弱冲击能,提高共混材料的冲击性能;从微观上看,共混物受冲击时,再生胶粉颗粒周围会产生银纹和剪切带,在冲击能传递中会消耗能量。因此,添加再生胶粉能改善PP材料的抗冲击性能,再生胶粉中的炭黑也有利于促进PP晶粒的细化,有利于提高力学性能。
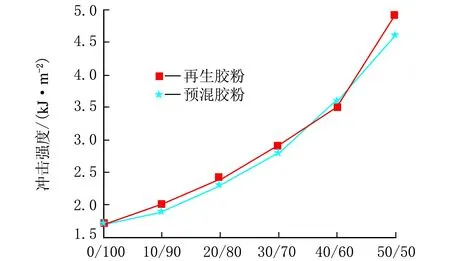
m(再生胶粉或预混胶粉)/m(i-PP)图4 再生胶粉(或预混胶粉)/i-PP共混比对共混材料冲击强度的影响
2.2 工艺对再生胶粉/PP-R共混材料性能的影响
2.2.1 再生时间对共混材料性能的影响
由表1可知,随着再生时间的延长,得到的共混材料硬度没有变化,拉伸强度、拉断伸长率略微升高,而流动性变化不大。拉伸强度和拉断伸长率增加的原因是胶粉经过再生后,交联键断裂,三维网络结构部分被破坏,颗粒表面与PP-R的界面结合力变好,共混材料的性能稍有改善,再生时间较短时,体系中还会有少量活化剂,此时活化剂会起到改善界面结合力的作用。
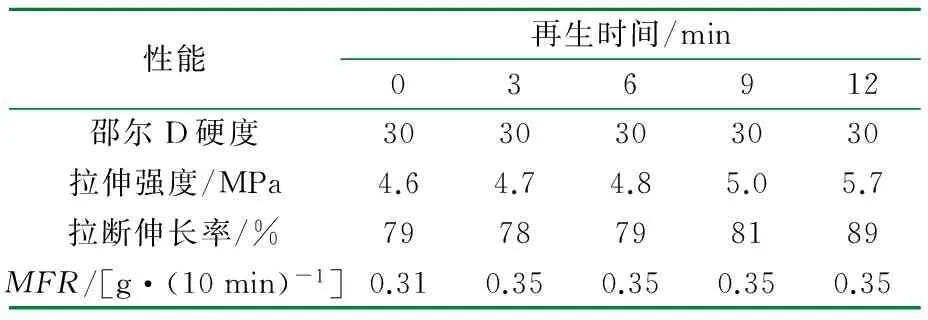
表1 再生时间对共混材料性能的影响1)
1) 再生胶粉/PP-R共混质量比为70/30。
2.2.2 共混温度对共混材料性能的影响
由表2可知,随着共混温度的升高,共混材料的性能变化不大,因为胶粉的用量为70份,共混材料的性能主要是由胶粉的性能决定,胶粉的拉伸性能明显低于PP-R的性能,所以拉伸强度较低,温度对胶粉的影响不大,在整个共混温度范围内,材料的性能变化不大。与PP-R的性能比较,当胶粉量过多时,拉伸性能显著下降,拉断伸长率明显下降,因为胶粉几乎没有流动性,胶粉用量过多,导致材料的流动性变差,与PP-R的混合均匀性变差,界面结合能力变弱,所以共混材料的性能降低。
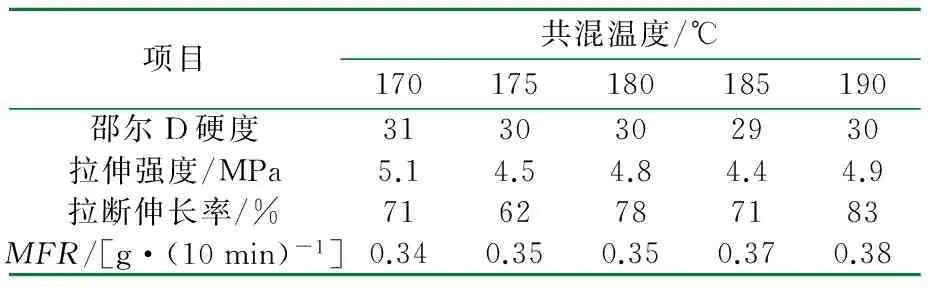
表2 共混温度对共混材料性能的影响1)
1) 预混胶粉/PP-R共混质量比为70/30。
2.3 胶粉/PP-R不同共混体系对共混材料性能的影响
表3中体系2的性能比表2中175 ℃的性能好,虽然制备方法基本一致,但是PP熔融时间不一致,表3中PP熔融5 min,而表2中PP熔融2 min,尤其是拉断伸长率较低,考虑是PP没有完全熔融造成的。

表3 不同共混体系对共混材料性能的影响1)
1) 胶粉/PP-R共混质量比为70/30。
由表3可知,在1~7共混体系中,1~4共混体系硬度变化不大,而5~7共混体系硬度有变化,因为5~6 体系中使用再生胶粉,胶粉经过再生后变得柔软,硬度有所下降,而体系7由于加入DCP,再生胶粉经过交联后由线性结构变为三维网络结构,使得硬度变硬,所以体系7的硬度最大。由体系1和体系5可知,胶粉经过再生后熔融指数变大,流动性变好,因为胶粉经过再生后,由三维网络结构变为线性结构,可以改善流动性。
由表3还可知,胶粉经过改性后性能变好,预混胶粉中含有活化剂480,可以改善与PP-R的界面相容性,但效果不明显,而胶粉经过再生后,能够更好地与PP-R混合均匀,提高了与PP-R的界面结合力。通过加入相容剂SEBS-g-MAH,能够改善胶粉与PP-R的相容性,提高与PP-R的界面结合力,提高共混材料的性能。再生胶粉与PP-R共混加入DCP后材料的性能明显提高,拉伸强度由6.8 MPa增加到11.2 MPa,拉断伸长率由163%增加到239%,撕裂强度由36.4 kN/m增加到57.7 kN/m。因为交联剂DCP在高温时能够产生自由基,使再生胶粉分子链与PP-R分子链形成化学键,改善了共混材料的界面性能。
3 结 论
(1) 胶粉与i-PP共混时,随着再生胶粉(或预混胶粉)含量增加,拉伸强度、弯曲强度呈下降趋势,并且下降明显,但冲击强度呈上升趋势,再生胶粉(或预混胶粉)与PP-R共混质量比为70/30时综合性能较好。
(2) 再生胶粉与PP-R共混质量比为70/30时,胶粉的再生时间对共混材料的性能影响较小。
(3) 在胶粉与PP-R的共混材料中,通过加入相容剂SEBS-g-MAH,能够提高共混材料的界面结合力,提高材料的性能;改性后的胶粉与PP-R共混得到的共混材料性能比未改性胶粉好;再生胶粉与PP-R共混时加入DCP,共混材料的性能明显提高。
参 考 文 献:
[1] 涂芳,薛娜.胶粉的生产应用现状及发展[J].中国资源综合利用,2006,24(4):22-24.
[2] 陆王琳,金余其,池涌.废轮胎热解制油技术及油品应用前景[J].化工进展,2007,26(1):13-17.
[3] 程时捷.废橡胶的回收利用[J].橡胶工业,1996,43(5):307-308.
[4] 邱清华,贾德民.废胶粉利用研究进展[J].橡胶工业,1997,44(1):691-951.
[5] 何永峰,刘玉强.胶粉生产及其应用:废旧橡胶资源化新技术[M].北京:中国石化出版社,2001:1-9.
[6] 张卫昌,章于川,钱家盛.关于如何拓宽胶粉应用的思考[J].中国资源综合利用,2007,(25)12:14-17.
[7] 胡洪芬.废旧橡胶再生新技术研究进展[J].安徽化工,2009,35(2):12-14.
[8] TAN K,LI C,MENG H,et al.Preparation and characterization of thermoplastic elastomer of poly(vinyl chloride) and chlorinated waste rubber[J].Polymer Testing,2009,28(1):2-7.
[9] XIN Z X,ZHANG Z X,KAUSHIK PAL,et al.Study of microcellular injection-molded polypropylene/waste ground rubber tire powder blend[J].Materials and Design,2010,31(1):589-593.
[10] 王星,王星义,罗玲.线形低密度聚乙烯/废胶粉热塑弹性体动态硫化性能研究[J].化学研究与应用,2008,20(3):281-285.
[11] 冯予星,田明,段先健,等.聚氯乙烯/废胶粉热塑性弹性体的性能研究[J].合成橡胶工业,2007,25(4):235-238.
